کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
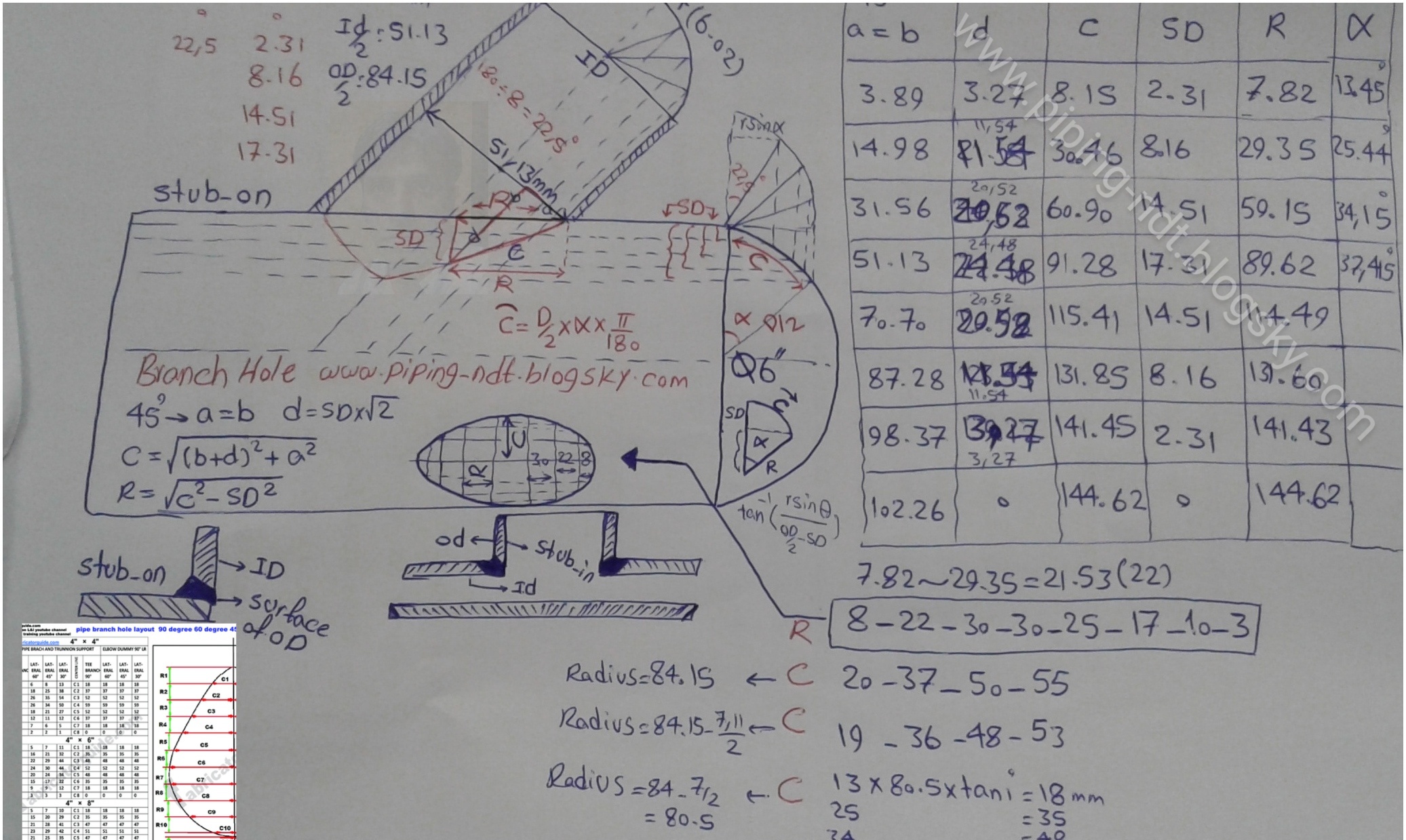
ساپورت Trunnion ( بازو ) در خطوط شیب دار - گسترش برنچ ، دامی و ردیوسر هم مرکز
دوستان فیتر و علاقه مندان عزیز لطفا بعد از مطالعه هر مطلب و یاد گرفتن در نظر سنجی که در منوی بازشو وجود دارد شرکت کرده و در صورت لزوم نظر بگذارید.( متشکرم)
در محاسباتی که نرم افزار داده در تصاویر مشخص شدهِ زیر بغیر از بعضی تصاویر زیرین ، Gap در نظر گرفته نشده ولی شما می بایست در محاسبات آنرا به OD هدر اضافه کنید اگر Gap باید در مایترها اعمال گردد.
با توجه به عدم نمایش تصویر در این بلاگ ( علت معلوم نیست مکاتبه هم شد در این یکهفته )مجبور شدم لینک تصویر بگذارم.
image_(2)_bxk9.jpg لینک تصویر زیر آپلود شده در مکان دیگر
_bxk9.jpg)
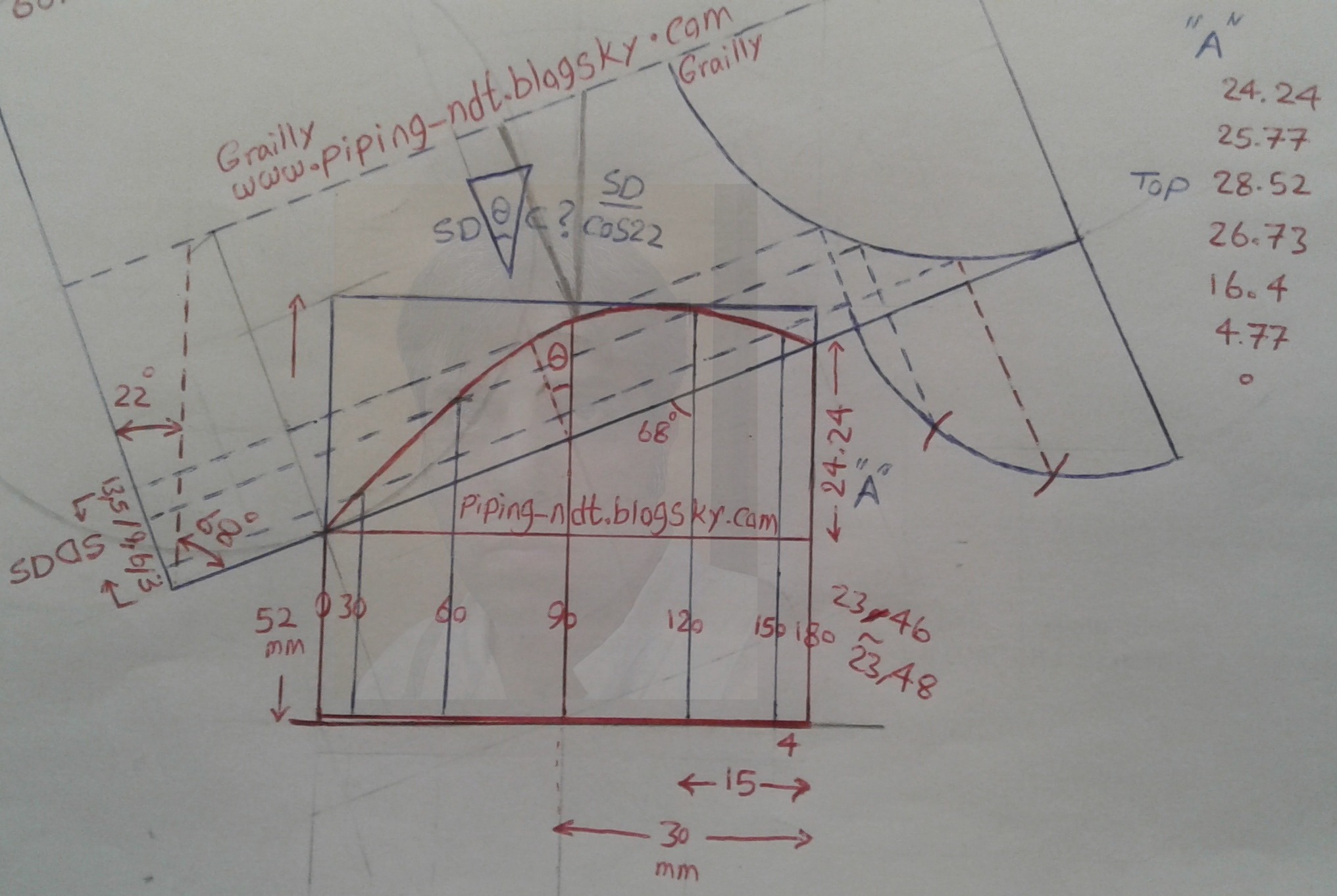
در لینک قبل در تصویر مشاهده شده ( Trunnion که در هدر شیب دار استفاده می شود )، برای گسترش یا محاسبه ، دقیقا مثل گسترش برنچ زاویه دار یا وای پیس خودمون عمل می کنیم فقط وقتی زاویه شیب را حساب می کنیم از 90 درجه کم می کنیم. فرضا اگر شعاع هدر 40 میل ، شعاع رایزر 30 میلیمتر ، تقسیمات ما 12 سنتر ( فواصل 30 درجه ) و شیب 40.4 به 100 باشد ، زاویه شیب حدود 22 درجه می شود و اعداد بدست آمده :
0 4.77 16.4 26.73 28.52 25.77 24.24mm
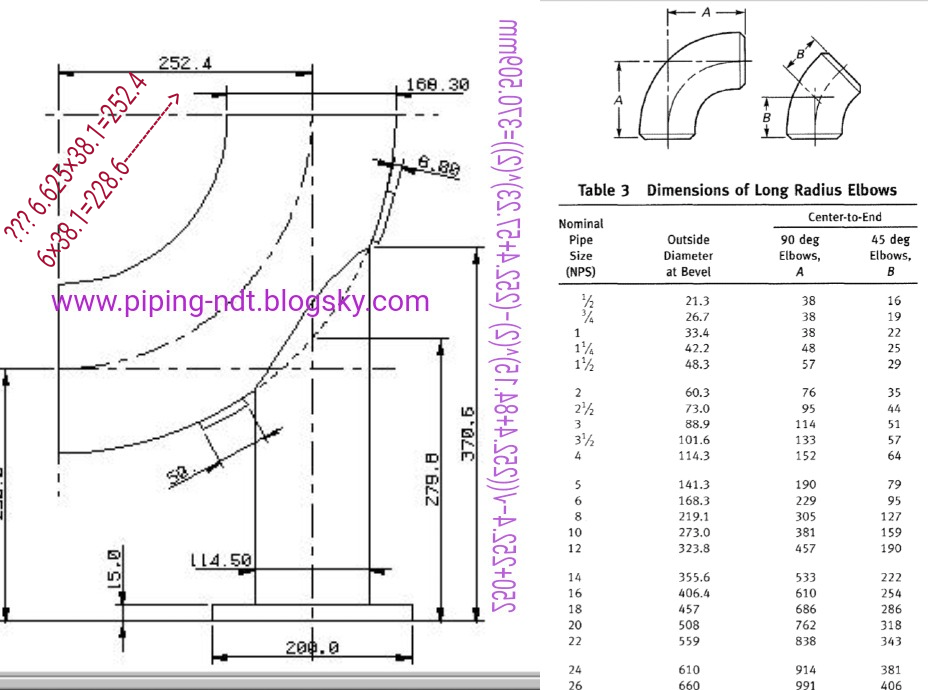
در تصویر لینک زیر نیز دامی از نوع سنتر به سنتر است ولی سنتر زانویی 6 اینچ 90 درجه لانگ 252.4 داده شده ولی در تصویر سمت راست آن که Table3 از استاندارد B16.9 است سنتر این زانوئی 229 داده شده. ( تصویر مربوط به سال 2000 می باشد).پیشنهاد میشود فقط به استاندارد مراجعه کنید یا به دیتا شیت کارخانه و تلورانس هائی که داده و حداقل الزاماتی که می بایست طبق این استانداردها رعایت شوند.
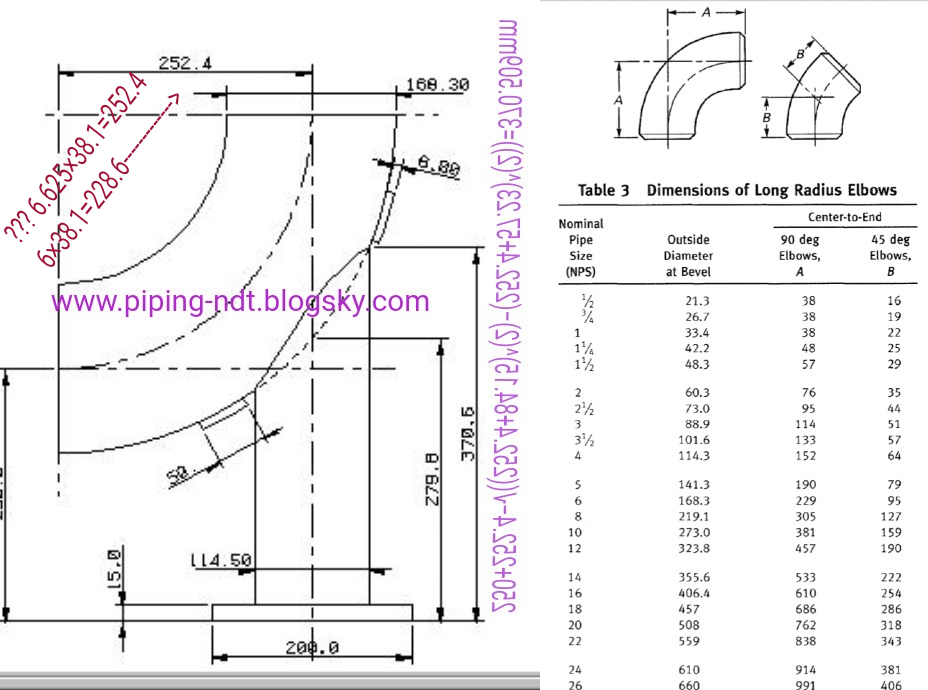
در تصویر لینک زیر اندازه های طول دامی ساپورت نوع سنتر به سنتر 12 در 10 بدون در نظر گرفتن ضخامت برنچ و 32 سنتر با نرم افزار محاسبه شده و نقاط 0 تا 5 نیز از زیر البو تا نقطه صفر برخورد به البو با رنگ ارغوانی  نمایش داده شده ، تصویر سمت راست نیز با نرم افزار ایرانی محاسبه شده با همین شرایط ولی محاسبات یکی نیست در نرم افزار ایرانی سنتر البو طبق استاندارد B16.9 نیست و مشخص نیست در محاسبات از چه روشی استفاده شده ولی محاسبات نرم افزار خارجی کاملا مشخص است که با مقایسه با نرم افزارها و شابلون های کشیده شده دیگر سایت های خارجی و حتی facebook کاملا منطبق و یکی است.
