کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
نگاهی اجمالی بر ASME سکشن 8 ، Div 1
Div1 برای فشارهای تا ۳۰۰۰psi
UG-80 ( تغییر فرم یا Out of roundness )
اختلاف بین حداکثر و حداقل قطر داخلی در هر مقطعی نباید از ۱ درصد قطر داخلی بیشتر باشد
دسته بندی خطوط جوش مخازن :
Category A : جوش های عرضی
Category B : جوش های محیطی
Category C : اتصال Neck به فلنج
Category D : اتصالات لوله به مخازن
UW-9 حداقل فاصله خط جوش های طولی
در مخازنی که با بیشتر از یک کورس ساخته شده اند، درصورتیکه رادیوگرافی نداشته باشد، فاصله دو خط جوش طولی باید حداقل برابر با ۵ برابر ضخامت باشد. درصورتیکه رادیوگرافی فول باشد و یا رادیوگرافی شده باشد، این فاصله نیاز نیست.
مطابق شکل UW-9 باید مقدار اختلاف ضخامت به نسبت ۱ به ۳ لبه سازی ( Taper ) شود.
ULT-17 فاصله خطوط جوش سرویس های سرد
در صورتیکه تست ضربه ( impact testing ) نیاز باشد (عموماً در سرویسهای دما پایین یا Low Temp ) طبق (ULT-17(b فاصله دو خط جوش عرضی باید حداقل 5tباشد، حتی اگر رادیوگرافی فول باشد.
UW-39
برای کنترل پیچیدگی ( Distortion ) و آزاد کردن تنشهای پسماند ( Relieve residual stress ) از Peening استفاده میشود. که درواقع ضربات آهسته و قابل کنترل است که به سطح جوش وارد میشود. این ضربات میتواند دستی یا برقی یا بوسیله ابزارهای بادی انجام شود. که درواقع برای جداکردن سرباره های جوش استفاده میشود. از این روش در پاس یک ( Root pass ) و پاس آخر ( Final pass ) استفاده نمیشود مگراینکه آن جوش PWHT شود. باید توجه داشت به هیچ عنوان Peening جایگذین PWHT نمیشود.
دستورالعمل تعیین ملاک ضخامت، جهت PWHT طبق UW40
درصورتیکه این اتصال ( Unequall Thickness اتصال Head به Shell باشد برای تعیین ضخامت مورد نظر برای عملیات PWHT ملاک ضخامت، جزء نازکتر است. و درصورتیکه اتصالات Shell باشد، ملاک ضخامت، ضخامت Shell است.
اتصال ضخامت های غیر یکسان در API-620
مطابق استاندارد 2004 620 API در پاراگراف 16.6 چنین قید شده: برای Plateهای دارای ضخامت بالاتر از ۱۲.۷mm در ورقهای بدنه ، سقف، کف مخزن اگر ضخامت دو ورقی که به همدیگر متصل میشوند و بصورت Butt Weld جوش میشوند ، بیشتر از 3mm با همدیگر تفاوت ضخامت داشته باشند ورق ضخیم تر باید لبه سازی ( Trimmed ) شود بصورت Taper به نسبت 4/1
اتصال ضخامت های غیر یکسان در B31.3
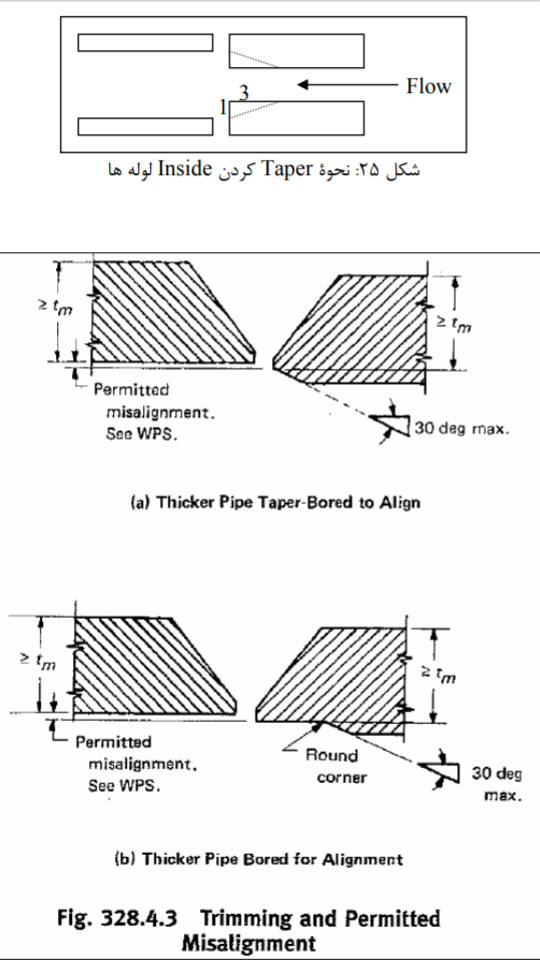
وضعیت اتصال دو ضخامت نابرابر در استاندارد قید شده وقتی محل اتصال یک جوش محیطی ( Girth ) یا در زانوهای دست ساز ( Groove ) ترکیبی از دوضخامت نابرابر باشد و یکی از آنها بیشتر از 1.5 دیگری باشد نحوه اتصال باید مطابق طراحی قابل قبول ضخامتهای نابرابر در استاندارد Asme B16.25 باشد که در این استاندارد آمده نسبت Taper نیز ۱ به ۳ است.
نکته: در Piping درصورتیکه اختلاف ضخامت در Inside باشد، درصورتی میتوانیم Taper کنیم ( ۱ به ۳ ) که Taper در جهت عبور سیال باشد. ولی چنانچه در Outside باشد ماکزیمم ۳۰ درجه.
در استاندارد Asme B16.47 که مربوط میشود به فلنجهای سایز بالا از "26 تا "60 لبه سازی اتصالات ضخامتهای نابرابر ( Unequal ) به نسبت ۱ به ۳ میبایست Taper شود.
محدوده Qualify ضخامت غیر یکسان در PQR
وضعیت محدوده Qualify ضخامت PQR تهیه شده از اتصالات غیر یکسان مطابق Asme سکشن 9 یا IX پاراگراف 4.202 QW و جدول 1.451 QW به ترتیب زیر است:
-مطابق با (QW-202.4(a و QW-451.1 قسمت نازک ( Thinner ) به میزان 2T
-مطابق (QW-202.4(b چنانچه ضخامت نمونه آزمایش ( Test coupon ) بیشتر از 6mm باشد برای برخی از متریال که لیست آنها ازجمله استنلس استیل ها با 8. No-P آمده محدوده حداکثر ضخامت آنها نامحدود است
- -The thickness of the thinner member in production weld shall meet the range set by QW 451.
- The thickness of thicker member also shall be within the range permitted by QW 451, with the following exemptions:
- For P numbers 8, 42 through 46, 49, 51 through 53, and 61 and 62, there is no limitation on the maximum thickness of the thicker member provided qualification was made on base metal of thickness 1/4 inch (6 mm) or more.
- For all other metals there is no limitation on the maximum thickness of the thicker member provided qualification was made on base metal of thickness 1-1/2 inch (38 mm) or more
برای زمانیکه سرویس ما Piping Pressure High است تهیه WPS و WQT مطابق پاراگراف 2.K328 براساس Asme سکشن ۹ ( IX ) است به استثنای مواردی که در پاراگراف 1.2.K328 قید شده. این استثنائات نسبت به استثنائاتی که در پاراگراف 328.2.1 قید شده است به مراتب سختگیرتر است.
برای مثال :
- برای همه WPSها حتماً باید Test Impact انجام شود.
-برای همه WPSها حتماً باید تست PQR با همان متریال و با همان الکترود قید شده در WPS انجام شود.
-تست PQR تهیه شده بر روی لوله یا تیوب WPS مربوط به Plate را Qualify میکند اما برعکسش خیر.
