نرگس محمدی، پاداش پا گذاشتن روی احساسات مادرانه و اقدامات ضدایرانیاش را گرفت و برنده جایزه نوبل ۲۰۲۳ شد.
Call of duty
مهر ۱۴۰۲ عدم حضورالاتحاد در بازی به بهانه تندیس سردار سپهبد حاج قاسم سلیمانی :
متن صریح قانون فیفا درباره نصب شمائل ها، اشکال، تصاویر، پرچم ها و تندیس ها در ورزشگاهها به هنگام مسابقات بین المللی: نصب تصاویر رهبران و قهرمانان ملی کشورها مصداق نشانهای سیاسی منع شده فیفا نیست.
وزیر امور خارجه (پروفسورعبداللهیان)(مهر۱۴۰۲) خطاب به ای اف سی گفت: توصیه ما به ای اف سی این است که در خصوص اتفاق رخ داده بر مبنای فنی نظر دهد؛ بین ما و عربستان سعودی این توافق وجود دارد که بازی در زمان مورد توافق بعدی تکرار شود.


Be aware of your mistakes and go back and correct them.
Listen, I know you get pretty busy this time of year, so I don't want to take too much of your time.
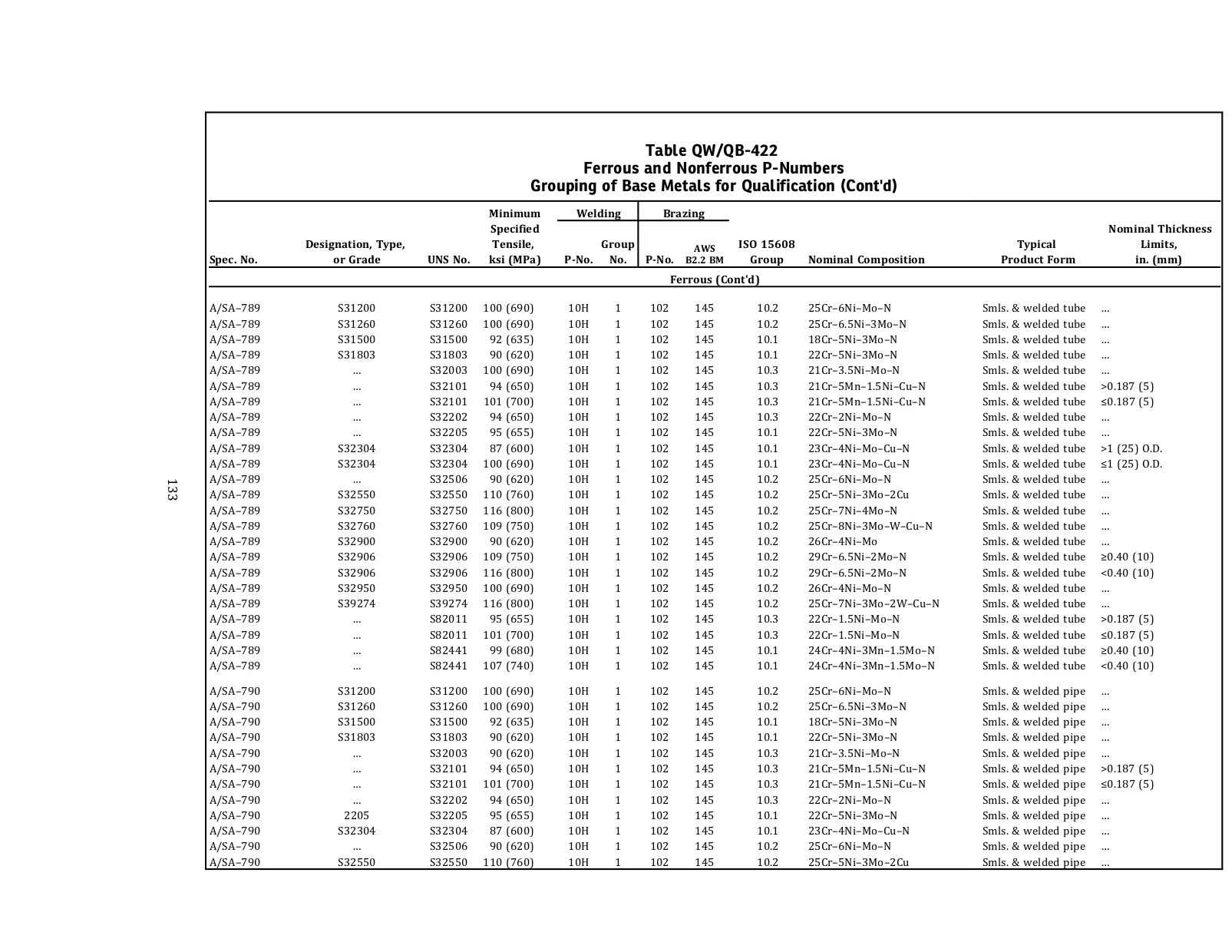
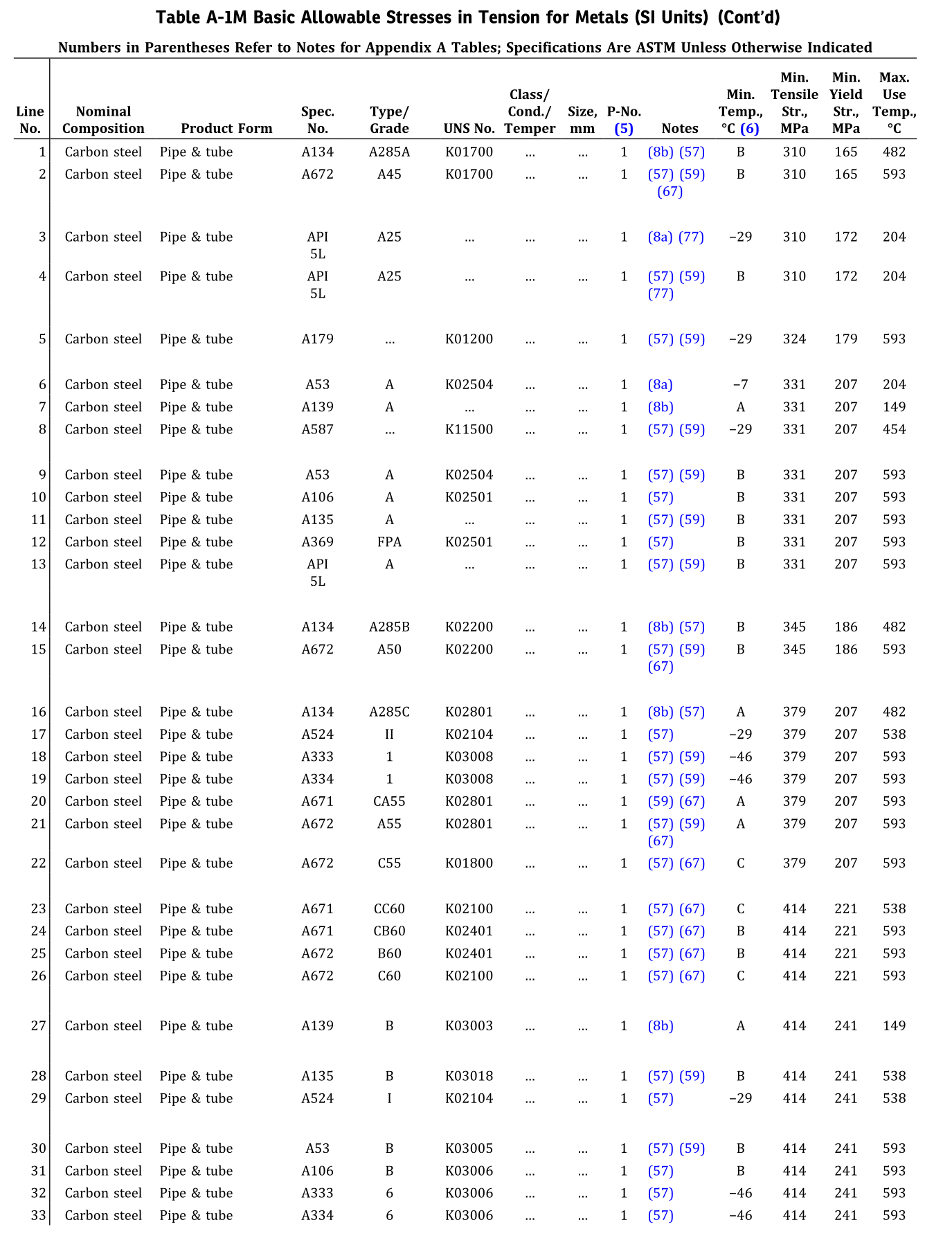
QW-407.2 A change in the postweld heat treatment (see QW-407.1) temperature and time range The procedure qualification test shall be subjected to PWHT essentially equivalent to that encountered in the fabrication of production welds, including at least 80% of the aggregate times at temperature(s). The PWHT total time(s) at temperature(s) may be applied in one heat-ing cycle.
