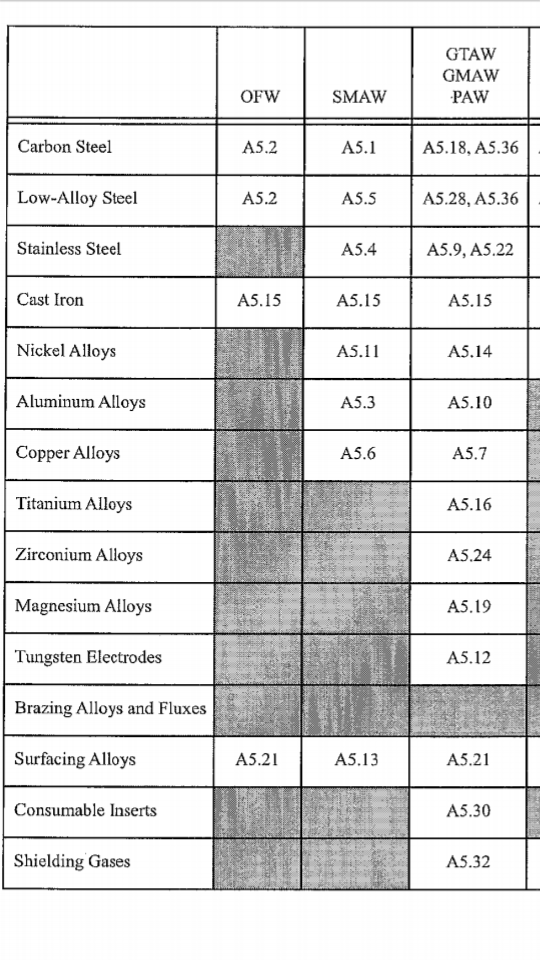
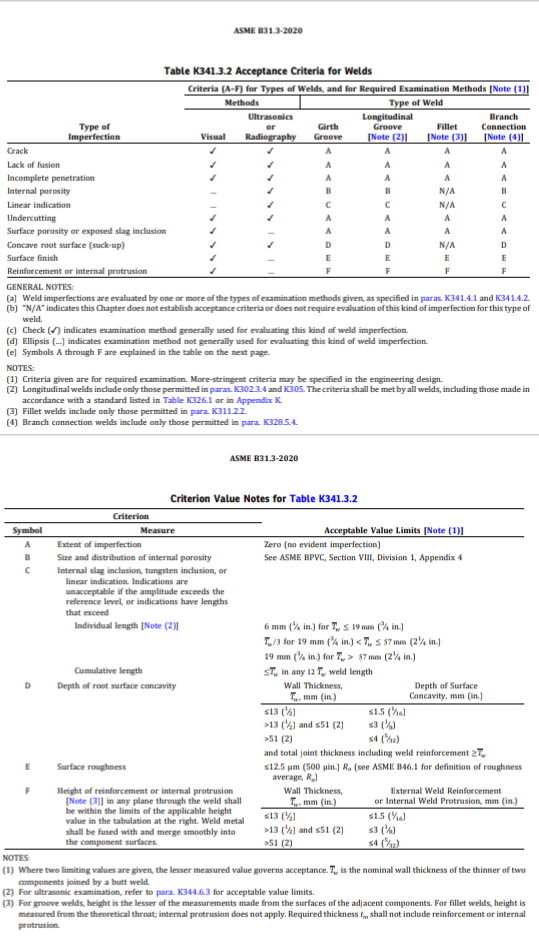
در جدول 341.3.2 حد پذیرش برای بازرسی چشمی و آزمون رادیوگرافی طبق دسته بندی سیال نوع جوش و نوع عیب طبقه بندی A تا M انجام شده.