-انجام تست Mechanical برای همه جوشکاران
-برای همه WQTها حتماً باید Test Impact انجام شود.
درصورت استفاده از WPS ِدیگران، درصورتیکه شرایط زیر برقرار باشد نیاز به PQR ِمجدد نیست:
-تایید بازرسی
-متریال فقط P-NO.1&2&3 & GR.1 یا P-NO.8 باشد و نیاز به تست ضربه تست نباشد
-اتصال در WPS جدید کاملاً Similar یا مشابه باشد. یعنی P نامبر ِدو قطعه ای که به هم متصل میشود یکی باشد.
-ضخامت ، کمتر از 19mm باشد. یعنی PWHT نیاز نباشد.
-فشار طراحی از 300Psi بیشتر نباشد و دمای طراحی بین 20- تا 399 درجه سانتیگراد باشد.
(B16.5 PN 50 PN=Pressure Nominal)
-روش جوشکاری، SMAW یا GTAW یا ترکیب ایندو باشد.
-فقط از الکترودهای ذکر شده در این بخش برای پروسه SMAW استفاده شود.
-تایید WPS و PQR از جانب کارفرمای جدید و تقبل مسئولیت.
-یک نمونه قطعه جوش شده با این WPS تست خمش شود.
UW-30 حداقل دمایی که جوشکاری می تواند انجام پذیرد ( Lowser permissible temperature for welding )
دمای Base Metal پائین تر از 18- نباشد. در دمای بین صفر و منهای 18 درجه سانتیگراد سطح تمام منطقه تا ۳ اینچ از محل جوش باید تا دمایی که دست گرم می شود ( تخمینی ۱۶ درجه ) حرارت داده شود.توصیه میشود در صورت خیس بودن سطح یا یخ زدگی ، وزش باد سنگین یا بارش برف جوشکاری انجام نگردد مگر اینکه اقدامات حفاظتی انجام گرفته باشد.
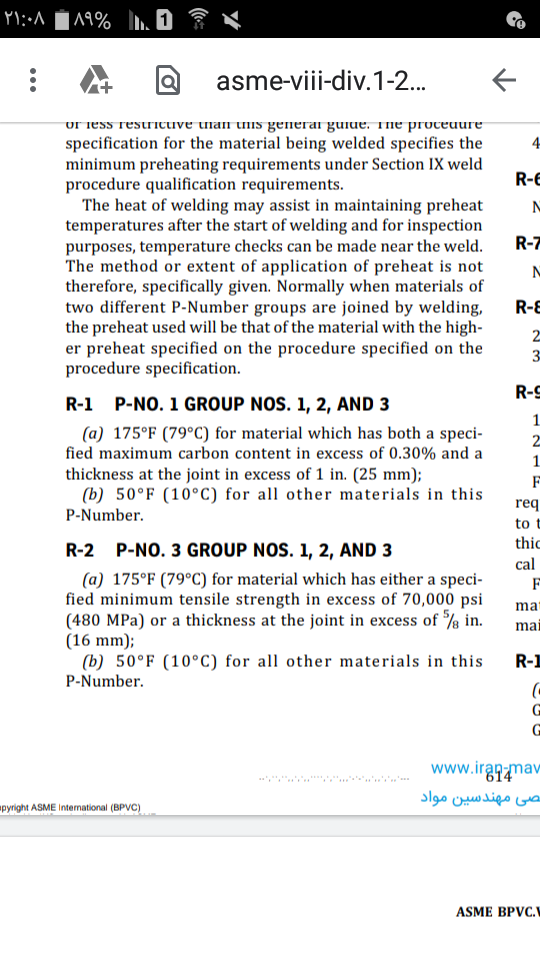
دمای پیشنهادی پیش گرم در مورد جوش مخازن، به تفکیک متریال در Asme سکشن 8 یا VIII جلد ( DIV ) یک ( Appendix ) ضمیمه R بیان شده است.
برای P-NO.1&2&3 برای متریال هایی که حداکثر محتوی کربن بی ش از ۰.۳۰ درصد و ضخامت محل اتصال بیش از ۱ اینچ داشته باشند.
-۱۰ درجه سایر متریال ها در این P نامبر
برای P-No.3 گرید3&2&1 ، 79 درجه سانتیگراد برای متریال هایی که دارای حداقل استحکام کششی ( Tensile ) بیش از ۷۰ هزار PSI و یا ضخامت در محل اتصال بیش از ۱۶ میل باشد
۱۰ درجه سانتیگراد برای سایر متریال ها در این P نامبر
برای P-No.4 گرید 2&1 ، 121 درجه سانتیگراد برای متریال هایی که دارای حداقل استحکام کششی بیش از ۶۰ هزار PSI و یا ضخامت محل اتصال بیش از ۱۳ میل داشته باشند
۱۰ درجه سانتیگراد برای سایر متریال ها در این P نامبر
P-No 7&8 لازم نیست
تنش زدایی ( PWHT )
۲ عامل، تعیین کننده عملیات تنش زدایی در مخازن تحت فشار در ASME سکشن 8
۱-سرویس مخزن مطابق UW2
۲-ضخامت بر اساس جنس متریال مخزن مطابق 56 UCS
UW-2 محدودیت های سرویس در تنش زدایی :
درصورتیکه سرویس حاوی مواد کشنده باشد، عملیات تنش زدایی الزامی میشود
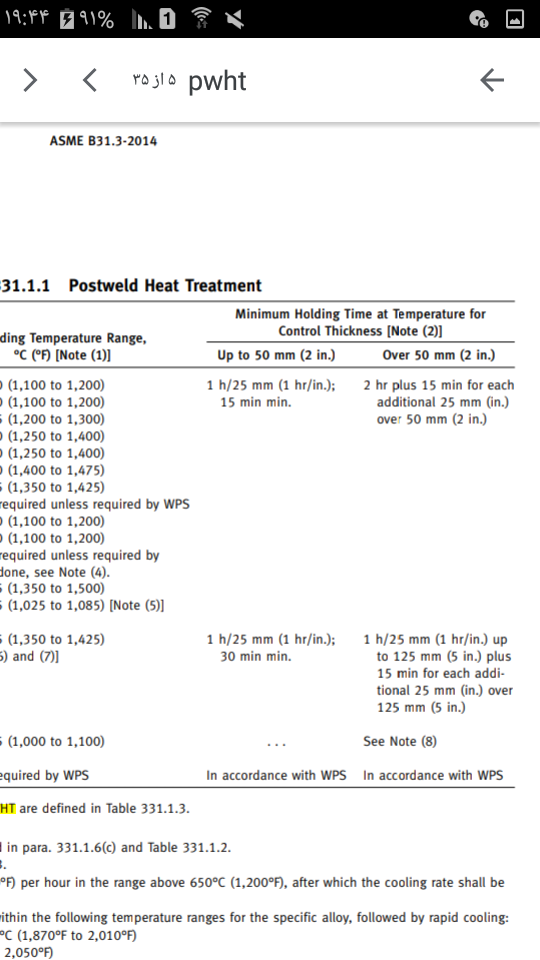
طبق 56 UCS برای متریال مختلف ضخامتهایی که میبایست PWHT شوند مشخص شده است. بطور مثال برای P-NO.1 GR 1&2&3 درصورتیکه ضخامت بیشتر از 38mm باشد باید تنش زدایی انجام شود. و برای ضخامت بیشتر از 32mm و کمتر از 38mm چنانچه هنگام جوشکاری عملیات پیش گرم تا دمای 93ºC اعمال شده باشد، نیاز به PWHT نیست.
