کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
الزامات جوشکاری طبق استاندارد B31.3 process piping
-استفاده از جوشکاران واجد شرایط با id مشخص
-کوبش روی پاس ریشه و پاس آخر ممنوع است
-در شرایط بارندگی یا باد زیاد از جوشکاری خودداری شود
پارگراف ۳۲۸.۵
b-هر جوشکار و اپراتور جوشکاری واجد شرایطی می بایست با یک id مشخص شوند ( welder stamp ) .مگر اینکه در مهندسی-طراحی چیز دیگری مشخص شده باشد ، هر جوش تحت فشاری ( حاوی فشار ) یا ناحیه مجاور می بایست با آن id جوشکار یا اپراتور جوش مشخص گردد. به جای مارک کردن جوش، سوابق مقتضی باید ثبت گردد.
c-تک خال در ریشه اتصال باید با فیلر متالی که در root pass ) ( پاس ریشه ) استفاده می شود انجام گردد.تک ها باید توسط جوشکار یا جوشکار مورد تائید انجام شود. خال جوش ها می بایست با جوش پاس ریشه ذوب شدند ، جز آنهایی که ترک دارند که می بایست کلا برداشته شوند . تک های پل ( بالای منطقه جوش ) باید برداشته شوند.
d-از چکش کاری روی پاس ریشه و آخرین پاس جوش خودداری کنید.
e-هیچ جوشکاری نباید انجام گیرد در صورت برخورد باران ، برف یا یاد بیش از حد در ناحیه جوش ، یا اگر محل جوش یخ زده یا مرطوب باشد.
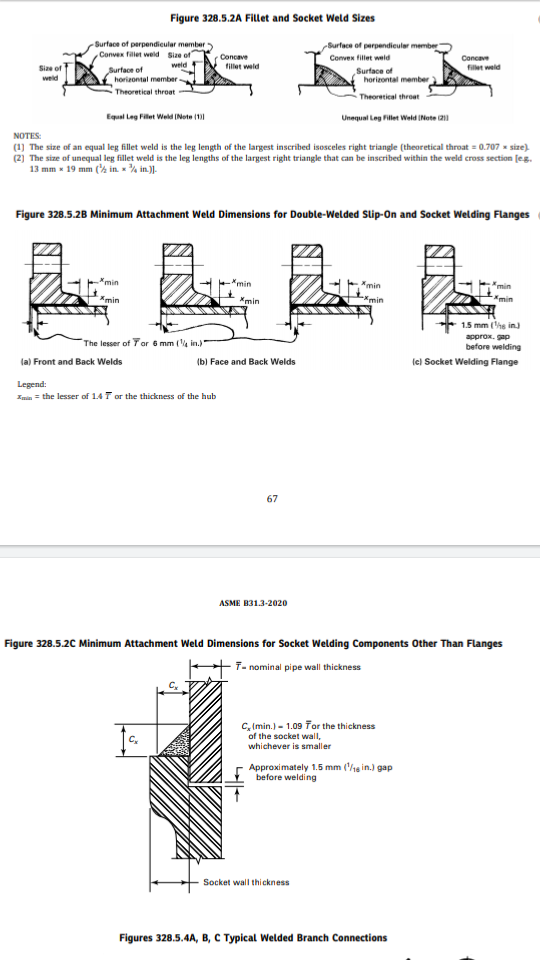
پاراگراف ۳۲۸.۵.۲ جوش های ساکتی و گوشه ای
جوش درنوع محدب و مقعر ممکن است انجام گیرد ، به اشکال ۳۲۸.۵.۲A تا ۳۲۸.۵.۲Cمراجعه کنید. اندازه جوش گوشه ای در دو فرم leg های مساوی و نامساوی داده شده ، Size×0.707 برای equal leg
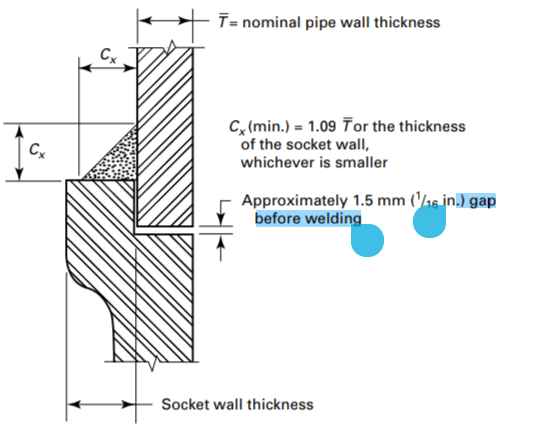