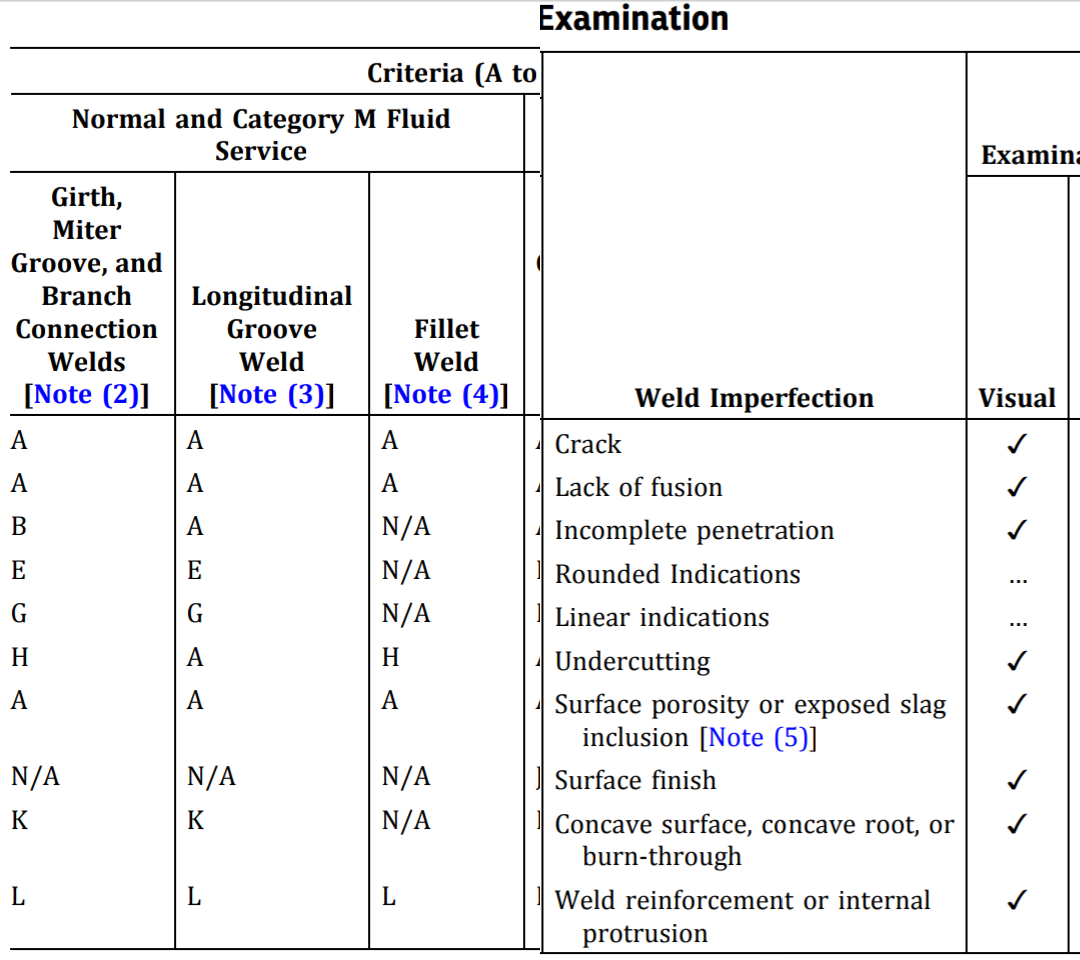
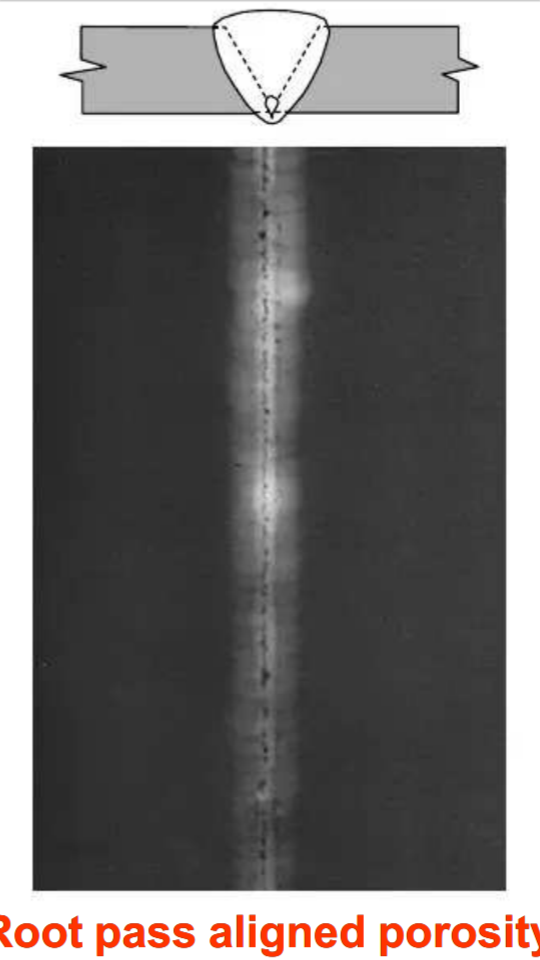
مثال در تصویر بالا حد پذیرش Crack و LOF در سرویس نرمال و دسته بندی M ( در اثر نشتی حتی ناچیز به بافت بدن آسیب می رساند مثل خطوط آمین یا کاستیک ) برای جوش های گوشه ای ( Fillet ) ، شیاری ، جوش های برنچ و شیاری مایترشده در طبقه بندی A ذکر شده یعنی تعداد عیوب صفر
A
-Extent of imperfection
Zero (no evident imperfection)
B
Cumulative length of incomplete penetration
≤38 mm (1.5 in.) in any 150 mm (6 in.) weld length
or 25% of total weld length, whichever is less
C
Cumulative length of lack of fusion and incomplete
penetration
≤38 mm (1.5 in.) in any 150 mm (6 in.) weld length
or 25% of total weld length, whichever is less
D
Size and distribution of rounded indications
-See ASME BPVC, Section VIII, Division 1, Appendix 4 [Note (2)]
E
Size and distribution of rounded indications
-For Tw≤6mm (1∕4 in.), limit is same as D [Note (2)]
For Tw>6mm(1∕4 in.), limit is 1.5 × D [Note (2)]
F
-Linear indications
Individual length
≤Tw/3
-Individual width
≤2.5 mm (3∕32 in.) and≤Tw/3
-Cumulative length
≤Tw in any 12 Tw weld length [Note (2)]
G
Linear indications
Individual length
≤2 Tw
-Individual width
≤3 mm (1∕8 in.) and Tw/2