نکته:
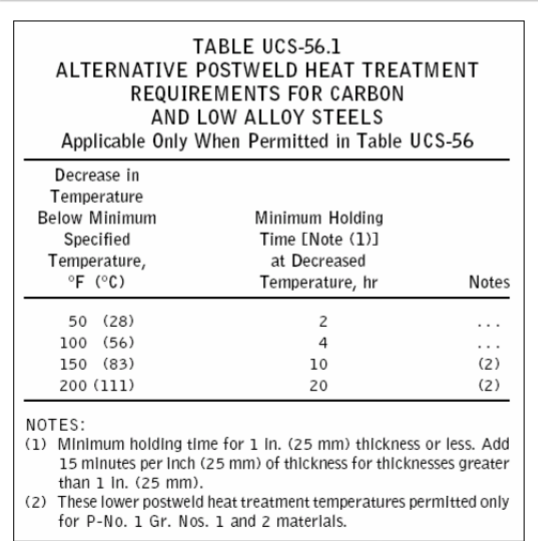
در جاهاییکه انبساط خطرناک است و افزایش دما به اندازه ذکر شده ممکن نیست، میتوانیم مطابق UCS-56.1 ، زمان توقف یا Holding Time را افزایش وHolding Temp را کاهش دهیم
نرخ گرمایش یا Heating Rate :
طبق UW-56 در طی انجام PWHT پس از آنکه دما از 427 درجه سانتیگراد بیشتر شد نرخ گرمایش نباید بیشتر از 222C/hr شود
نرخ سرمایش یا Cooling Rate :
به همین ترتیب، در دمای بالاتر از 427 درجه سانتیگراد نرخ سرمایش به حداکثر 278C/hr محدود میشود.
تعمیرات جوش پس از PWHT
با توجه به اینکه بعضاً عیوب جوش بعداز PWHT از محدوده قابل قبول به محدوده Repair میروند، رادیوگرافی باید بعداز PWHT انجام شود. حال درصورتیکه بعد از PWHT تعمیرات انجام شود وضعیت PWHT آن به دو صورت است.
1 -PWHT نیاز دارد
2 -PWHT نیاز ندارد
درشرایط 1 ،PWHT مجدد پس از تعمیرات بنابه شروط زیر الزامیست:
- درصورتیکه PWHT براساس نوع سرویس انجام شده باشد (سرویس کشنده) ،
- درصورتیکه PWHT براساس ضخامت انجام شده باشد و مجموع عمق تعمیر بیشتر از ضخامت تعیین شده در ASME Sec VIII UCS 56 پاراگراف (f(2 باشد:
عمق کل تعمیر ( مجموع عمق در سراسر دو طرف جوش ) برای متریال P-NO.1 GR 1&2&3 نباید بیش از 38mm باشد و 16mm برای P-NO.3 GR 1&2&3
درشرایط 2 ،PWHT مجدد پس از تعمیرات بنابه شروط زیر نیاز نیست:
-درصورتیکه PWHT براساس نوع سرویس انجام نشده باشد (سرویس کشنده) ،
-درصورتیکه PWHT براساس ضخامت انجام شده باشد و مجموع عمق تعمیر بیشتر از ضخامت تعیین شده در پاراگراف (f(2 نشده باشد.
- عملیات تعمیر براساس روش Welding Bead Temper انجام شود.
متد Temper Bead Welding
1-حداقل دمای پیش گرم 175 درجه و حداکثر دمای بین پاسها 230 درجه باشد.
2-پاس اول را با الکترود 3mm جوش داده، نصف آنرا بر میداریم. پاسهای بعدی را نیز با الکترود حداکثر 4mm میزنیم و پس از هر پاس نصف آنرا برمیداریم.
3-حرارت ایجاد شده ( Input Heat ) باید در محدوده تعیین شده WPS باشد.
4-تا دو ساعت پس از جوشکاری باید دمای 260 درجه حفظ شود.
5-VT باید انجام شود.
6-پروسه جوشکاری باید با الکترودهای Low Hydrogen انجام شده و پهنای Bead جوش باید حداکثر چهار برابر قطر الکترود باشد.
7-درصورتیکه تعمیر تا ضخامت تعیین شده UCS-56 باشد دیگر نیازی به تنش زدایی نیست. اما چنانچه مجموع عمق تعمیر بیشتر از این مقدار شود باید PWHT انجام شود.
نکته:
طبق UCS-56 حداکثر Bead جوش بعداز تنش زدایی و تعمیر چهار برابر قطر الکترود است
نکته:
در مواردی که ضخامت بالاست به منظور کاهش هزینه، عمق Defect را با UT می سنجند تا نیاز به شکافتن اضافه نباشد.
تنش زدایی برنچ در ASME B31.3
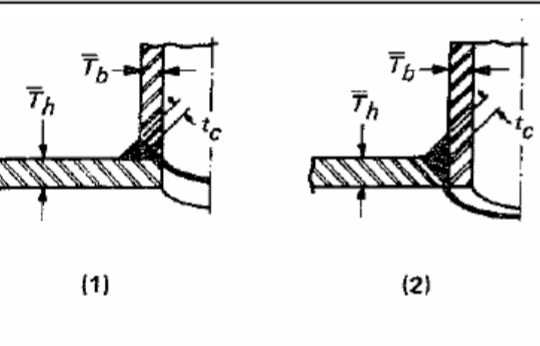
-در برنچ Stub-on یا Set-on بدون PAD ، چنانچه مجموع ضخامت جداره برنچ یا Tb و ضخامت جوش ( tc ) از مجموع دو برابر حداقل ضخامتی که نیاز به PWHT دارند ( مثلا برای P-No.1 حداقل ضخامت ۲۰ میل است ویرایش ۲۰۰۸ ) بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
در برنچ Stub-in بدون PAD ،چنانچه مجموع ضخامت جداره Header یا Th و ضخامت جوش ( tc ) از مجموع دو برابر حداقل ضخامتی که نیاز بهPWHT دارند بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
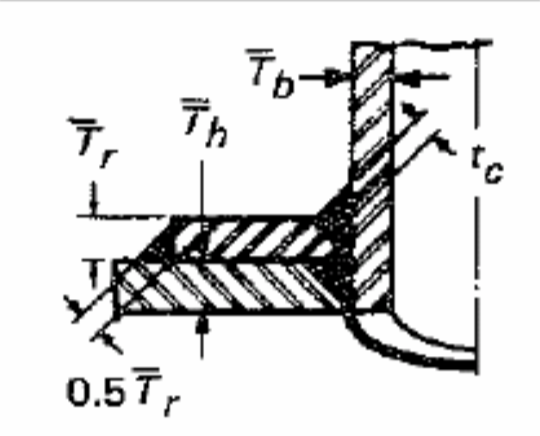
در برنچ Stub-on با PAD ،چنانچه مجموع ضخامت Reinforcing Pad یا Tr و ضخامت جوش ( tc ) از مجموع دو برابر حداقل ضخامتی که نیاز به PWHT دارند بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
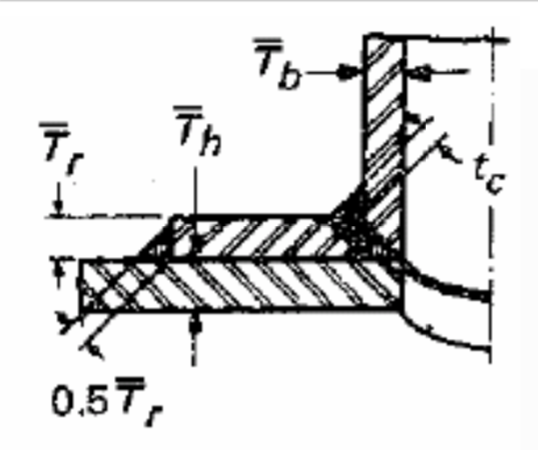
در برنچ Stub-in دارای PAD ،چنانچه مجموع ضخامت جداره Header یا Th و ضخامت Reinforcement یا Tr و ضخامت جوش (tc) از مجموع دو برابر حداقل ضخامتی که نیاز به PWHT دارند بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
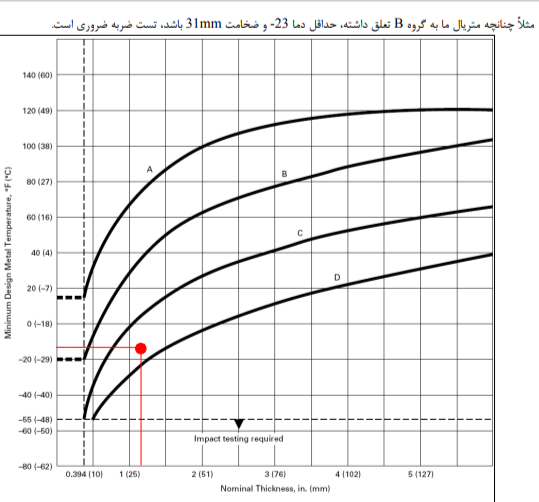
تست ضربه در مخازن تحت فشار Asme VIII DIV 1
در نمودار 66-UCS متریال به چهار دسته تقسیم بندی شده اند: A , B , C , D طبق نمودار 66-UCS هر ماده مربوط به یکی از این منحنیهاست. برای اینکه بدانیم متریال ما به تست ضربه نیاز دارد یا خیر، ابتدا به این منحنی مراجعه میکنیم. درصورتیکه تلاقی دما و ضخامت مفروض، زیرِ Curve ِمخصوص ماده باشد تست ضربه ضروری است. برای تشخیص Curve ِمربوط به هر متریالی باید به شکل UCS-66 مراجعه شود.