برای فلنج Slip-on که doule جوش می شود فاصله عقب نشینی از لوله ، کمتر از T ضخامت یا ۶ میلیمتر ( پس از ۶ میلیمتر کمتر نیست ) ... برای فاصله لوله ای که داخل ساکت می رود و عقب نشینی می کند نیز گپ قبل از جوشکاری تقریبا ۱.۵ میلیمتر در نظر گرفته شده ... در نظر داشته باشید رادیوگرافی برای سرجوش های ساکتی ، برای بررسی گپ ( تقریباً ۱.۵ میل ) یا gap checking است و ممکن است یک شات انجام شود آنهم برای بررسی این فاصله .. برای سرهای Tie-in بحث بررسی defect در جوش مد نظر است و باید تماماً مورد بررسی قرار گیرد فراتر از gap checking !!! .. فیلم های رادیوگرافی سرجوش های Tie-in حتما باید توسط بازرس NDT تائید و ضمیمه تست پکیج شود ... سرهای ساکتی dissimilar حتما باید هم RT و هم PT شوند .( برای شناسایی crack )
گپ یا فاصله در اتصالات ساکتی
جوشکاری انشعابات :
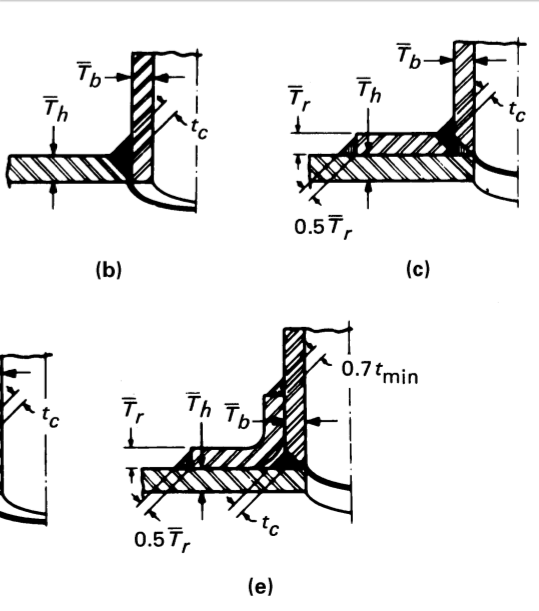
جوش ها می بایست یا پوشش جوشش گوشه ای یا fillet به اتمام برسد البته با داشتن ابعاد گلویی که کمتر از ضخامت tc نباشد ، شکل ۳۲۸.۵.۴D
لبه خارجی پد تقویت کننده یا پد زین اسبی باید به لوله هدر با جوش fillet با ابعادی که کمتر از ۰.۵ برابر ضخامت اسمی پد نباشد ، متصل گردد. در شکل ۳۲۸.۵.۴D تصاویر c d e را ببینید.
آن قسمت از این پد تقویت کننده یا پد زین اسبی که به برنچ یا انشعاب متصل می گردد باید : ( یکی از این دو )
۱- شیار جوش باید با نفوذ کامل باشد نه پارشیالی با پوشش جوش fillet با داشتن گلویی جوش بیش از tc یا
۲- جوش fillet با داشتن گلویی جوش بیش از ۰.۷tmin تصویر e در شکل ۳۲۸.۵.۴D را ببینید.
کمتر از ضخامت اسمی برنچ یا ضخامت اسمی پد
tmin = lesser of Tb or T r
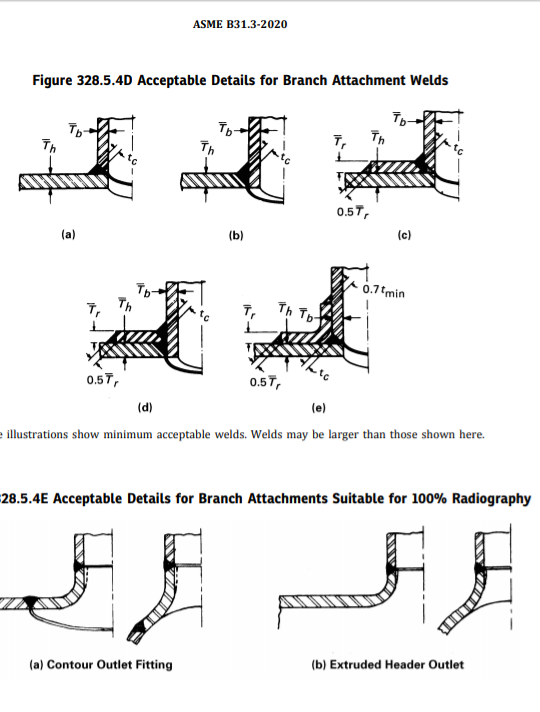
شکل b انشعاب stub-in است ، شکل c انشعاب stub-on با پد تقویت کننده یا Reinforcing pad و شکل e انشعاب نوع stub-on با saddle یا پد زین اسبی
Th=nominal thickness of header
Tb=nominal thickness of branch
tc = lesser of 0.7 Tb or 6 mm (1∕4 in.)