-Cumulative length
4 Tw in any 150 mm (6 in.) weld length [Note (2)]
H
-Depth of undercut
≤1 mm (1∕32 in.) and Tw/4
-Cumulative length of internal and external undercut ≤38 mm (1.5 in.) in any 150 mm (6 in.) weld length
or 25% of total weld length, whichever is less
I
-Depth of undercut
≤1.5 mm (1∕16 in.) and [Tw/4 or 1 mm (1∕32 in.)]
-Cumulative length of internal and external undercut
≤38 mm (1.5 in.) in any 150 mm (6 in.) weld length
or 25% of total weld length, whichever is less
J
-Surface roughness
≤12.5 μm (500 μin.) Ra in accordance with ASME B46.1
K
-Depth of surface concavity, root concavity, or burn-through
Total joint thickness, including weld reinforcement,
>= Tw [Notes (3) and (4)]
L
Height of reinforcement or internal protrusion [Note (5)] in any plane through the weld shall be within limits of the applicable height value in the tabulation at right, except as provided in Note (6). Weld metal shall merge
smoothly into the component surfaces.
-For
Tw≤6 (1∕4) Heigth : ≤1.5 (1∕16)
>6 (1∕4), ≤13 (1∕2) Heigth : ≤3 (1∕8)
>13 (1∕2), ≤25 (1) Heigth : ≤4 (5∕32)
>25 (1) Heigth : ≤5 (3∕16)
M Height of reinforcement or internal protrusion [Note (5)] as described in L. Note (6) does not apply.