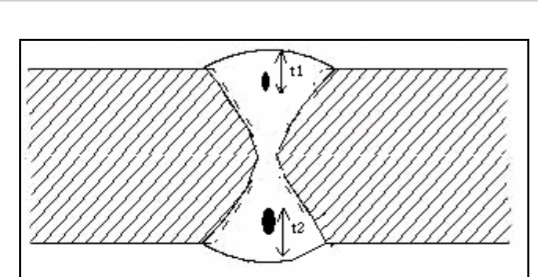
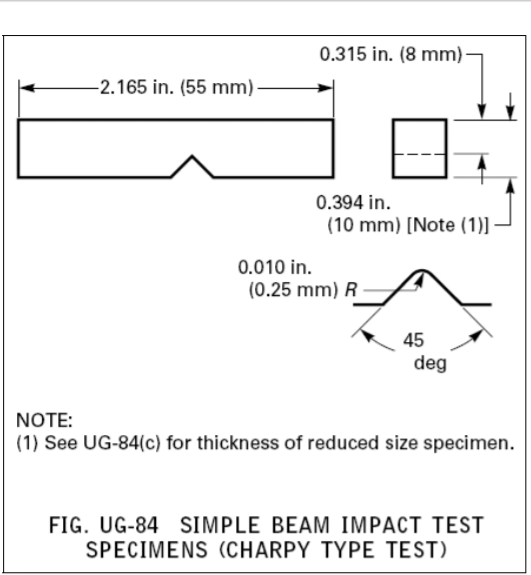
برای انجام تست ضربه ابتدا 9 نمونه ( Sample ) از مناطق فلز مبنا ، منطقه متاثر از جوش و فلز جوش آماده میکنند (از هر منطقه سه نمونه) و در دمای مورد آزمایش و در زمان مشخص قرار می دهند.
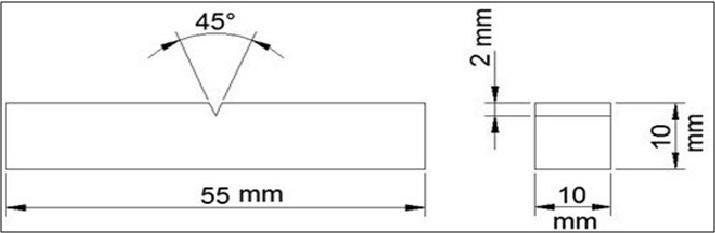
قطعه ای که آماده میکنند 5.5 سانت طول و در صورتیکه 10 میل ضخامت داشته باشد، به این حالت Full-Section میگویند.
چنانچه ضخامت کمتر از 10 میل باشد به این حالت Sub-Size میگویند. مثلاً با ضخامت 5mm حالت Sub-Size اطلاق میشود.
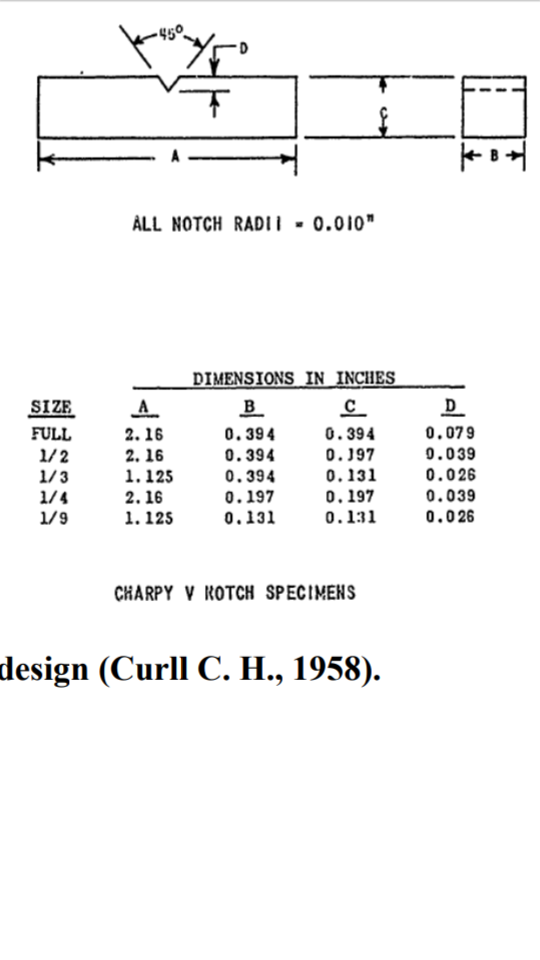
آماده کردن نمونه تست ضربه طبق UG84
هم سازی حقوق بازنشستگان تامین اشتباهی
دبیر اجرایی خانه کارگر آران و بیدگل تصریح کرده؛ متاسفانه دولت با همراهی مجلس یازدهم برخلاف سیاستهای ابلاغی تامین اجتماعی، بعد از اعلام مغایرت شورای نگهبان، نسبت به جزء ۱ بند الحاقی ۲ ماده ۲۹ لایحه برنامه هفتم توسعه بجای رفع ایراد آن را حذف کرد و با این کار دولت را تا پایان برنامه از پرداخت بدهی حسابرسی شده معاف کرد. با این کار عملا متناسب سازی برای بازنشستگان تامین اجتماعی در هالهای از ابهام قرار گرفت.
حاجیزاده بیان کرده؛ با حذف این موضوع عملا دولت طی پنج ساله هفتم هیچگونه تعهدی نسبت به بازپرداخت بدهی محاسبه شده به سازمان تامین اجتماعی نخواهد داشت و کل مصوبات سال گذشته برای متناسبسازی این قشر از مستمریبگیران که با رقم ۱۷۰ همت شروع و در نهایت با ۱۳۰ همت مصوب شد، وضعیت نامعلومی پیدا میکند.