نمایش داده شده ، تصویر سمت راست نیز با نرم افزار ایرانی محاسبه شده با همین شرایط ولی محاسبات یکی نیست در نرم افزار ایرانی سنتر البو طبق استاندارد B16.9 نیست و مشخص نیست در محاسبات از چه روشی استفاده شده ولی محاسبات نرم افزار خارجی کاملا مشخص است که با مقایسه با نرم افزارها و شابلون های کشیده شده دیگر سایت های خارجی و حتی facebook کاملا منطبق و یکی است.
اندازه ها در دامی نوع سنتر به سنتر طبق لینک زیر است سایزهای ( دامی ) زیر 8 اینچ ... سایز دامی : سایز البو تقسیم بر2 و یک سایز بالاتر از عدد بدست آمده که در سایت موجود است فرضا 14 تقسیم بر دو میشود 7 معمولا این سایز نیست ولی سایز 8 اینچ در پروژه ها وجود دارد .( داده ها برای 16 سنتر است)
بعلت عدم نمایش تصاویر در پست قبل مجبور شدم در جای دیگری آپلود و لینک قرار بدم بابت این مشکل عذر میخوام چندین بار اطلاع داده شد به تیم ولی بازخوردی نداشت . در لینک زیر محاسبات اندازه ها برای دامی نوع سنتر به سنتر با سایز های 6×10 و 6×8 توسط نرم افزارداده شده .
در لینک زیر محاسبات با دو نرم افزار انجام شده ولی جالبه که محاسبات یکی نیست سمت راست تصویر نرم افزار ایرانیست که توسط مهندسین مکانیک تهیه شده.( داده ها طوری تنظیم شده که هر دو می بایست یک مقدار در هر سنتر را نشان دهند)


br4532std%C3%9748_(1)_(1)_(1)_y3p1.png)
_(2)br48%C3%9732std24center_vs7b.jpg)
_i9eb.png)
PIPE TO ELBOW :
تصویر مربوط به سایت fabricatorguide.com است که تشریح شده
elbow-lateral-branch ( لینک تصویر زیر است )
برای بدست آوردن اندازه ها ( طول کمان پشت تا پشت یا نقطه برخورد در هدر تا سطح لوله ) مثل سوراخ برنچ باید زاویه بین دو ضلع ( یکی از مرکز شعاع البو تا تقسیماتش بصورت افقی و دیگری از مرکز شعاع البو بصورت عمودی تا عمق در هدر ) بدست آید ، و بعد طول کمان محاسبه شود . طول کمان برابر است با شعاع بدست آمده در زاویه بین دو ضلع در عدد پی به 180 ( یا کسینوس 89 یا تانژانت یک درجه یا حتی سینوس یک درجه ).