A weld test coupon for a PQR was welded to itself using P-No. 1, Group 2 plate material and postweld heat treated at 1110°F to 1130°F (600°C to 610°C) for 10 hr. The PQR documents all supplementary essential variable notch-toughness requirements. Notch toughness is required and all qualification ranges are supported by the PQR for production welds.
Question: Will this PQR support a WPS that specifies a PWHT temperature range below the lower
transformation temperature, provided the time at temperature does not exceed 12.5 hr?
Reply: Yes.
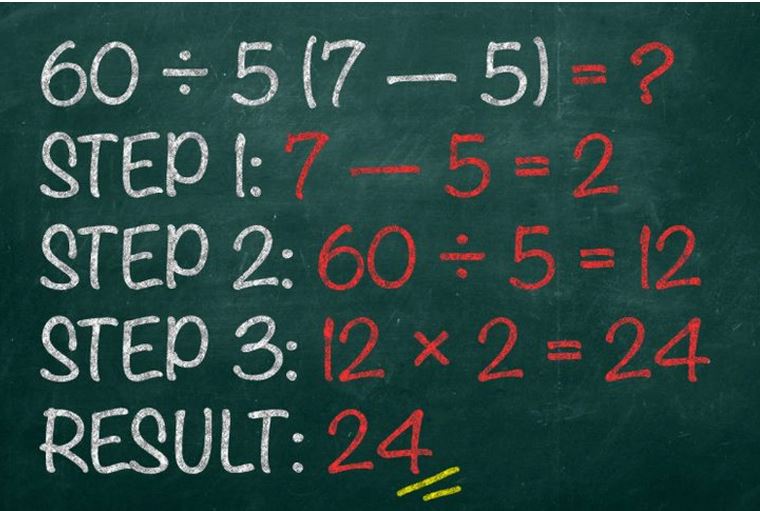
100÷80=1.25
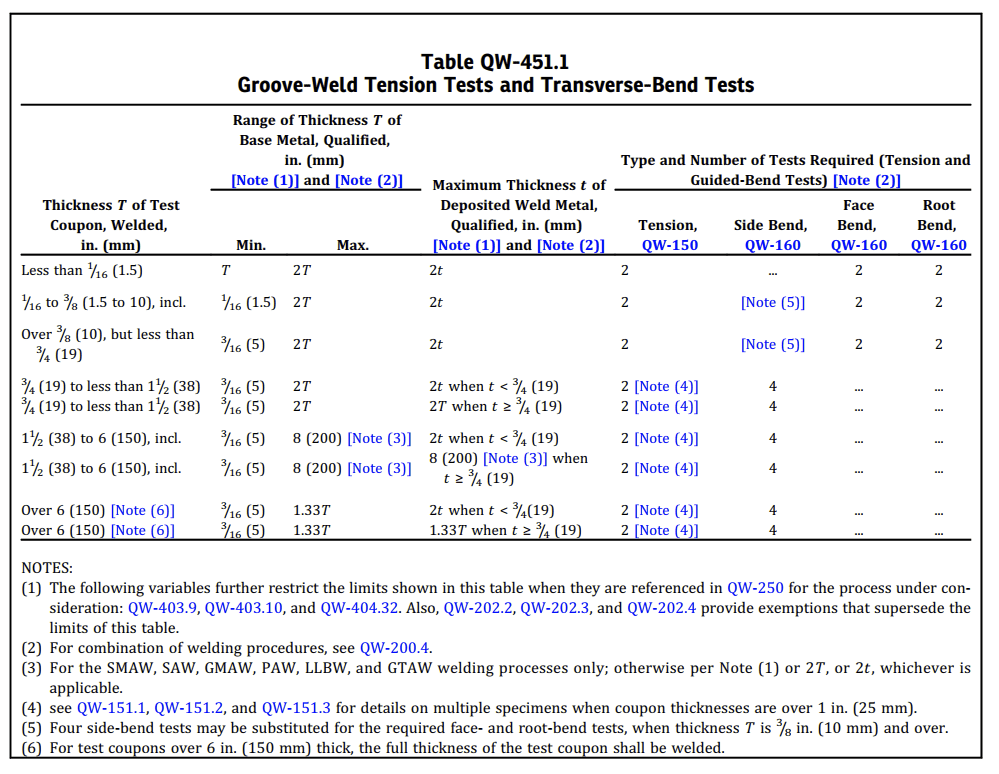
Question (1): Will a procedure qualification test coupon on 1.5 in. thick P-No. 1, Gr. 2 material and postweld heat-treated at 1,100°F for 1.5 hr with supplementary essential variable requirements met, support a WPS with supplementary essential variable requirements for production welding on 8 in. thick P-No. 1, Gr. 2 material that is PWHT at 1,100°F for 3.5 hr?