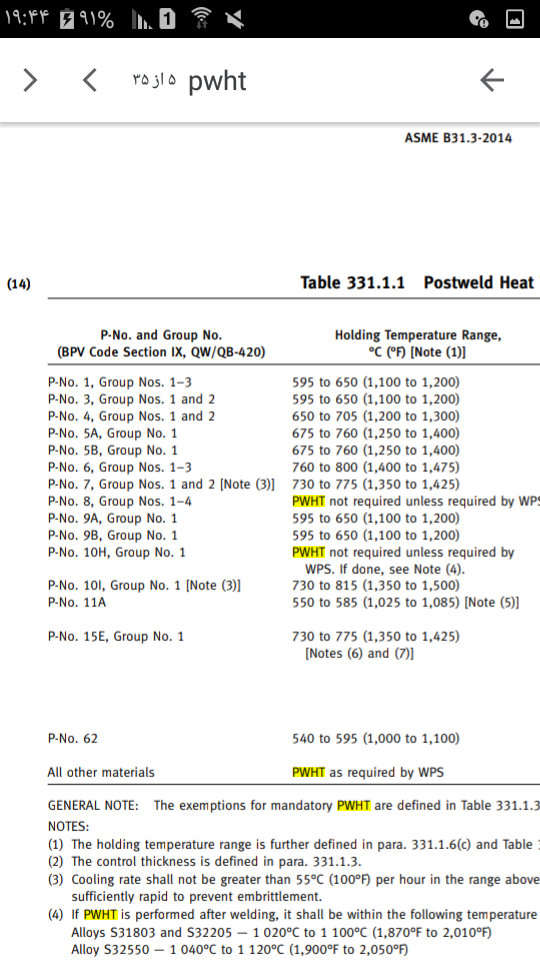
تغییر در دما و مدت زمان PWHT
نرگس محمدی، پاداش پا گذاشتن روی احساسات مادرانه و اقدامات ضدایرانیاش را گرفت و برنده جایزه نوبل ۲۰۲۳ شد.
Call of duty
مهر ۱۴۰۲ عدم حضورالاتحاد در بازی به بهانه تندیس سردار سپهبد حاج قاسم سلیمانی :
متن صریح قانون فیفا درباره نصب شمائل ها، اشکال، تصاویر، پرچم ها و تندیس ها در ورزشگاهها به هنگام مسابقات بین المللی: نصب تصاویر رهبران و قهرمانان ملی کشورها مصداق نشانهای سیاسی منع شده فیفا نیست.
وزیر امور خارجه (پروفسورعبداللهیان)(مهر۱۴۰۲) خطاب به ای اف سی گفت: توصیه ما به ای اف سی این است که در خصوص اتفاق رخ داده بر مبنای فنی نظر دهد؛ بین ما و عربستان سعودی این توافق وجود دارد که بازی در زمان مورد توافق بعدی تکرار شود.


Be aware of your mistakes and go back and correct them.
Listen, I know you get pretty busy this time of year, so I don't want to take too much of your time.
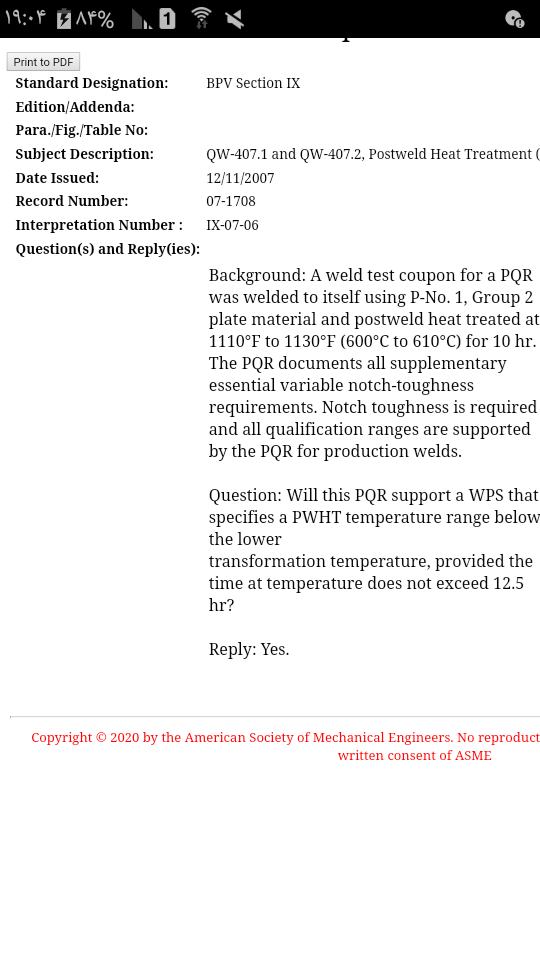
QW-407.2 A change in the postweld heat treatment (see QW-407.1) temperature and time range The procedure qualification test shall be subjected to PWHT essentially equivalent to that encountered in the fabrication of production welds, including at least 80% of the aggregate times at temperature(s). The PWHT total time(s) at temperature(s) may be applied in one heat-ing cycle.
100÷80=1.25
Question (1): Will a procedure qualification test coupon on 1.5 in. thick P-No. 1, Gr. 2 material and postweld heat-treated at 1,100°F for 1.5 hr with supplementary essential variable requirements met, support a WPS with supplementary essential variable requirements for production welding on 8 in. thick P-No. 1, Gr. 2 material that is PWHT at 1,100°F for 3.5 hr?
Reply (1): No.
Question (2): Based on the conditions stated in Question (1), could the PWHT time on the 8 in. thick weldment be increased to 4 hr and 10 min at 1,100°F and still be in compliance with Code requirements? Reply (2): No.
پیامبر اسلام (صلی الله علیه و آله و سلم): ارواح مومنان هر جمعه به آسمان دنیا در برابر خانهها و منزل های خود می آیند و با صدای غمناکی ندا می دهند که ای خانواده ما، ای فرزندان ما و ای پدر و مادر و خویشان ما! به ما مهربانی کنید؛ از اموالی که در دست ما بود (و اکنون در اختیار شماست) با دادن درهمی و قرص نانی و جامه ای نسبت به ما ترحم آورید، که خداوند شما را از جامه بهشت بپوشاند!
به گزارش خبرگزاری فارس از بندرعباس، حادثه انفجار در پالایشگاه نفت بندرعباس عصر روز جمعه ۳۱ شهریور ۱۴۰۲ رخ داد که بر اثر آن ۵ نفر دچار سوختگی شدند که از این شمار ۲ نفر جان باختند.
این حادثه در ادامه عملیات تعمیرات اضطراری برنامه ریزی شده در یکی از واحدهای فرایندی پالایشگاه نفت بندرعباس رخ داد.
بنا بر اطلاعات به دست آمده از ساعتی پیش ( ۷ مهر ۱۴۰۲ ) در پی صدور حکم اعدام یک زندانی در زندان رامهرمز چند زندانی با ایجاد حریق دست به شورش زدهاند.
همچنین از بیرون زندان صدای تیراندازی شنیده شده است.
۹ مهر ۱۴۰۲ :
این حرکت جمعی که در عمل منجر به انحلال این شورا شد، در آستانه سالگرد حمله به دانشگاه شریف در تاریخ دهم مهرماه ۱۴۰۱، صورت گرفت. وحید کریمی، استاد دانشکده فیزیک و دبیر کانون صنفی استادان دانشگاه شریف، با انتشار نامهای دلیل تصمیم خود را «احضار توسط یک نهاد خارج از دانشگاه» اعلام کرد.
زبان انگلیسی پایه هفتم-مهر۱۴۰۲
جزئیات اجرای قانون جدید چک (مهر ۱۴۰۲)
درهمین خصوص مهران محرمیان، معاون فناوریهای نوین بانک مرکزی میگوید: درقانون جدید چک اگر کسی چک ۱۰میلیون تومانی صادر کرده باشد و فقط یک میلیون تومان در حساب جاریاش باشد در صورت برگشتزدن چک توسط مشتری و بانک از سایر حسابهای فرد در سایر بانکها به مبلغ باقیمانده یعنی ۹ میلیون تومان دیگر مسدود میشود و مازاد بر آن در حسابهای فرد را کاری نداریم. مسدودی تا زمانی است که حکم دادگاه صادر شود و به اندازه مبلغ کل چک پول به حساب ذینفع واریز شود.
برنامه هفتم توسعه (مهر۱۴۰۲)
وی تاکید کرد: باز هم تاکید میکنم به این نکته دقت شود میزان سن بازنشستگی ۶۵ سال برای آقایان و ۶۰ سال خانمها و همچنین سالهای کار ۳۵ سال برای آقایان و ۳۰ سال برای خانم برای افرادی است که تازه میخواهند وارد بازار کار شوند، اشخاصی که الان شاغل هستند با رضایت خودشان این سن و میزان سالهای کار برایشان در نظر گرفته میشود.