Limit is twice the value applicable for L above
در تبصره ۱ جدول بیان شده که در and مقدار کمتر و در نشانه or مقدار بیشتر ملاک است.
NOTES:
(1) Where two limiting values are separated by “and , ” the lesser of the values ( مقدار کمتر ) determines acceptance. Where two sets of values are separated by “or, ”the larger value ( مقدار بیشتر ) is acceptable ( قابل قبول است ) . Tw is the nominal wall thickness of the thinner of two components joined by a butt weld.
تبصره ها :
۲- تخلل و سرباره ها مثل slag یا تنگستن که بعنوان نشانه های گرد تعیین شده اند که حداکثر طول ۳ برابر عرض یا کمتر دارند . این نشانه ها ( indication s) ممکن است دایره ، بیضی یا شکل نامنظم باشد ، می تواند دم داشته باشد و ممکن است چگالی متفاوتی داشته باشد . نشانه هایی که دارای طول بیشتر از ۳ برابر عرض هستند بعنوان نشانه های خطی ( linear s) و ممکن است همچنین slag ، prosity یا tungsten باشد.
۳- برای اتصالات شیاردار محیطی لوله، لوله و هدر که کاملاً بدون فیلر متال اضافی ساخته شده اند، تقعر خارجی ( external conca vity) نباید از کمتر از 1 میلی متر (1 تا 32 اینچ) یا 10 درصد ضخامت اسمی اتصال تجاوز کند. کانتور تقعر باید به آرامی با فلز پایه ترکیب شود. ضخامت کل اتصال، از جمله هر نوع reinforcement ، نباید از حداقل ضخامت دیواره کمتر باشد.
۵-برای جوش های شیاری، ارتفاع کمتر از اندازه گیری های انجام شده از سطوح اجزای مجاور است. هم تقویت و هم برآمدگی داخلی در جوش مجاز است. برای جوش های گوشه ای ( Fillet ) ، ارتفاع از گلوگاه نظری اندازه گیری می شود. ( theoretical throat )
مهم : برای حد ( معیار ) پذیرش جوش سرویس های High Pressure به جدول K341.3.2 مراجعه نمائید .
Chapter IX
High Pressure Piping
سرویس سیال ردۀ M: سرویس سیالی که قابلیت آسیب آن به نیروی انسانی در معرض، قابل توجه ارزیابی میشود؛ به طوری که حتی با وجود اقدامات درمانی فوری، یک تماس با مقدار ناچیزی از آن به دنبال نشتی این سیال میتواند آسیب خطرناک و جبرانناپذیری بر دستگاه تنفس یا سطح بدن در پی داشته باشد.
اردیبهشت ۱۴۰۳ :
خبرنگار سینما اعتماد پیگیر وضعیت ترانه علیدوستی و نوع بیماری این بازیگر شد. ترانه علیدوستی حدود ۶ ماه پس از آزادی خود از زندان دچار بیماری به نام سندرم (Drug Rash with Eosinophilia and Systemic Symptoms) با نام اختصاری (DRESS) شده است که یک نوع واکنش شدید ناشی از حساسیت به مصرف برخی داروها است.
این وضعیت زمانی ایجاد میشود که «سیستم ایمنی» واکنش بیش از حدی به برخی داروها نشان میدهد. در نتیجه این امر باعث ایجاد علائم متعددی مانند تب، ناهنجاریهای خونی و التهاب اعضاء در سراسر بدن میشود.
جمله این مملکت مال حزباللهیها است که منصوره معصومی اصل بر زبان آورده آیینه تمام نمای فعالیت جبهه پایداری و دیگر اصولگرایان تندرو در این سالها بوده است و این جریان برای تک صدایی در فضای سیاسی کشور از هیچ کاری فروگذار نکرده است.