_3dj3.png) fabricatorguide pipe-to-elbow-straight-branch-90/
fabricatorguide pipe-to-elbow-straight-branch-90/
PIPE TO CONE ( لوله به مخروط ناقص )
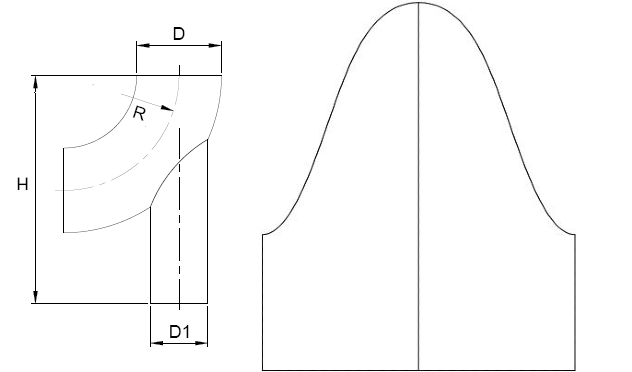
مربوط به ردیوسر نیست چون فقط ردیوسر غیر هم مرکز یک سمت تخت دارد و محاسبه آن با تصویر زیر فرق می کند.( شعاع می شود OFFSET و مثل محاسبه برنچ قائم عمل می شود ) . تصویر زیر برنچ عمود سطح شیبدار است ( مخروط بصورت ایستاده یا ارتفاعی قرار گرفته ) ، زاویه مخروط برابر است با آرک تانژانت ( R-r تقسیم بر H ) . در اینجا h فاصله مرکز برنچ تا مرکز r ( قطر طرف کوچکتر ) است.
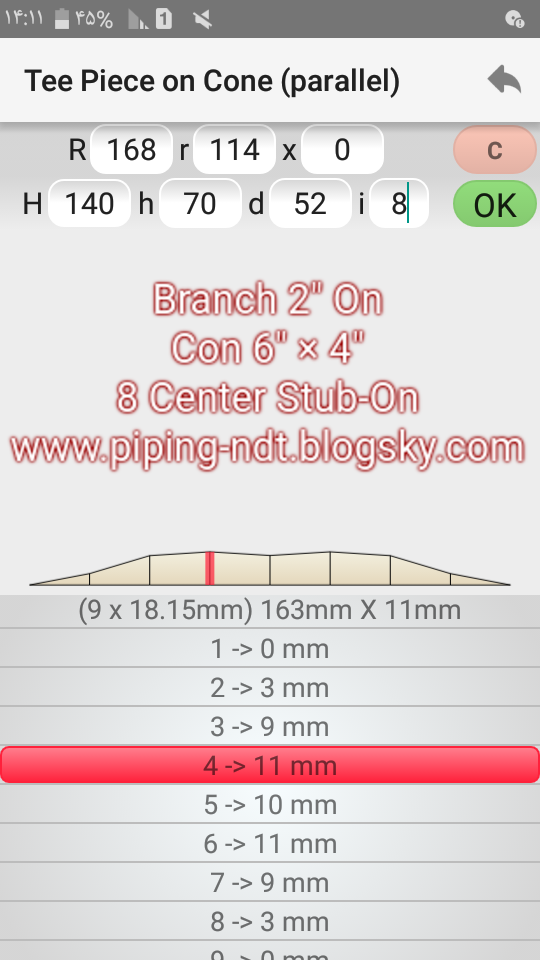
نحوه تهیه گسترش و نقاط برخورد در شکل گویای فرمول بدست آمده است.
_(1)_y7dr.jpg)
_(2)branchconeeee_(1)_k9cc.jpg)
_(1)brcoonnneeee_(1)_8tox.jpg)
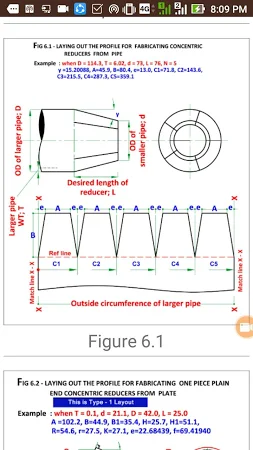
CONCENTRIC REDUNCER :
گسترش ردیوسر هم مرکز همانطور که از سال 2000 مرسوم بوده کار بسیار ساده ای است و درسته که اعداد تصویر تقریبا تار است ولی خب قابل خواندن است.
در تصویر تعداد بازوها 5 در نظرگرفته شده در نتیجه برای تقسیمات دایره بزرگتر یعنی 114.3 محیط آنرا به 5 تقسیم می کنیم میشود ؟ ( C1 را مشاهده کنید = 71.82 میلیمتر )
تقسیمات دایره کوچکتر هم مثل بالا یعنی محیط دایره با قطر 76 میل منهای نصف ضخامت قطر بزرگتر یعنی 73 تقسیم بر 5 و برابر با 45.9 میلیمتر حال در تصویر مشاهده کنید که چند جای خالی بین بازوها در طرف کوچکتر یعنی بالا وجود دارد ؟ منظور e !!! از اختلاف محیط ها تقسیم بر 5 عدد 26 در می آید و نصف آن میشود 13 میل
((114.3×π)−(73×π))÷5~26mm
ملاحظه فرمودید ؟؟؟ برعکس ردیوسر غیر هم مرکز که کار سختی است و به چندین محاسبه نیاز دارد این گسترش فقط نیازمند دانستن فرمول محیط دایره است یعنی 2 در عدد پی در شعاع یا عدد پی در قطر ، البته برای طول بازو محاسبه دیگری انجام شده و باید به پروسیجر پروژه مراجعه کرد.( برای طول بازوها حتما نظر طراح گرفته شود.)
طول بازوها را در اینجا همان قطر کوچکتر تقسیم بر کوسینوس 19 در نظر گرفته شده یعنی 80 میلیمتر ( طول L را برابر قطر کوچکتر که 76 است گرفته و run و 26 هم Set در نتیجه زاویه بین این دو را با آرکتانژانت و روند به یک درجه بالاتر 19 درجه بدست آورده.
arctan(26/76)=18.88608737 Degree ~ 19 Degree
در مطالبی که ارائه می گردد کاملا شابلون ترسیم و اندازه گیری خواهد شد ، نتیجتا در مقایسه با فرمول ها اندازه ها با اختلاف 0.1 میلیمتر بدست می آید نقطه یابی روش های مختلفی دارد ولی اینجا از همان روش معمول و مرسوم استفاده شده.
هر آنچه را آموخته شد به یادگار برایتان گزاردم امید که بهر برده و در زمینه گسترش آنها برای علاقه مندان دیگر کوشا باشید.در صورت مقبول واقع شدن لطفا فاتحه ای نثار پدرمرحومم و سایر درگذشتگان کرونا و مرگ مغزی قرائت فرمائید.
شابلون برنچ لوله ( نحوه ساخت وای پیس ) ، دامی ساپورت و انشعاب روی ردیوسر هم مرکز
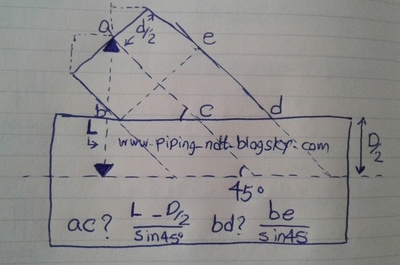
اندازه طول های cut back ( عقب نشینی ) برای لوله با زاویه 45 درجه روی ورق تخت :
بزرگترین طول که می بایست ازسنتر بالای لوله عقب نشینی کرد :
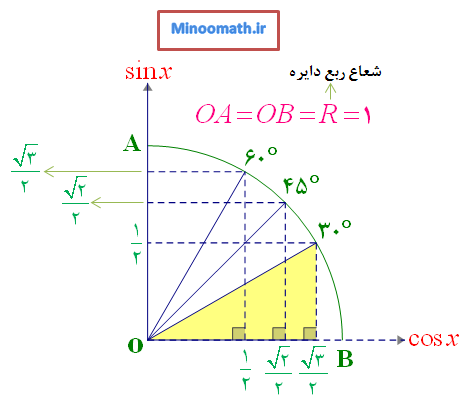
ورق تختی را تجسم کنید و لوله تختی را بصورت ۴۵ درجه روی آن فرض کنید که از سمت چپ به ورق متصل خواهد شد . برای محاسبه بزرگترین طول روی سنتر بالا ، مثلث قائم الزاویه ای داریم که ضلع مجاور میشود فاصله از لب تخت لوله تا سطح ورق تخت با زاویه ۴۵ درجه ( مجهول ماست ) و زاویه بین ضلع مجاور و سطح ورق ۴۵ درجه می شود . ضلع روبروی زاویه میشود قطر داخلی لوله ..... فرمول تانژانت آلفا برابر است با ضلع مقابل به مجاور ... وتر می شود سطح روی ورق تخت
TanA=ضلع مجاور / ضلع مقابل
ضلع مقابل=ضلع مجاور / TanA
چون تانژانت 45 درجه یک است پس به اندازه قطر داخلی لوله از سنتر بالا عقب نشینی می کنیم طول عقب نشینی سنتر طرفین میشود یک دوم قطر داخلی و سنتر پائین هم عقب نشینی ندارد و صفر است.( در بالا 4 سنتر فرض شد دو تا بالا و پائین و دو تا در طرفین.