البته امید به زندگی دولتیا افزایش پیدا کرده بخاطر همین همه را به کیش خود ....
مهر ۱۴۰۲
او با شهناز قرار صوری گذاشت و در نهایت زن جوان ۴ روز بعد بازداشت شد. شهناز در تحقیقات گفت: من با همدستی یک مرد دیگر نقش واسطه را داشتیم . قصدم کمک به افرادی بود که بچهدار نمیشدند. به همین دلیل و با نیت خیر، در ازای فروش نوزادان به خانوادههایی که بچهدار نمیشدند ۲۰۰ میلیون تومان دریافت میکردم. تهیه گواهی ولادت جعلی نیز به عهده همدستانم بود.
سردار علی ولیپور گودرزی، رئیس پلیس آگاهی تهران بزرگ با اعلام این خبر گفت: دیگر متهمان با استفاده از اقدامات اطلاعاتی حین جابهجایی ۲ نوزاد در مرکز شهر تهران دستگیر و به اداره سیزدهم انتقال داده شدند و با صدور قرار قانونی از سوی مراجع قضایی به زندان منتقل شدند.
مهر ۱۴۰۲ :
رئیس دانشکده منابع طبیعی و کشاورزی دانشگاه تهران تذکر مأموران حراست دانشگاه به دانشجوی دختر به دلیل بی حجابی و از حال رفتن این دانشجو را رد و تاکید کرد که تذکر مأمور به دلیل «بغل کردن دانشجوی دختر و پسر» بوده است.
اوضاع حجاب در دانشگاه های دولتی


خاندان قوام با سفارت بریتانیا و دولت انگلستان رابطه بسیار خوبی داشتند و در بسیاری مواقع به عنوان رابط بین دولت ایران و دولت بریتانیا بودند. در قرن نوزدهم دولت مرکزی ایران دارای قدرت زیادی در منطقه فارس نبود و ارتش خمسه که توسط قوامها ایجاد شده بود در آن منطقه منافع قوامها و بریتانیا را حفاظت میکرد. در این زمان درگیریهای بسیاری بین ایل قشقایی و قوامها درگرفت.ژنرال حسین فردوست در خاطرات خود مینویسد خاندان قوام آن قدر با دولت انگلستان صمیمی بودند که کارکنان سفارت بریتانیا آخر هفتهها در منزل وی اوقات خود را سپری میکردند و با آنان مانند یکی از اعضای خانواده رفتار میشد. پیام آورهای قوام دائماً بین شیراز، تهران و سفارت بریتانیا در حرکت بودند ولیکن در مورد مسائل مهم شخص قوام الملک به تهران آمده و به سفارت بریتانیا و دولت ایران میرفت. بهطور مثال در اوت ۱۹۴۱ و در زمان جنگ جهانی دوم قوام و نماینده دولت بریتانیا سر ریدر بولارد دیدار کردند تا در مورد سرنوشت رضاشاه تصمیم بگیرند. تصمیم بریتانیا برای تبعید رضاشاه و به تخت نشاندن پسرش با تأیید و موافقت قوام انجام شد.
محمدعلی کشاورز-جمیله شیخی-فریده صابری

روناک یونسی

استفاده از گلپر در پخت و پز به منظور کاهش گاز ایجاد شده در روده ها به ویژه هنگام خوردن لوبیا، سیب زمینی و عدس است. مشاهده شده است که پروانه ها و گوسفندها هنگام بیماری ، از این گیاهان دارویی می خورند.
- Fall is the busiest shopping season.
- This is the most rapid method of delivery.
unfavorable %57 : بد ، نامطلوب
both alleged that : هر دو ادعا کردند که
شهریور ۱۴۰۲ ( پروژه کشته سازی پدر مرحومه مهسا امینی توسط حکومت و خنثی سازی آن)
معاون سیاسی، امنیتی و اجتماعی استاندار کردستان گفت: چند نفر از اعضای یک گروهک تروریستی که می خواستند در مسیر آرامستان آیچی سقز، امجد امینی پدر مهسا امینی را ترور کنند با هوشیاری نیروهای امنیتی دستگیر و این طرح خنثی شد.
مهدی رمضانی شنبه شب در گفتوگو با خبرنگاران در سنندج افزود: در این ارتباط چند نفر از تروریست ها دستگیر شده اند.
پیش از این نیز سردار اماناله گشتاسبی فرمانده سپاه کردستان به رسانه ها گفته بود: در ۲۴ ساعت گذشته پاسداران گمنام امام زمان در سازمان اطلاعات سپاه بیت المقدس کردستان تعدادی از اعضای گروهکهای تروریستی را در چند شهرستان استان کردستان دستگیر کردند.
۱۷ مهر ۱۴۰۲ : طفره رفتن از بازی الاتحاد بخاطر تندیس حاج قاسم سلیمانی در جلوی ورودی بازیکنان
به گزارش خبرگزاری فارس، سایت معتبر «گل» عربستان در خبری اختصاصی اعلام کرد دیدار الاتحاد با سپاهان دوباره برگزار خواهد شد.
همچنین این رسانه عربستانی اعلام کرد این بازی در ورزشگاه دیگری غیر از نقش جهان برگزار می شود و باشگاه سپاهان هم به خاطر لغو بازی جریمه نقدی می شود.
کسانیکه بطور مداوم نوروبیون مصرف می کنند بدانند و آگاه باشند :
برخلاف سایر ویتامینهای محلول در آب، کبد میتواند B12 را برای استفادههای بعدی خود تا چندین سال ذخیره کند. بهطورکلی ویتامینهای پیچیده B برای حفظ سلامت کلی کبد نیز ضروری هستند. بااینحال، مانند ویتامینهای محلول در چربی، در صورت مصرف بیشازحد نیاز ویتامینهای خاص گروه B با آسیبهای کبدی روبرو خواهید شد.
آمپول ناندرولون : ( مصرف هر شش ماه یکبار+ تصویر برداری از مچ دست و بررسی کبد و کلیه )
- Androgenic: در زنان: بم شدن شدن صدا، بزرگی کلیتوریس، تغییر در میل جنسی؛ در مردان قبل از بلوغ: بسته شدن زودرس اپی فیز، بزرگی آلت؛ در مردان بعد از بلوغ: آتروفی بیضه، اولیگواسپرمی، کاهش حجم انزال، ژنیکوماستی، تغییر در میل جنسی
متریال A516 GR70 N در استاندارد ASME VIII
Lateral Expansion :
اندازه گیری شکل پذیری نمونه است . هنگامی که فلز انعطاف پذیر شکسته می شود ، نمونه آزمایش قبل از شکستن تغییر شکل می دهد و متریال در دو طرف صفحه فشاری به بیرون فشرده می شود . مقداری که نمونه در این روش تغییر شکل می دهد اندازه گیری می شود و بصورت میلیمتر بیان می شود.
در شکل UCS-66 یعنی تصویر زیر متریال A516 GR.70 N در منحنی D قرار گرفته
Toughness tests are not required where the maximum obtainable Charpy specimen has a width along the notch less than 0.099 in. (2.5 mm).
(-3) The root side of the first deposited layer of weld metal shall be considered the root surface.
(-c) If the weld thickness for a welding process or
set of variables is small enough that the maximum obtainable Charpy specimen has a width along the notch less than 0.099 in. (2.5 mm), toughness testing of the weld metal and heat-affected zone is not required for that welding process or set of variables.

در تصویر زیر یعنی شکل منحنی UCS-66 ( متریال - ضخامت ) معافیت از آزمون ضربه عنوان شده
در این پاراگراف ذکر شده ترکیب ضخامت ( governing thk در UCS-66.3 با شکل توضیح داده ) و حداقل دمای فلز زیر منحنی باشد به آزمون ضربه نیاز دارد ولی اگر رو و بالای منحنی باشد این آزمون لازم نیست.