Tr = nominal thickness of reinforcing pad or saddle
tmin = lesser of Tb or T
پاراگراف ۳۲۸.۴.۳ بحث alignment یا ترازی
اتصالات برنچ :
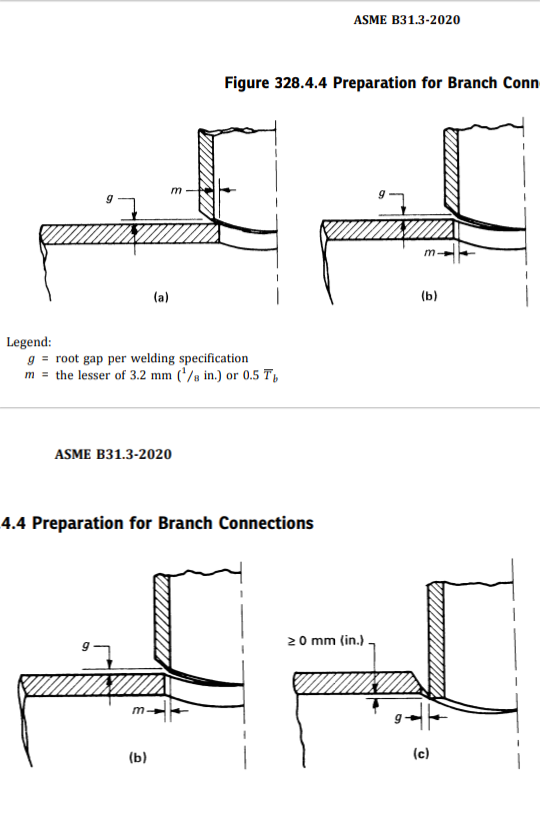
-اتصالات برنچی که مجاور سطح بیرونی هدر متصل می شوند می بایست به فرم جوش شیاری درآیند با رعایت الزامات WPS تصاویرa و b شکل ۳۲۸.۴.۴
-اتصالات برنچی که داخل opening یا سوراخ هدر قرار می گیرند می بایست تا سطح داخلی run pipe یا هدر تا جائیکه ممکن است قرار گیرد.
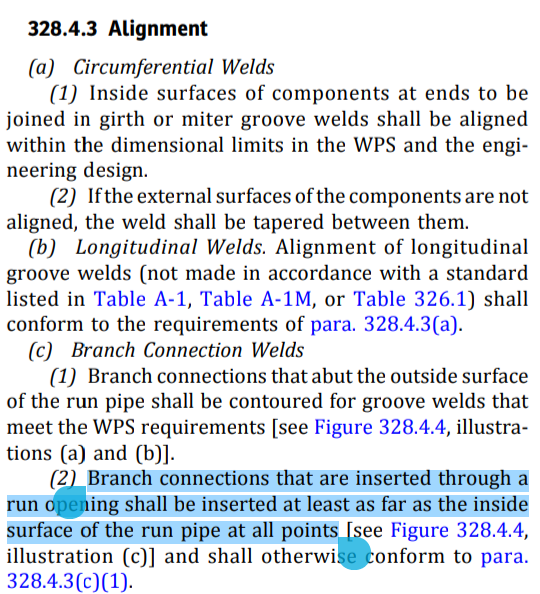
-سوراخ های هدر اتصالات برنچی نباید بیش از انداره m طبق شکل ۳۲۸.۴.۴ در خط تراز مورد نیاز انحراف داشته باشند.در هیچ موردی انحرافات شکل سوراخ یا دهانه نباید باعث تجاوز از تلورانس فاصله ریشه در wps شود.
m : کمتر از ۳.۲ میلیمتر یا ۰.۵Tb ( یک دوم ضخامت اسمی برنچ )
-Spacing دهانه ریشه اتصال باید در محدوده تلورانس wps باشد.
-یک سوراخ تهویه یا vent hole باید درکنار هر پد یا زین اسبی فراهم شود تا امکان نشت یابی در جوش بین برنچ و هدر فراهم شود ( Pad Test پانچ A است و حتما باید انجام شود حدود ۱ بار ) و اجازه تهویه در هنگام جوشکاری و عملیات حرارتی را بدهد. یک پد یا زین اسب مجاز است در بیشتر از یک تکه ساخته شود اگر اتصالات بین تکه ها دارای استحکامی معادل پد یا زین اسب فلز اصلی باشد و اگر هر تکه یک سوراخ تهویه داشته باشد. ( ولی سایز این hole در این استاندارد ذکر نشده )
-آزمون و هر تعمیر لازم از جوش تکمیلی بین برنچ و هدر باید قبل از اتصال pad یا saddle انجام پذیرد. ( PT الزامیست قبل از اتصال پد تقویتی و زمان تکمیل شدن اتصال و pad test نیز باید حتما در پکیج ضمیمه گردد.چنانچه PT در ناحیه branch و header انجام نپذیرد آن جوش مردود است و باید برید شود !!! )
البته چون تست مقاومت ( منظور هایدروتست ) انجام می پذیرد ممکن است کارفرما در موارد اندک !!!تائید را منوط به موفقیت در این تست نماید .
ناحیه پیش گرمایش :
330.1.4 Preheat Zone. The preheat zone shall be at or above the specified minimum temperature in all directions from the point of welding for a distance of the larger of 75 mm (3 in.) or 1.5 times the greater nominal thickness. The base metal temperature for tack welds shall be at or above the specified minimum temperature for a distance not less than 25 mm (1 in.) in all directions from the point of welding.


