روش بدون فرمول ، لوله را چهار سنتر کنید و از نقاط سنتر خطوط راست و موازی به عقب بکشید ، لوله را بصورت 45 درجه به ورق تخت جوش دهید . یک الکترود روی خط راست هر سنتر بگذارید و به سمت ورق حرکت دهید تا نوک الکترود به سطح ورق تخت برخورد کند با متر از نوک الکترود تا لب تخت لوله را اندازه بگیرید یا علامت بزنید ( اگر متر نبود حتی با عرض معذرت با خیس کردن توسط دهان ) و به خط راستی که برای آن سنتر کشیدید منتقل کنید. ( برای بدست آوردن خطوط راست در سنتر از دو یا سه محل از لوله چهار سنتر کنید و بهم متصل کنید تا دقیق بدست آید) روش سنتر کردن هم بدین صورت است که یک تراز دقیق رابغل لوله بصورت عمود قرار میدهید و متر را هم روی سطح لوله ، نصف قطر خارجی میشود سنتر بالا . برای طرفین هم میشود لوله راچرخاند یا از فرمول محیط دایره تقسیم بر تعداد نقاط استفاده کرد مثلا اگر قطر خارجی 168.3 باشد فاصله بین سنترها در روی لوله میشود عدد تقریبی 13 سانتی متر و 2 میل ( قطر خارجی در عدد پی تقسیم بر 4 ) البته توصیه میشود یک ضخامت از قطر خارجی کم شود و بعد ضرب و تقسیم انجام شود.