اگر governing thk در هر اتصال جوشی از 100 میل فراتر رود و دمای حداقل فلز سردتر از 50 درجه سانتیگراد باشد آزمون ضربه متریال بایستی به کار گرفته شود . در قسمت های که جوشی نیست مثل فلنج های مسطح پیچی اگر ضخامت بیشتر از 150 میل و دمای فلز سردتر از 50 درجه سانتیگراد باشد نیز آزمون ضربه متریال لازم است.
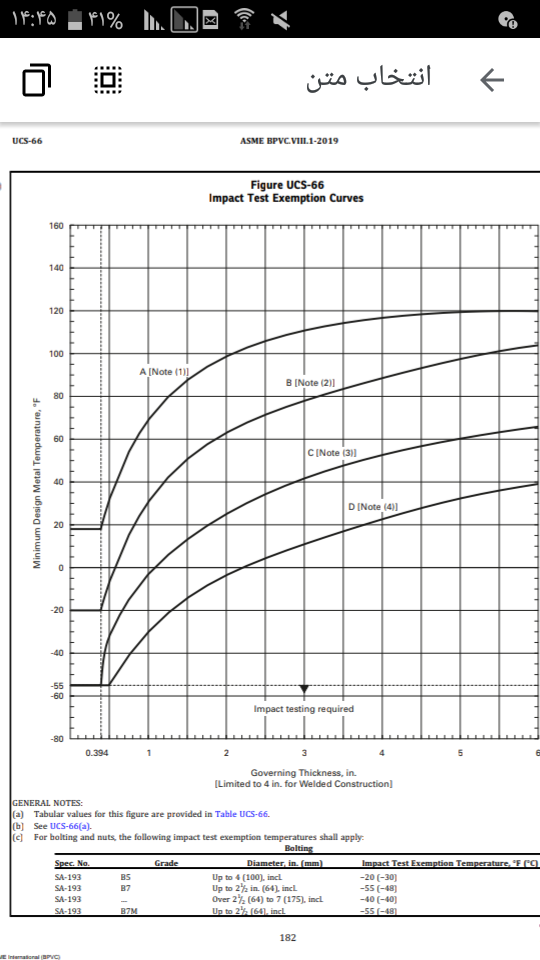
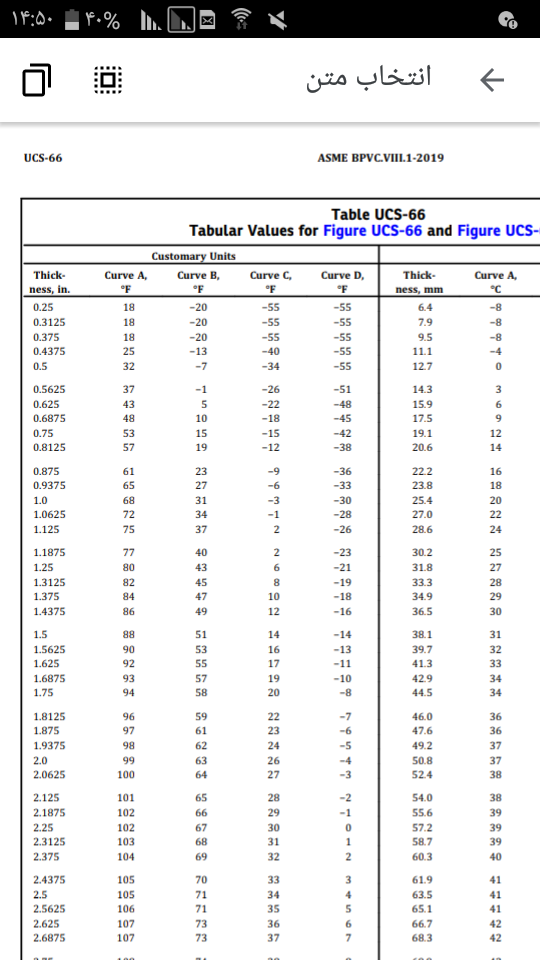
در تصویر بالا ( جدول معافیت از آزمون ضربه : منحنی تلاقی ضخامت - دمای حداقل فلز ) اگر ملاحظه کنید برای ضخامت 10 میل - دمای حداقل فلز 55- در منحنی D ( برای متریال یاد شده ) معاف از آزمون ضربه است و اگر دما فرضا ۴۰- گفته شده چون بالای منحنی D قرار میگیرد لذا با این ضخامت آزمون ضربه مورد نیاز نیست.
Material :
A516 GR.70N
MDMT=-40C
governing thk=0.875"
Impact Required ?
طبق جدول بالا برای ضخامت 0.875 اینچ و متریال مورد نظر که در منحنی D قرار می گیرد معافیت از آزمون ضربه در دمای حداقل 36- است ( اگر تلاقی ضخامت-حداقل دما روی یا بالای منحنی باشد آزمون لازم نیست ) لذا با توجه به دمای 40- چون زیر منحنی D ( نقاط برخورد یا تلاقی ضخامت 0.875 و دمای 40- ) قرار می گیرد لذا آزمون ضربه مورد نیاز است.

طبق شکل UG-84.1 تصویر بالا برای Full Size برای ضخامت بالای ۳ اینج و استحکام کششی 36ksi مقدار میانگین انرژی مورد نیاز از 15 به 18 تبدیل میشه و طبق یادداشت تصویر قسمت b حداقل انرژی ضربه برای یک نمونه نبایستی کمتر از 2/3 میانگین انرژی مورد نیار برای 3 نمونه باشد. ( یعنی 18 میانگین و مینیمم 12)

یادداشت تصویر بالا : مقادیر حداکثر تنش مجاز برای متریال های لیست شده در سکشن 2 قسمت D ( متریال ) داده شده.
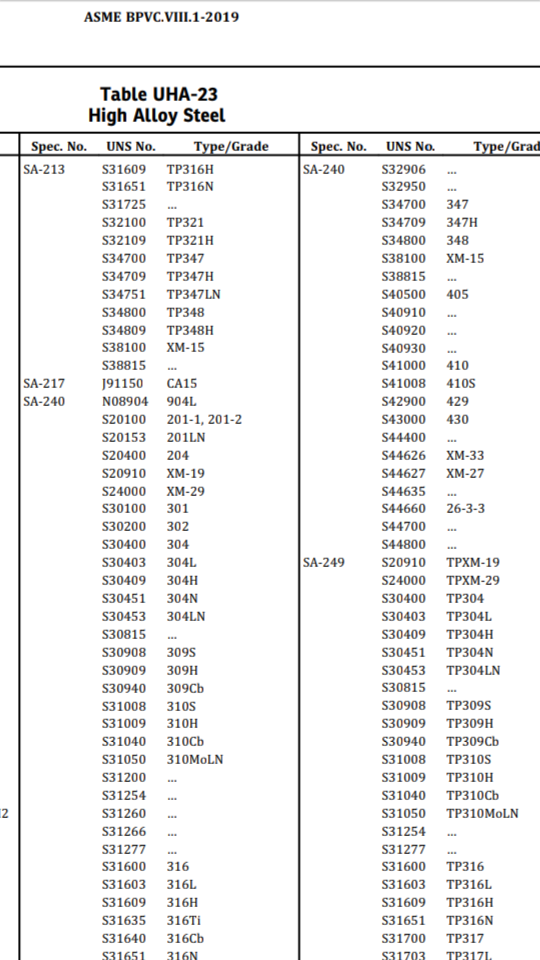
UHA-51 : آزمون ضربه برای Hight Alloy
آزمون ضربه جائیکه حداکثر نمونه گرفته شده ، عرضِ در امتداد شکافِ کمتر از 2.5 میلیمتر را داراست لازم نیست ... پس در اینجا مشخص میشه زیر 2.5 میل تست ضربه مورد نیاز نیست.
a-الزامات آزمون ضربه فلز پایه ، مناطق متاثر از گرما و فلز جوش :
1-آزمون ضربه بایستی از مجموعه نمونه های 3 تایی تهیه شود( 9=3×3) .یک مجموعه 3 تایی از فلز پایه ، یک مجموعه 3 تایی از منطقه متاثر از حرارت یا HAZ و یک مجموعه 3 تایی از فلز جوش.نمونه ها باید تحت همان عملیات حرارتی قرار گیرند که قطعه یا ظرفی که نمونه ها نشان می دهند . روش آزمون ، اندازه ، محل و جهت نمونه هاباید مطابق با UG-84 باشند.