Reply (1): No.
Question (2): Based on the conditions stated in Question (1), could the PWHT time on the 8 in. thick weldment be increased to 4 hr and 10 min at 1,100°F and still be in compliance with Code requirements? Reply (2): No.
پیامبر اسلام (صلی الله علیه و آله و سلم): ارواح مومنان هر جمعه به آسمان دنیا در برابر خانهها و منزل های خود می آیند و با صدای غمناکی ندا می دهند که ای خانواده ما، ای فرزندان ما و ای پدر و مادر و خویشان ما! به ما مهربانی کنید؛ از اموالی که در دست ما بود (و اکنون در اختیار شماست) با دادن درهمی و قرص نانی و جامه ای نسبت به ما ترحم آورید، که خداوند شما را از جامه بهشت بپوشاند!
به گزارش خبرگزاری فارس از بندرعباس، حادثه انفجار در پالایشگاه نفت بندرعباس عصر روز جمعه ۳۱ شهریور ۱۴۰۲ رخ داد که بر اثر آن ۵ نفر دچار سوختگی شدند که از این شمار ۲ نفر جان باختند.
این حادثه در ادامه عملیات تعمیرات اضطراری برنامه ریزی شده در یکی از واحدهای فرایندی پالایشگاه نفت بندرعباس رخ داد.
بنا بر اطلاعات به دست آمده از ساعتی پیش ( ۷ مهر ۱۴۰۲ ) در پی صدور حکم اعدام یک زندانی در زندان رامهرمز چند زندانی با ایجاد حریق دست به شورش زدهاند.
همچنین از بیرون زندان صدای تیراندازی شنیده شده است.
۹ مهر ۱۴۰۲ :
این حرکت جمعی که در عمل منجر به انحلال این شورا شد، در آستانه سالگرد حمله به دانشگاه شریف در تاریخ دهم مهرماه ۱۴۰۱، صورت گرفت. وحید کریمی، استاد دانشکده فیزیک و دبیر کانون صنفی استادان دانشگاه شریف، با انتشار نامهای دلیل تصمیم خود را «احضار توسط یک نهاد خارج از دانشگاه» اعلام کرد.