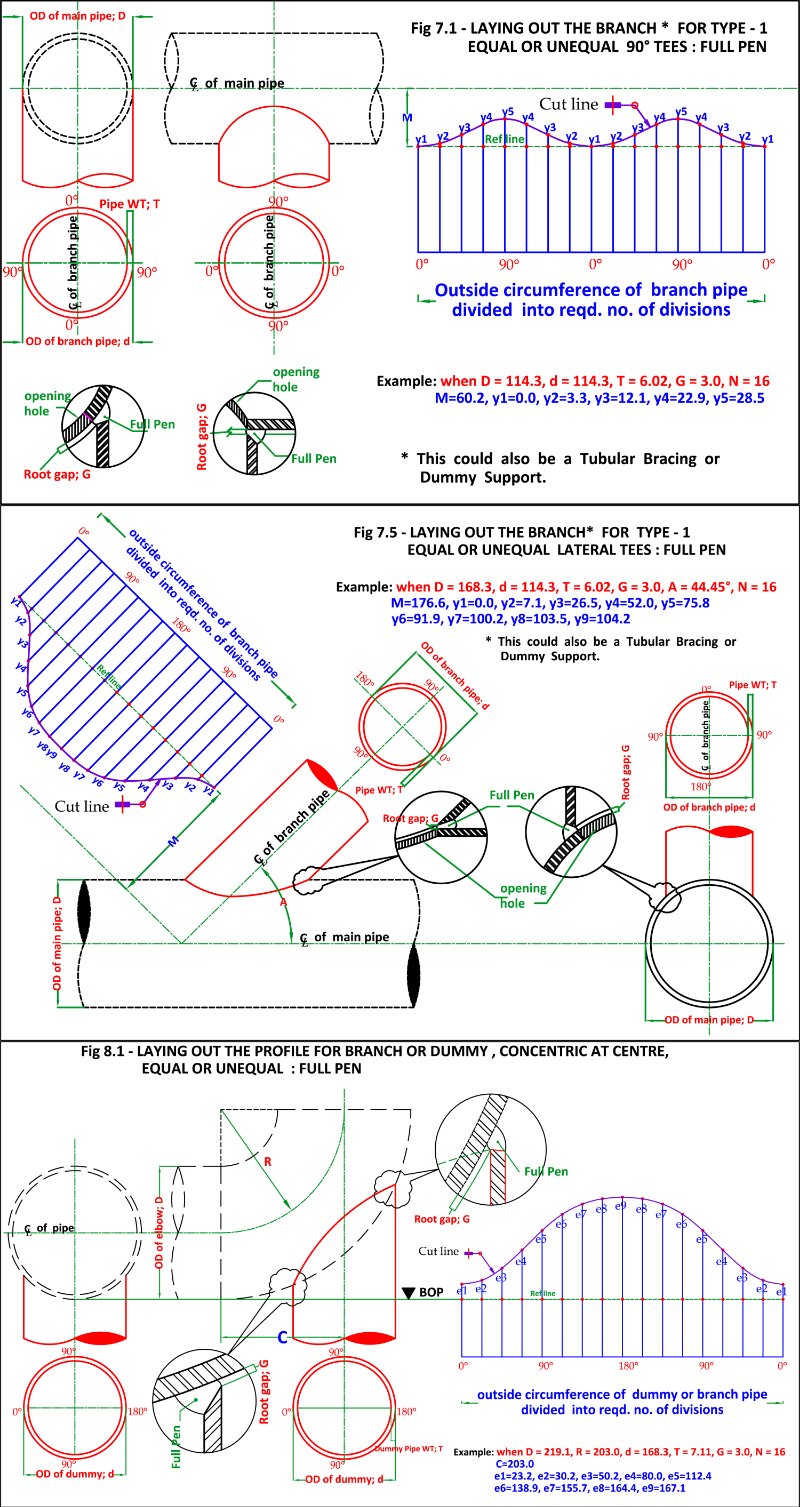
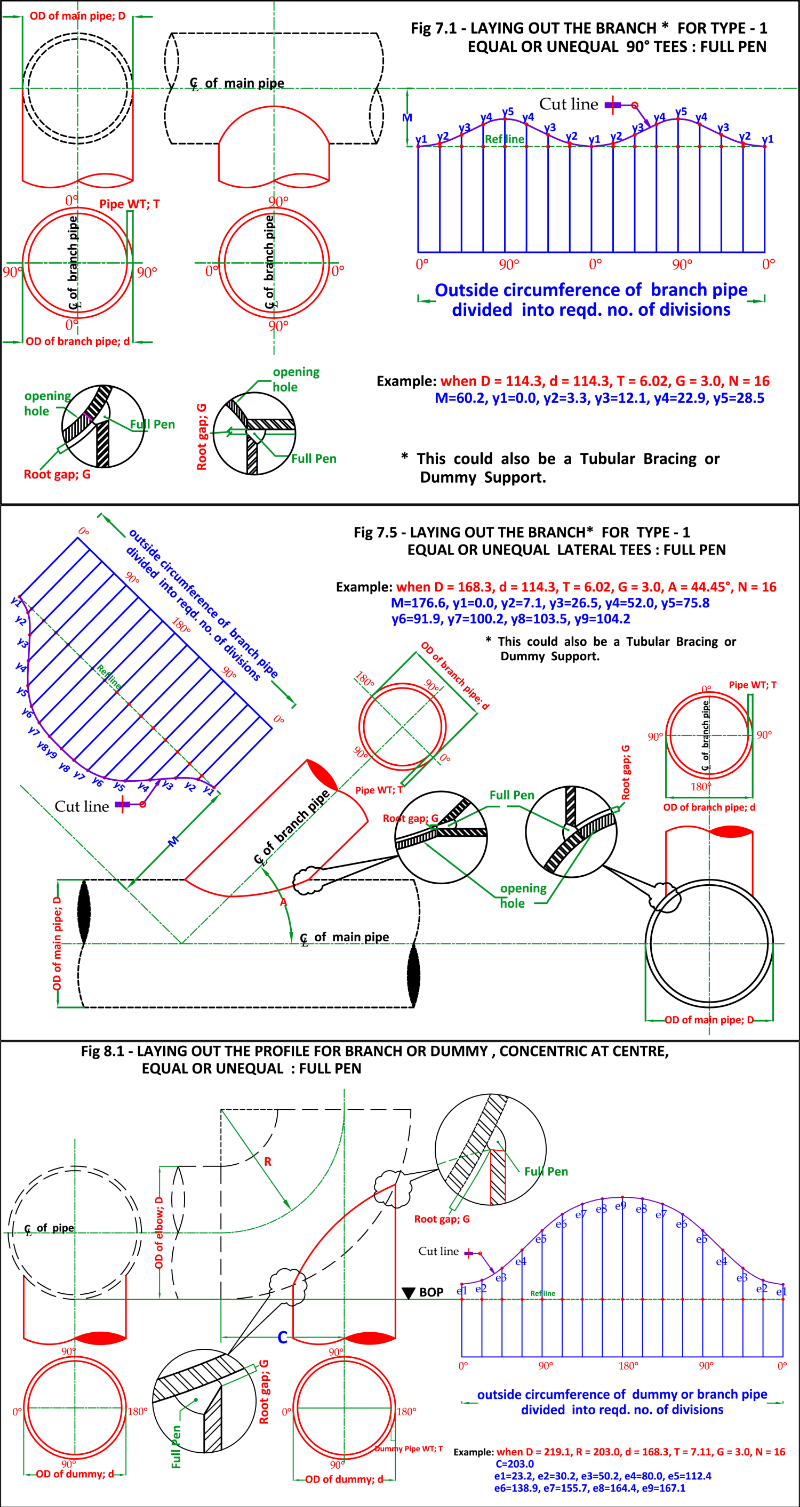
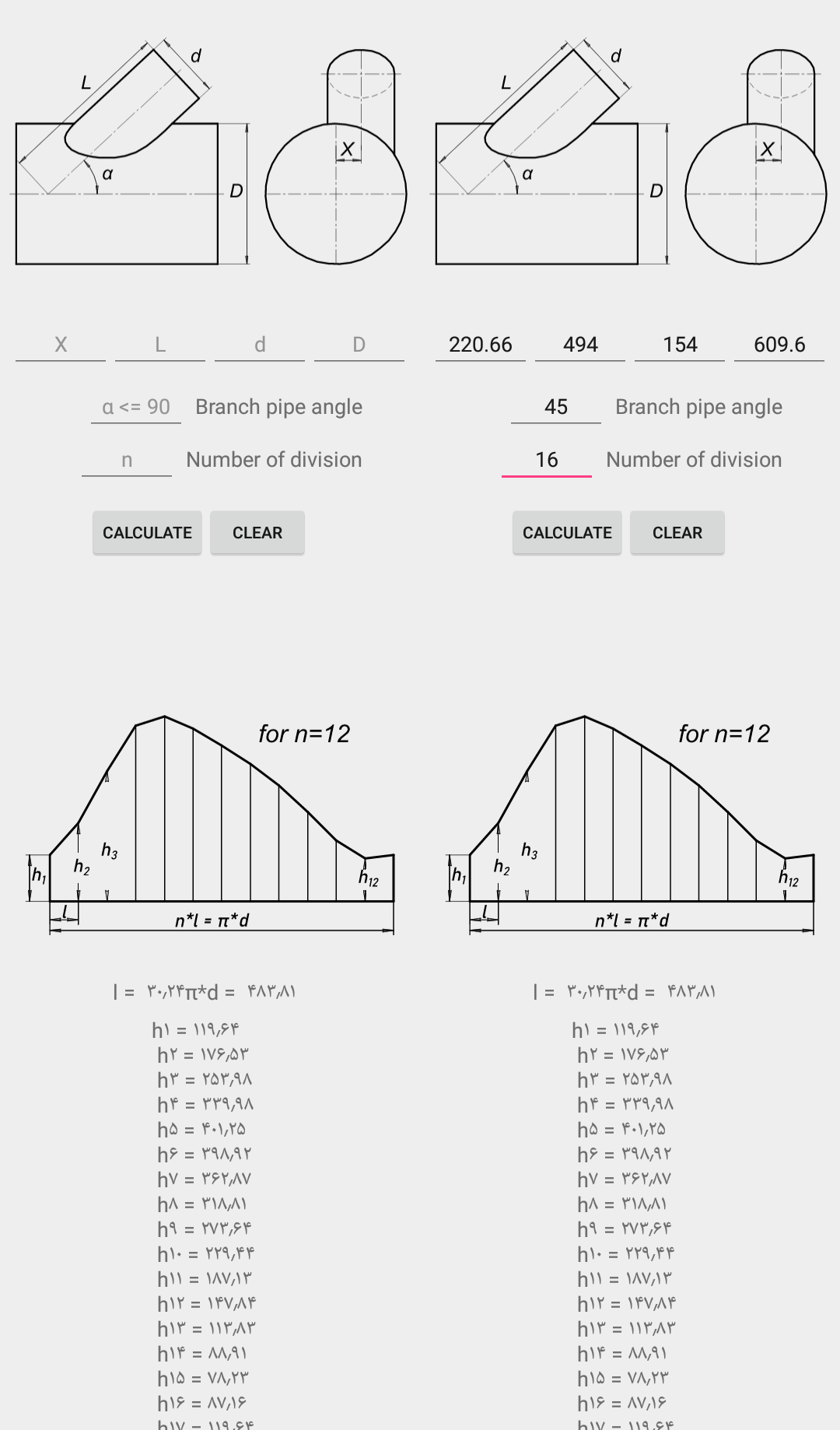
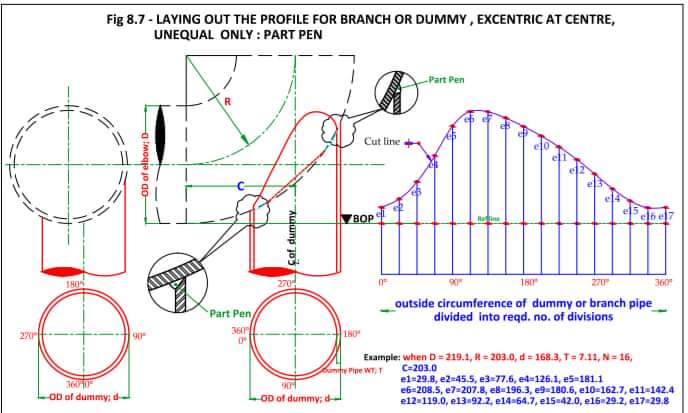
گسترش برنچ با زاویه ( دارای انحراف یا offset از مرکز )
در تصویر زیر سنتر رایزر و هدر با هم اختلاف دارند ( به بیان دیگر رو ی هم نیستند ) . همینطور که درشکل مشاهده میشود با توجه به اینکه خط 4 بزرگترین طول در این گسترده است و به مرکز هدر برخورد کرده انحراف سنتر رایزر و هدر همان اختلاف قطرها تقسیم بر 2 است.
در تصویر ، سمت راست ، خطوط تقسیمات دایره رایزر عمودبر دایره هدر رسم شده و نقاط برخورد به سمت چپ تصویر بصورت افقی کشیده شده ، خطوط تقسیمات در دایره سمت چپ تصویر بصورت زاویه دار به سمت هدر رسم شده ، نقاط حاصل از برخورد خطوط در هدر به ترتیب بهم متصل شده تا طول ها حاصل شوند.
