کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...

Maximum Interpass
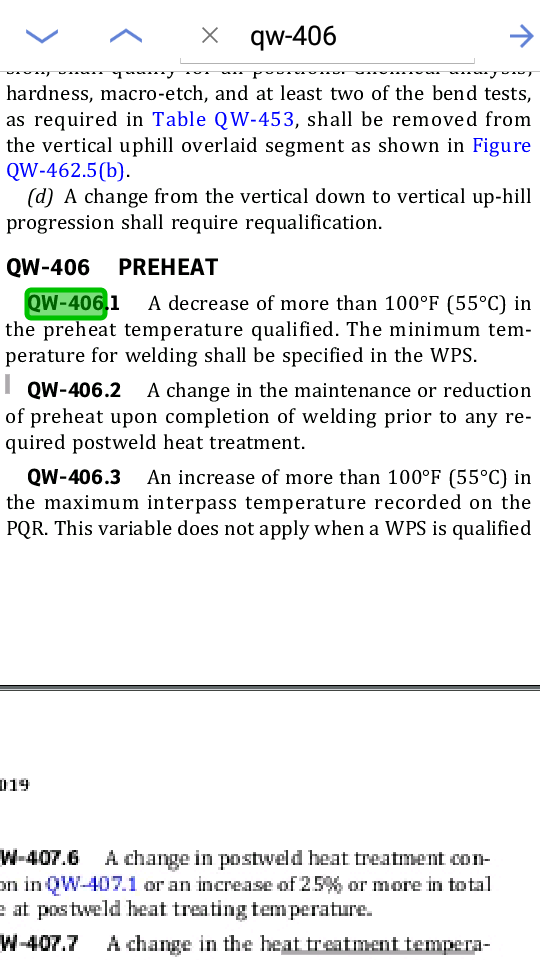
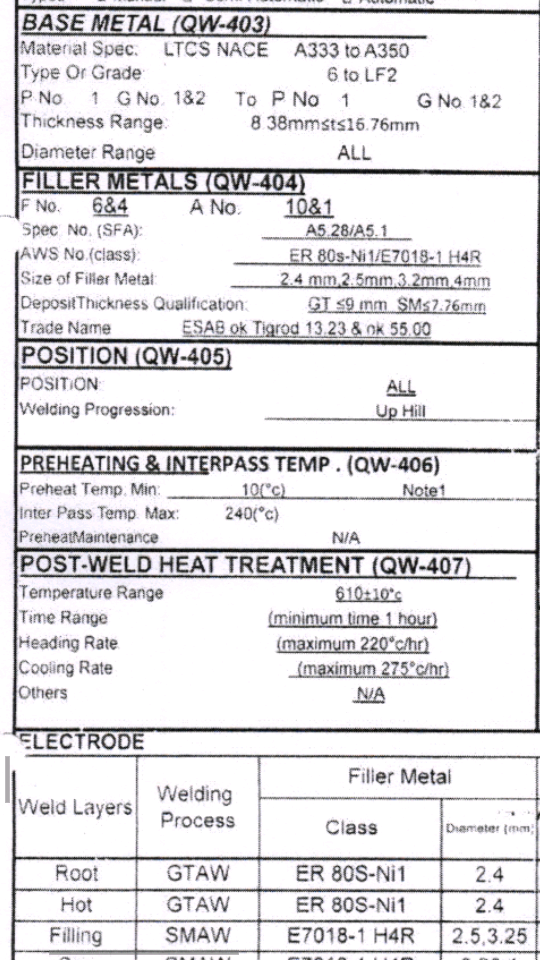
Regarding the max interpass clause QW-406.3, An increase of more than 100°F (55°C) in the maximum interpass temperature recorded on the PQR is considered to be a supplemental essential variable. This does not apply if the PWHT is for C.S is above upper transformation temperature (7230C) or for austenitic S.S , when soln annealed.
As the PWHT in your case is 600⁰±10⁰C. the max interpass temperature clause as above will apply, second clause as above will not apply.
To summarize based on the PQR data(max interpass 1400C), on paper max interpass allowed would be 1950C ( when there’s impact requirement), welds shall be subject to PWHT. If you want to refer this PQR for case where PWHT is to be performed but No impact Requirement, you may increase interpass
temperature to 2000C