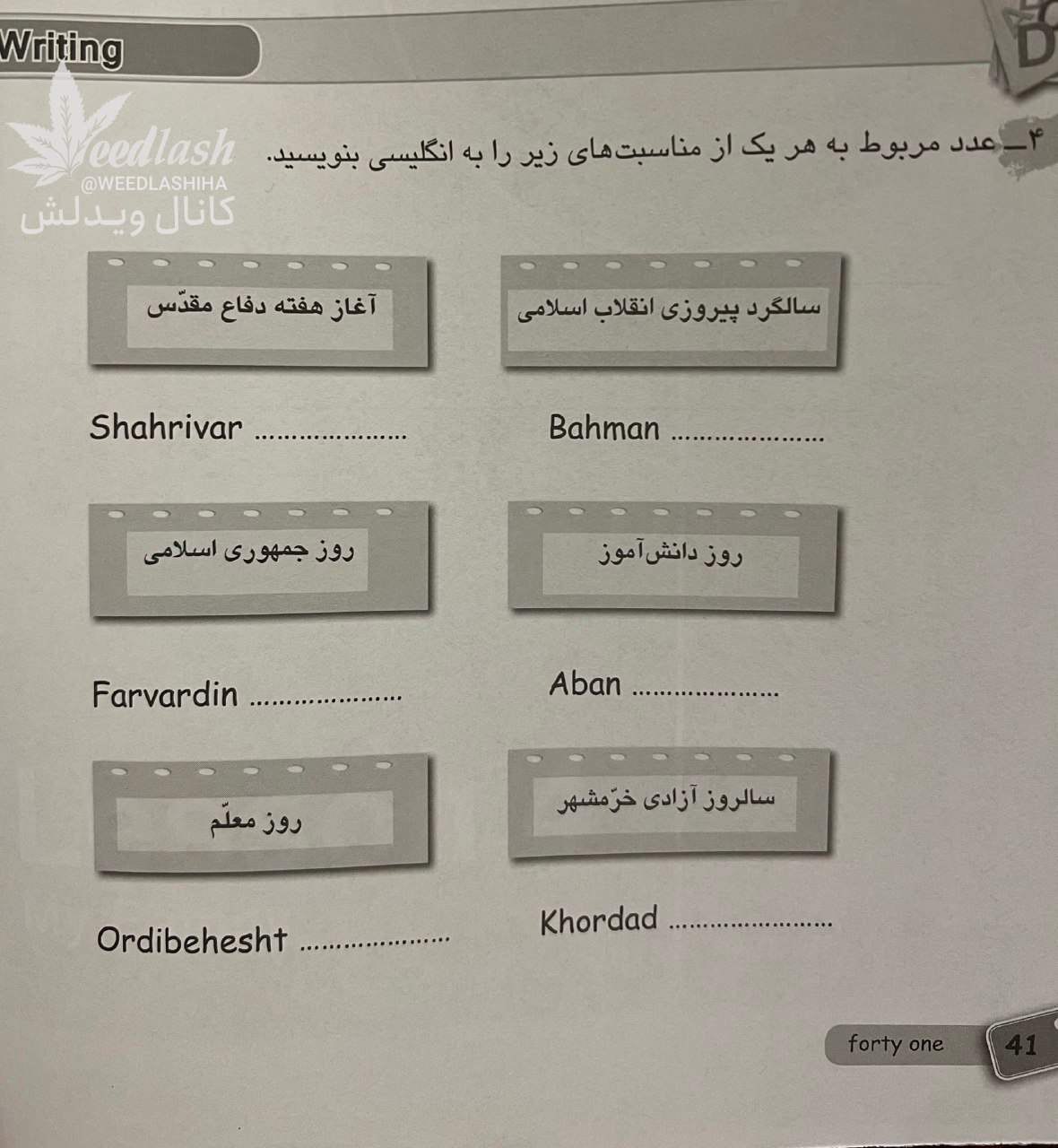
زبان انگلیسی پایه هفتم-مهر۱۴۰۲
جزئیات اجرای قانون جدید چک (مهر ۱۴۰۲)
درهمین خصوص مهران محرمیان، معاون فناوریهای نوین بانک مرکزی میگوید: درقانون جدید چک اگر کسی چک ۱۰میلیون تومانی صادر کرده باشد و فقط یک میلیون تومان در حساب جاریاش باشد در صورت برگشتزدن چک توسط مشتری و بانک از سایر حسابهای فرد در سایر بانکها به مبلغ باقیمانده یعنی ۹ میلیون تومان دیگر مسدود میشود و مازاد بر آن در حسابهای فرد را کاری نداریم. مسدودی تا زمانی است که حکم دادگاه صادر شود و به اندازه مبلغ کل چک پول به حساب ذینفع واریز شود.
برنامه هفتم توسعه (مهر۱۴۰۲)
وی تاکید کرد: باز هم تاکید میکنم به این نکته دقت شود میزان سن بازنشستگی ۶۵ سال برای آقایان و ۶۰ سال خانمها و همچنین سالهای کار ۳۵ سال برای آقایان و ۳۰ سال برای خانم برای افرادی است که تازه میخواهند وارد بازار کار شوند، اشخاصی که الان شاغل هستند با رضایت خودشان این سن و میزان سالهای کار برایشان در نظر گرفته میشود.
البته امید به زندگی دولتیا افزایش پیدا کرده بخاطر همین همه را به کیش خود ....