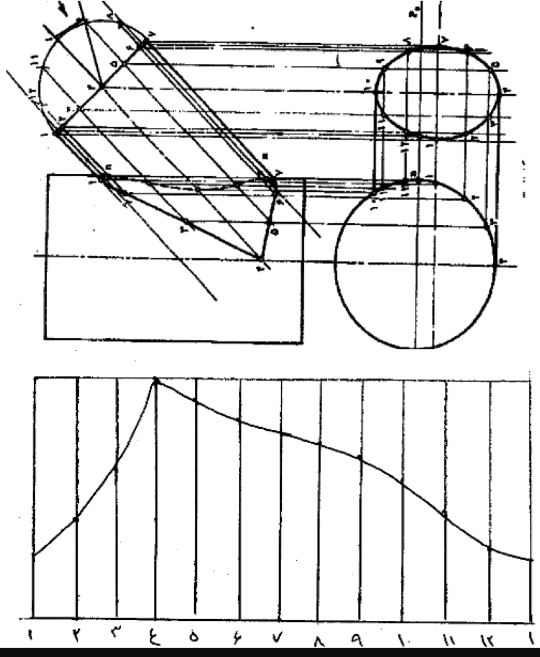
گسترش برنچ
دایره به 12 قسمت تقسیم شده یعنی زوایا نسبت به هم 30 درجه هستند 30=12÷360
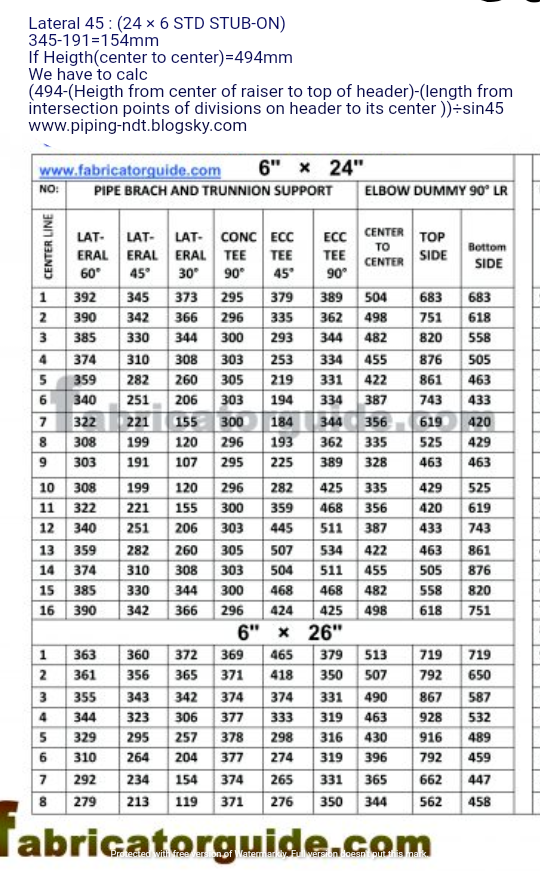
در تصویر پائین طول ها برای برنچ ۴۵ درجه داده شده البته بیان نشده اندازه اصلی روی نقشه از بالای رایزر تا سنترهدر در نظر گرفته شده یا بصورت ارتفاعی ( از سنتر رایزر عمود بر سنتر هدر ) ولی برای گرفتن اندازه های واقعی می توانید طول ردیف 9 را ( 191mm) از سایر ردیف ها کم کنید.در لترال 6 × 24 45 درجه استاندارد بالاترین طول 154=191-345 است.
چنانچه اندازه در نقشه از سنتر رایزر تا سنتر هدر بصوت ارتفاعی داده شده باشد مثل تصویر بالا ، ادامه خط قرمز 8/4 تا سنتر هدر ، که در اینصورت عدد 494 بدست آمد. یک خط از شماره 12 به روی هدر رسم می کنیم اندازه آن چیست ؟ یک خط از 12 به شماره 11/1 متصل می کنیم اندازه آنرا بدست می آوریم ( وتر میشود همان 77 یعنی نصف ID رایزر که در سینوس 45 درجه ضرب میکنیم تا این اندازه بدست آید) و اندازه فاصله نقاط برخورد رایزر روی هدر را نیز بدست می آوریم ( سمت راست تصویر ) که در مورد گفته شده این فاصله