2-اگر MDMT منهای 196 درجه سانتیگراد و گرمتر باشد آزمون ضربه بایستی در دمای MDMT یا سردتر انجام شود و الزامات زیر بایستی در نظر گرفته شود :
a-هر سه نمونه مورد آزمون در هر مجموعه بایستی lateral expansion در مقابل شکاف بیشتر از 0.38 میلیمتر باشد برای MDMT منهای 196 و گرمتر .
b-اگر MDMT منهای 196 و گرمتر باشد و مقدار lateral expansion برای یک نمونه از هر مجموعه بین 0.25 تا 0.38 میل باشد یک آزمون مجدد 3 نمونه اضافی می تواند تهیه شود.هر کدام از آنها باید بزرگتر مساوی 0.38 میل باشند.اینچنین آزمون مجدد فقط زمانی مجاز است که میانگین مقدار 3 نمونه بزرگتر مساوی 0.38 میل باشد.اگر مقادیر مورد نیاز در آزمایش مجدد بدست نیامد یا مقادیر در آزمایش اولیه کمتر از حداقل مورد نیاز برای آزمایش مجدد باشد ، می تواند متریال دوباره گرم شود . پس از عملیات حرارتی مجدد ، مجموعه های جدیدی از نمونه ها باید ساخته و دوباره مورد آزمون قرار گیرند.همه نمونه ها باید مقدار انبساط جانبی 0.38 میل را داشته باشند.
d-Exemptions from Impact Testing for Base Metals and HAZs. Impact testing is not required for Table UHA-23
MDMT منهای 29 و گرمتر :
a-معافیت از تست ضربه برای متریال Duplex Steels با ضخامت کوچکتر مساوی 10 میل
b- فولادهای ضد زنگ کروم فریتی با ضخامت کوچکتر مساوی 3 میل
c-فولادهای ضد زنگ کروم مارتنزیتی با ضخامت کوچکتر مساوی 6 میل
تنش زدایی
عملیات تنش زدایی
دمای کوره نباید بالای ۴۲۵ درجه باشد در زمانیکه Vessel یا قسمتی از آن داخلش قرار گیرد.
بالای ۴۲۵ درجه نرخ گرمایش نباید بیشتر از ۲۲۲ درجه بر ساعت تقسیم بر ماکزیمم ضخامت ورق Shell یا Head باشدو در هیچ موردی بالای این ۲۲۲ درجه بر ساعت که گفته شد اختلاف دمایی از ۱۴۰ درجه تجاوز ننماید.
بالای ۴۲۵ درجه cooling می بایست در نرخ ۲۸۰ درجه سانتیگراد تقسیم بر ماکزیمم ضخامت Shell یا Head انجام شود
در خلال دوره Holding Time اختلاف بین بالاترین و پائین ترین دما می یایست 83 درجه باشد
(UCS-56(f تعمیرات جوش برای متریال های PNO1 و 3 و اتصالی از آنها می تواند بعد از تنش زدایی فاینال اما قبل از هایدروتست فاینال انجام شود بدون تنش زدایی اضافی به شرط اینکه تنش زدایی بعنوان الزام در سرویس مربوطه نباشد
بعد از برداشتن عیب تست MT یا PT می بایست انجام شود
فلز جوش باید توسط فرآیند SMAW و الکترود کم هیدروژن رسوب داده شود ( DEPOSITED ) . ماکزیمم عرض BEAD بایستی چهار برابر قطر هسته الکترود باشد.
برای متریال PNO1 منطقه تعمیری باید پیش گرم شود و در دمای حداقل ۹۵ درجه در حین جوشکاری نگهداری شود.
برای متریال PNO3 منطقه تعمیری باید پیش گرم و در دمای حداقل ۱۷۵ درجه نگاه داشته شود.ماکزیمم دمای بین پاسی می بایست ۲۳۰ درجه باشد.لایه اصلی فلز جوش باید رسوب داده شود بالای کل منطقه با استفاده از ماکزیمم قطر الکترود ۳ میلیمتر
تقریبا نصف ضخامت این لایه بایستی قبل از رسوب گذاری بعدی برداشته شود.لایه جوش بعدی بایستی با حداکثر قطر الکترود ۴ میل رسوب گذاری گردد بصورتیکه از حرارت دهی مهره های جوش قبلی و منطقه متاثر از جوش اطمینان حاصل شود. روش جوش Temper Bead نهایی باید به سطح بالایی سطحی که تعمیر میشود اعمال گردد بدون تماس فلز پایه اما به اندازه کافی نزدیک به لبه ی مهره جوش زیرین ( Underlying ) برای اطمینان از Tempering منطقه تحت تاثیر متریال پایه . بعد از اتمام جوشکاری منطقه تعمیر می بایست در دمای بین ۲۰۵ تا ۲۶۰ درجه بمدت حداقل ۴ ساعت نگهداشته شود .لایه تقویتی حرارت داده شده مهره نهایی بایستی برداشته شود تا با فلز پایه هم سطح شود.
Preheating
Asme viii div 1 appendix r nonmandatort
R-1 P-NO. 1 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has both a speci-
fied maximum carbon content in excess of 0.30% and a
thickness at the joint in excess of 1 in. (25 mm);
(b) 50°F (10°C) for all other materials in this
P‐Number.
R-2 P-NO. 3 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has either a speci-
fied minimum tensile strength in excess of 70,000 psi
(480 MPa) or a thickness at the joint in excess of 5
/8 in.
(16 mm);
(b) 50°F (10°C) for all other materials in this
P‐Number.
تفسیر QW-407.2 از استاندارد ASME سکشن ۹
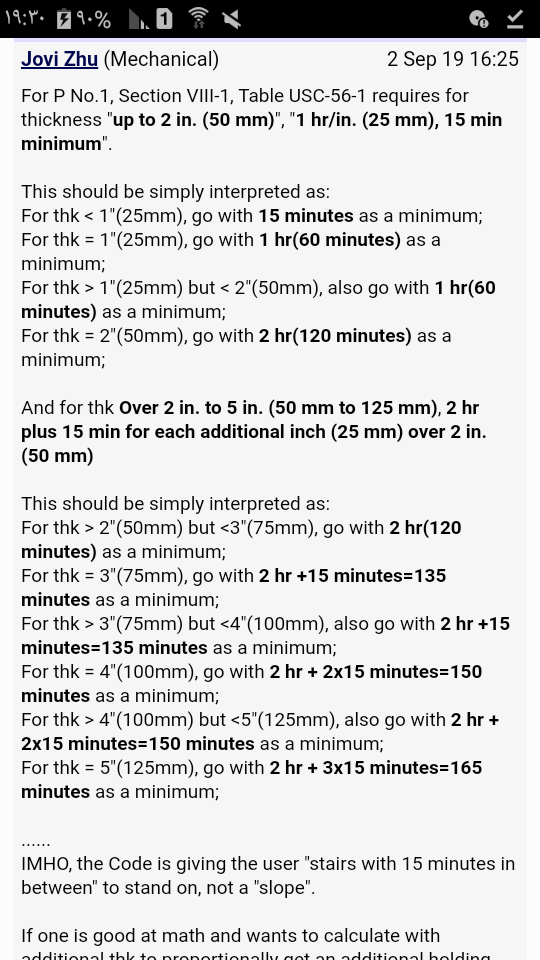
MIN PWHT (SOAKING TIME )
ساعت 5.4=0.8÷6.75