مهر ۱۴۰۲
او با شهناز قرار صوری گذاشت و در نهایت زن جوان ۴ روز بعد بازداشت شد. شهناز در تحقیقات گفت: من با همدستی یک مرد دیگر نقش واسطه را داشتیم . قصدم کمک به افرادی بود که بچهدار نمیشدند. به همین دلیل و با نیت خیر، در ازای فروش نوزادان به خانوادههایی که بچهدار نمیشدند ۲۰۰ میلیون تومان دریافت میکردم. تهیه گواهی ولادت جعلی نیز به عهده همدستانم بود.
سردار علی ولیپور گودرزی، رئیس پلیس آگاهی تهران بزرگ با اعلام این خبر گفت: دیگر متهمان با استفاده از اقدامات اطلاعاتی حین جابهجایی ۲ نوزاد در مرکز شهر تهران دستگیر و به اداره سیزدهم انتقال داده شدند و با صدور قرار قانونی از سوی مراجع قضایی به زندان منتقل شدند.
مهر ۱۴۰۲ :
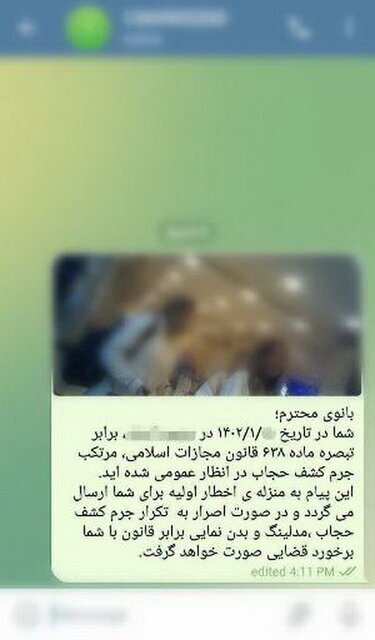
رئیس دانشکده منابع طبیعی و کشاورزی دانشگاه تهران تذکر مأموران حراست دانشگاه به دانشجوی دختر به دلیل بی حجابی و از حال رفتن این دانشجو را رد و تاکید کرد که تذکر مأمور به دلیل «بغل کردن دانشجوی دختر و پسر» بوده است.
اوضاع حجاب در دانشگاه های دولتی


خاندان قوام با سفارت بریتانیا و دولت انگلستان رابطه بسیار خوبی داشتند و در بسیاری مواقع به عنوان رابط بین دولت ایران و دولت بریتانیا بودند. در قرن نوزدهم دولت مرکزی ایران دارای قدرت زیادی در منطقه فارس نبود و ارتش خمسه که توسط قوامها ایجاد شده بود در آن منطقه منافع قوامها و بریتانیا را حفاظت میکرد. در این زمان درگیریهای بسیاری بین ایل قشقایی و قوامها درگرفت.ژنرال حسین فردوست در خاطرات خود مینویسد خاندان قوام آن قدر با دولت انگلستان صمیمی بودند که کارکنان سفارت بریتانیا آخر هفتهها در منزل وی اوقات خود را سپری میکردند و با آنان مانند یکی از اعضای خانواده رفتار میشد. پیام آورهای قوام دائماً بین شیراز، تهران و سفارت بریتانیا در حرکت بودند ولیکن در مورد مسائل مهم شخص قوام الملک به تهران آمده و به سفارت بریتانیا و دولت ایران میرفت. بهطور مثال در اوت ۱۹۴۱ و در زمان جنگ جهانی دوم قوام و نماینده دولت بریتانیا سر ریدر بولارد دیدار کردند تا در مورد سرنوشت رضاشاه تصمیم بگیرند. تصمیم بریتانیا برای تبعید رضاشاه و به تخت نشاندن پسرش با تأیید و موافقت قوام انجام شد.