نصف OD هدر است این اندازه هارا از 494 کم کرده و بر سینوس 45 درجه تقسیم می کنیم ( مثلث قائم الزاویه ای بوجود می آید ، وتر مجهول است زاویه بین وتر و قائده 45 درجه است ارتفاع هم کسر نصف OD هدر و نصف ID رایزر در سینوس 45 برابر 54.44 از عدد 494 و نهایتا تقسیم عدد حاصله بر سینوس 45 برابر 190.91 و گرد می کنیم که 191mm می شود( ردیف 9 در ستون لترال 45 درجه ).در این مورد کوچکترین طول بدست آمد. برای بزرگترین طول ، عدد اول یعنی 54.44 چون در ربع دوم است منهای 54.44 میشود. 304.8-(54.44-)-494 و عدد حاصله تقسیم بر سینوس 45 که عدد 344.56 بدست آمد ، گرد رو به بالا می کنیم میشود 345 عدد ردیف یک ( بزرگترین طول ) در ستون لترال 45 درجه 24x6STD.
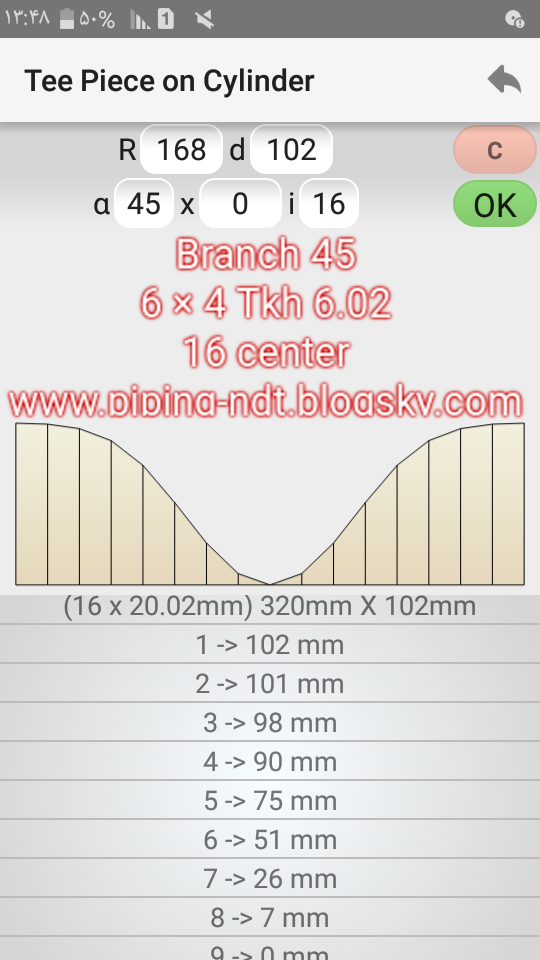
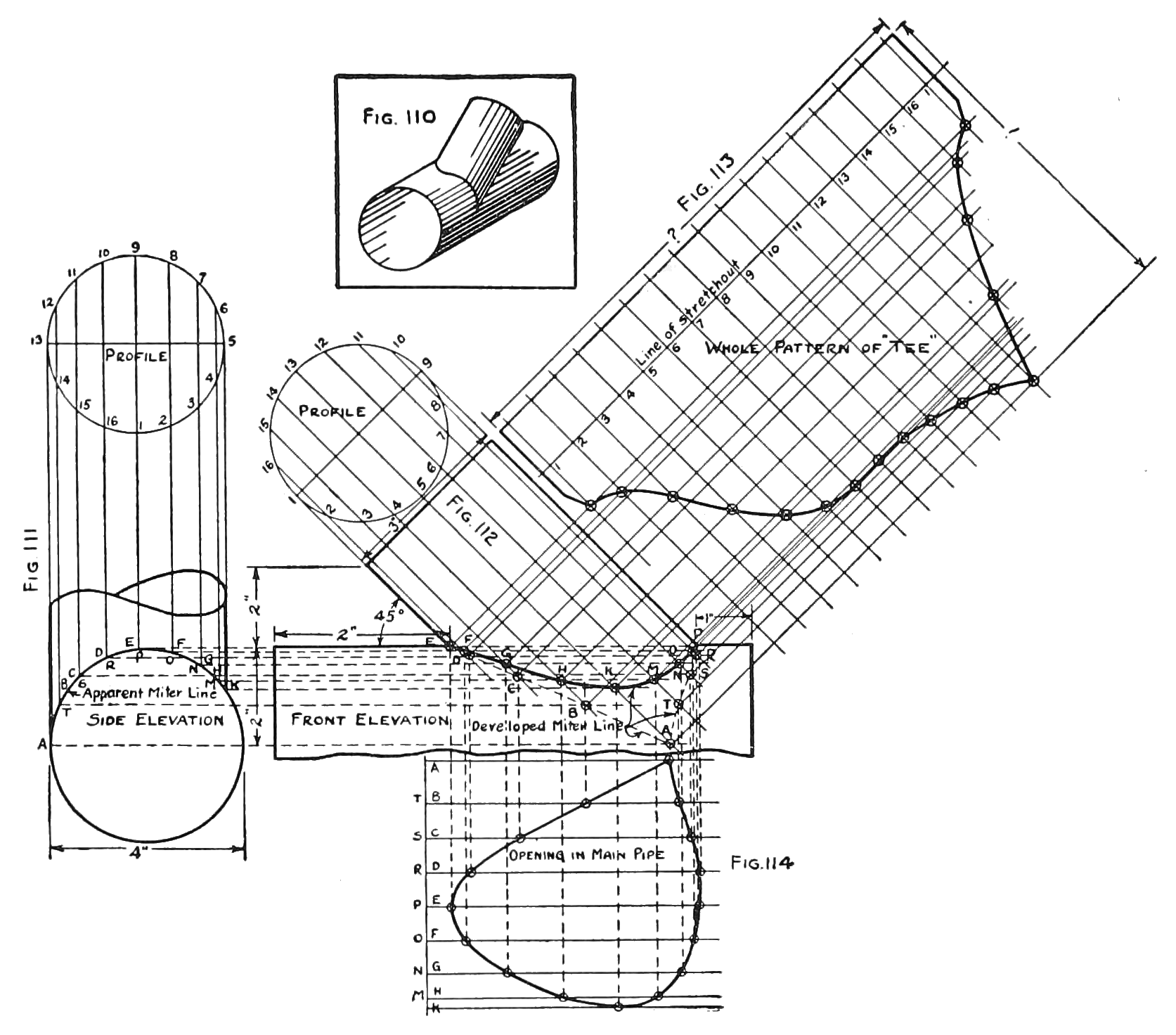
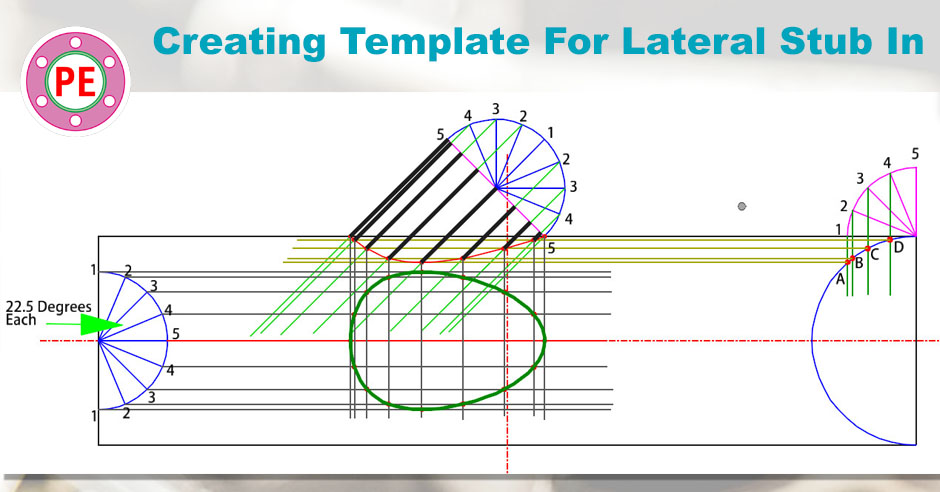
وای پیس یا استوانه مایل روی استوانه افقی :
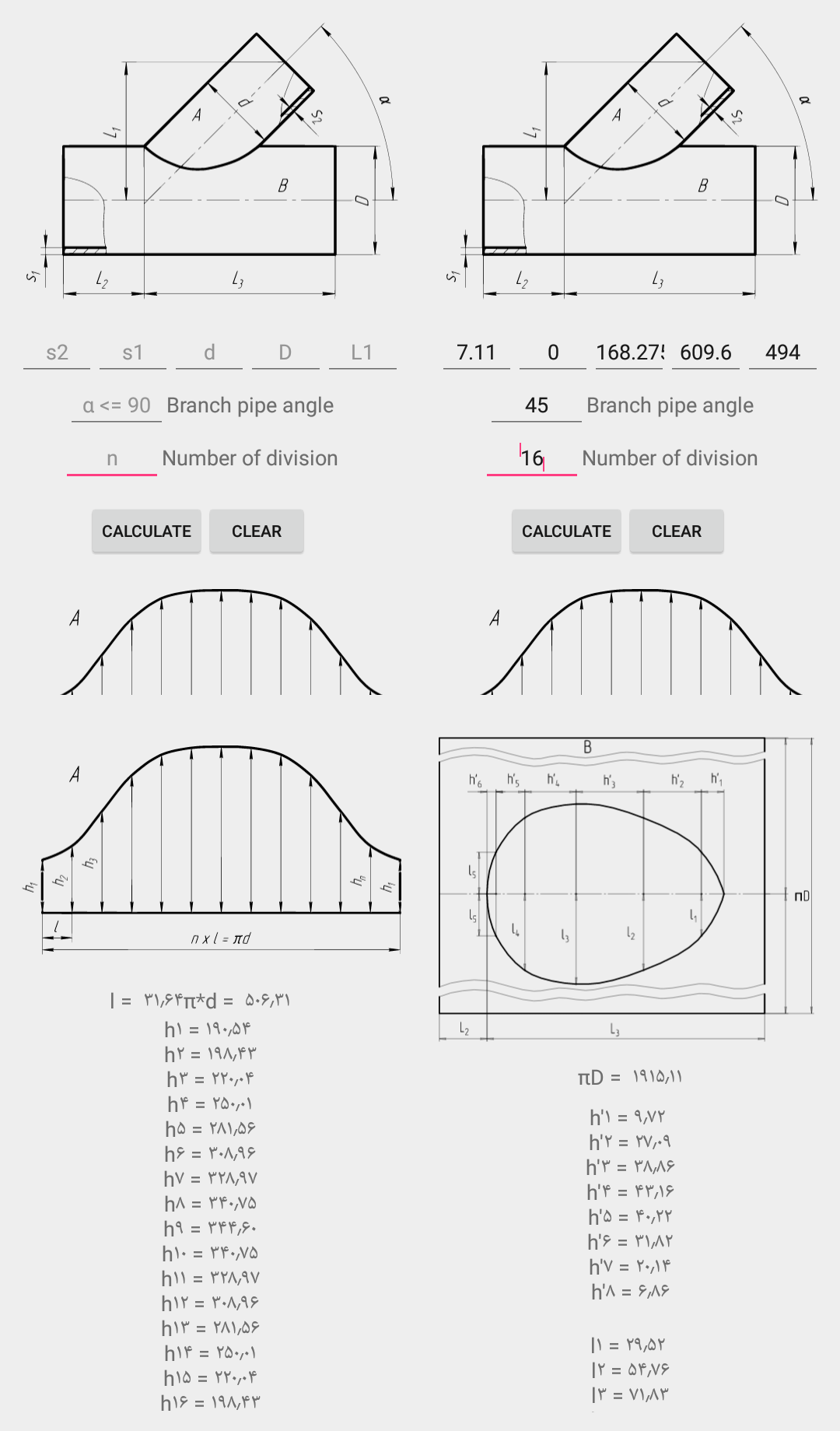
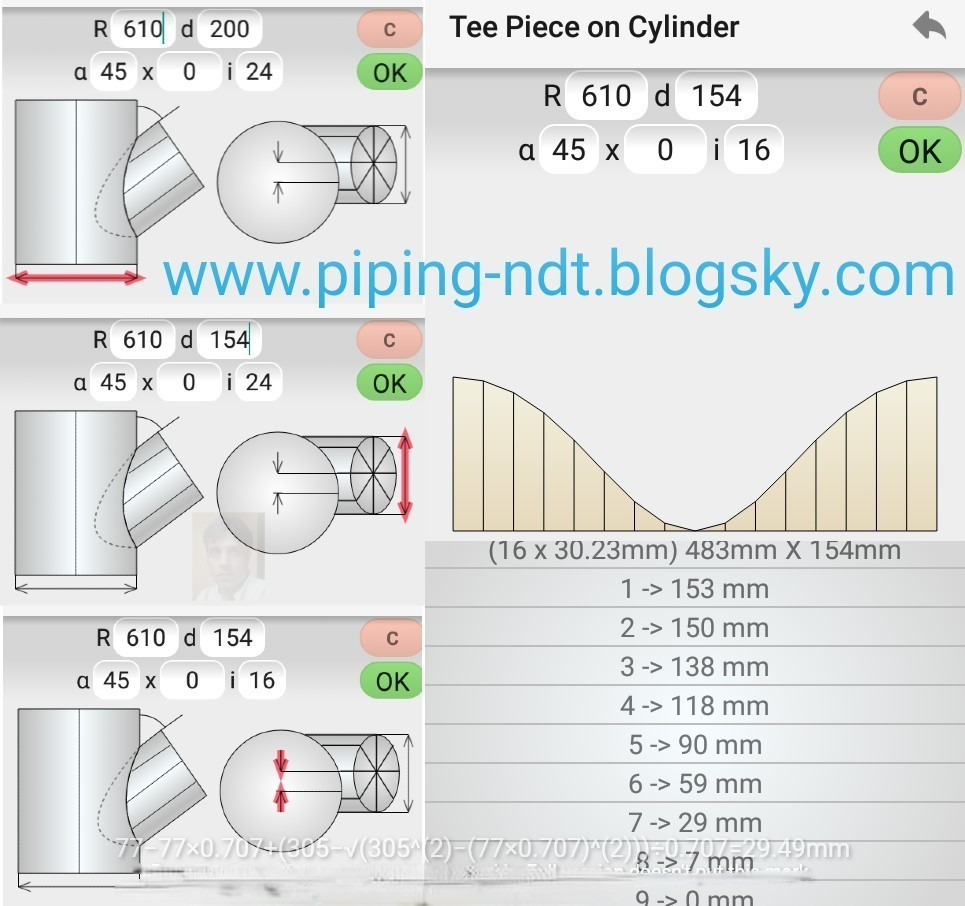
در تصویر زیر R قطرخارجی هدر ، d قطر داخلی رایزر ، زاویه ۴۵ درجه است و انشعاب بصورت STUB-ON متصل می شود.