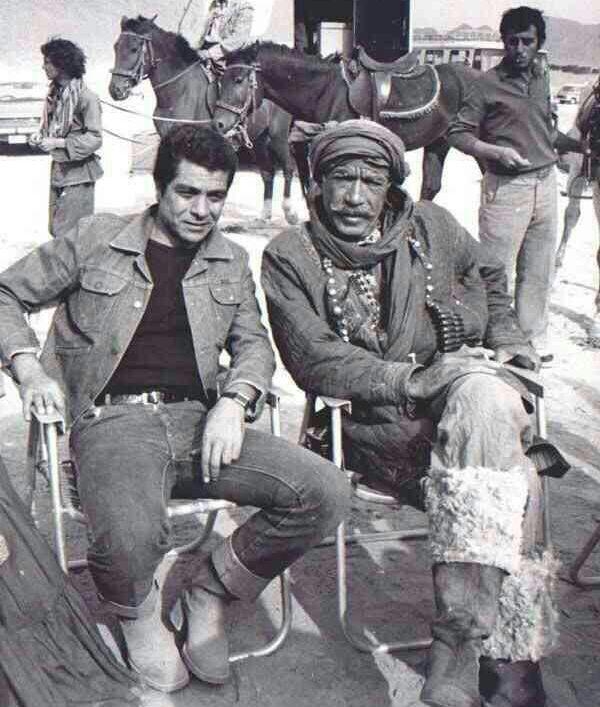
محمدعلی کشاورز-جمیله شیخی-فریده صابری

روناک یونسی

استفاده از گلپر در پخت و پز به منظور کاهش گاز ایجاد شده در روده ها به ویژه هنگام خوردن لوبیا، سیب زمینی و عدس است. مشاهده شده است که پروانه ها و گوسفندها هنگام بیماری ، از این گیاهان دارویی می خورند.
- Fall is the busiest shopping season.
- This is the most rapid method of delivery.
unfavorable %57 : بد ، نامطلوب
both alleged that : هر دو ادعا کردند که
شهریور ۱۴۰۲ ( پروژه کشته سازی پدر مرحومه مهسا امینی توسط حکومت و خنثی سازی آن)
معاون سیاسی، امنیتی و اجتماعی استاندار کردستان گفت: چند نفر از اعضای یک گروهک تروریستی که می خواستند در مسیر آرامستان آیچی سقز، امجد امینی پدر مهسا امینی را ترور کنند با هوشیاری نیروهای امنیتی دستگیر و این طرح خنثی شد.
مهدی رمضانی شنبه شب در گفتوگو با خبرنگاران در سنندج افزود: در این ارتباط چند نفر از تروریست ها دستگیر شده اند.
پیش از این نیز سردار اماناله گشتاسبی فرمانده سپاه کردستان به رسانه ها گفته بود: در ۲۴ ساعت گذشته پاسداران گمنام امام زمان در سازمان اطلاعات سپاه بیت المقدس کردستان تعدادی از اعضای گروهکهای تروریستی را در چند شهرستان استان کردستان دستگیر کردند.
۱۷ مهر ۱۴۰۲ : طفره رفتن از بازی الاتحاد بخاطر تندیس حاج قاسم سلیمانی در جلوی ورودی بازیکنان
به گزارش خبرگزاری فارس، سایت معتبر «گل» عربستان در خبری اختصاصی اعلام کرد دیدار الاتحاد با سپاهان دوباره برگزار خواهد شد.
همچنین این رسانه عربستانی اعلام کرد این بازی در ورزشگاه دیگری غیر از نقش جهان برگزار می شود و باشگاه سپاهان هم به خاطر لغو بازی جریمه نقدی می شود.
کسانیکه بطور مداوم نوروبیون مصرف می کنند بدانند و آگاه باشند :
برخلاف سایر ویتامینهای محلول در آب، کبد میتواند B12 را برای استفادههای بعدی خود تا چندین سال ذخیره کند. بهطورکلی ویتامینهای پیچیده B برای حفظ سلامت کلی کبد نیز ضروری هستند. بااینحال، مانند ویتامینهای محلول در چربی، در صورت مصرف بیشازحد نیاز ویتامینهای خاص گروه B با آسیبهای کبدی روبرو خواهید شد.
آمپول ناندرولون : ( مصرف هر شش ماه یکبار+ تصویر برداری از مچ دست و بررسی کبد و کلیه )
- Androgenic: در زنان: بم شدن شدن صدا، بزرگی کلیتوریس، تغییر در میل جنسی؛ در مردان قبل از بلوغ: بسته شدن زودرس اپی فیز، بزرگی آلت؛ در مردان بعد از بلوغ: آتروفی بیضه، اولیگواسپرمی، کاهش حجم انزال، ژنیکوماستی، تغییر در میل جنسی