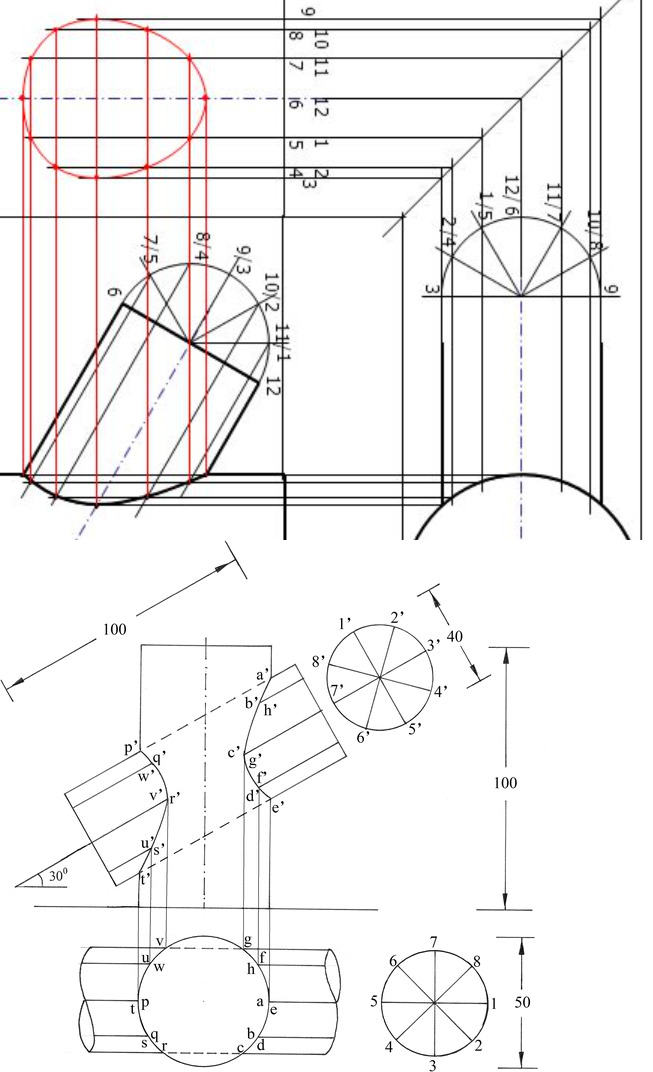
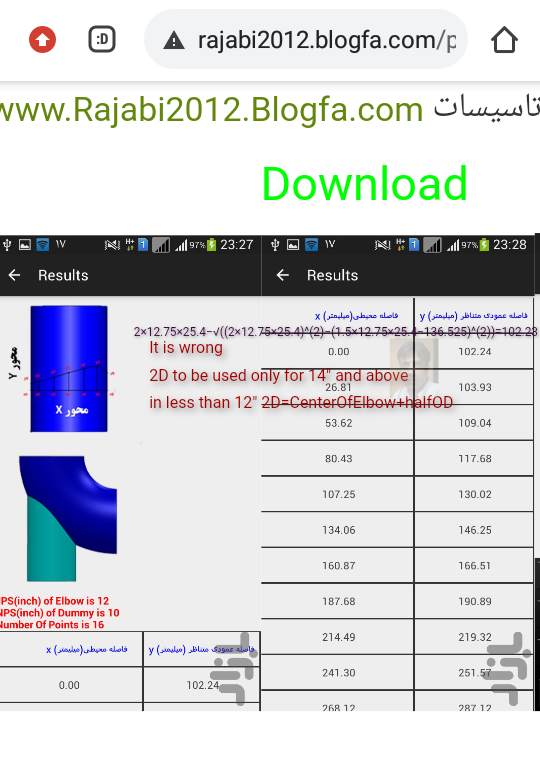
استوانه مایل روی استوانه افقی با انحراف از مرکز :
استوانه عمود بر سنتر زانویی :
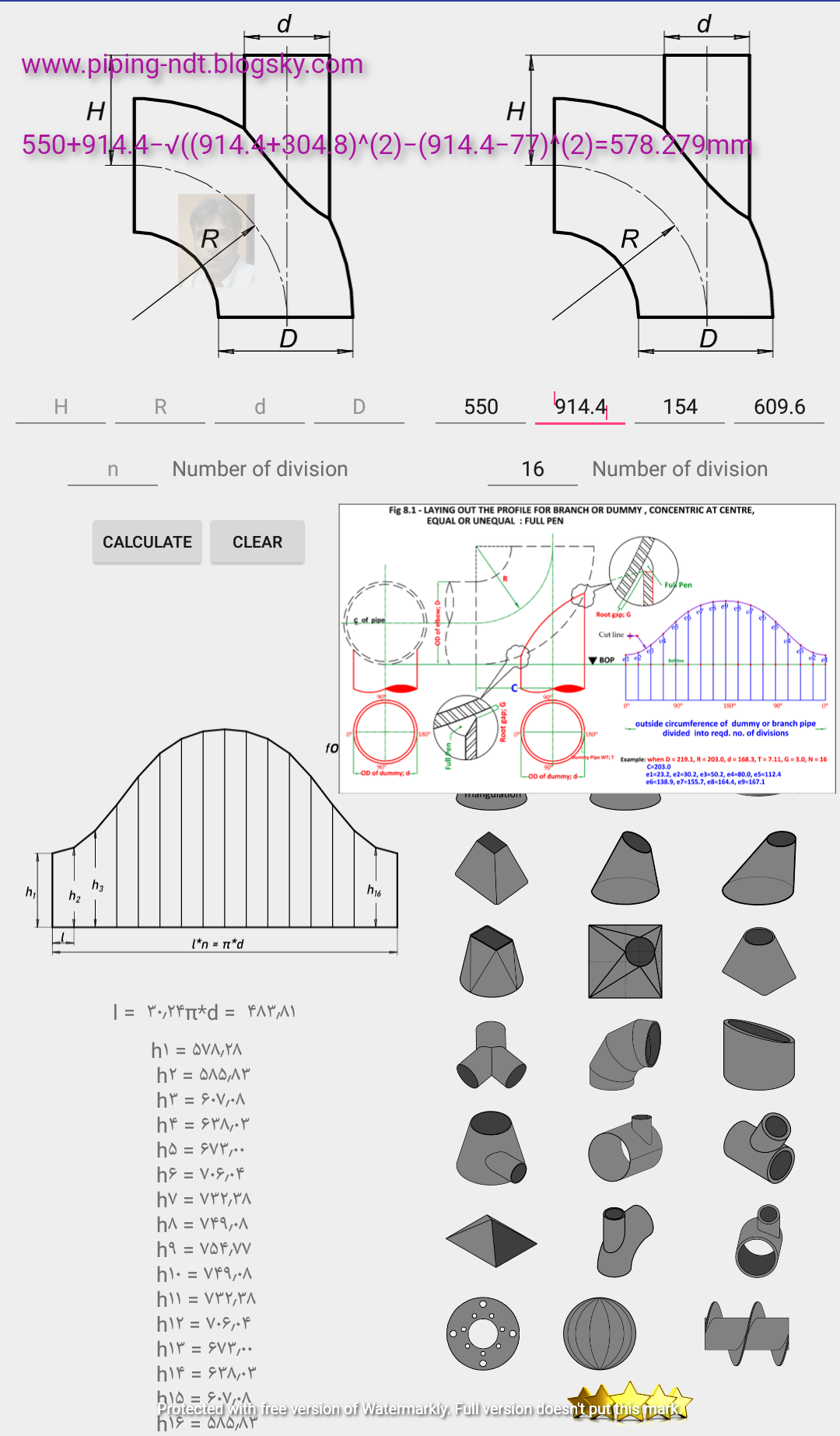
در تصویر زیر محاسبه اشتباه انجام شده چون از 2D استفاده کرده که برای سایز 14 و بالاتر استفاده میشود
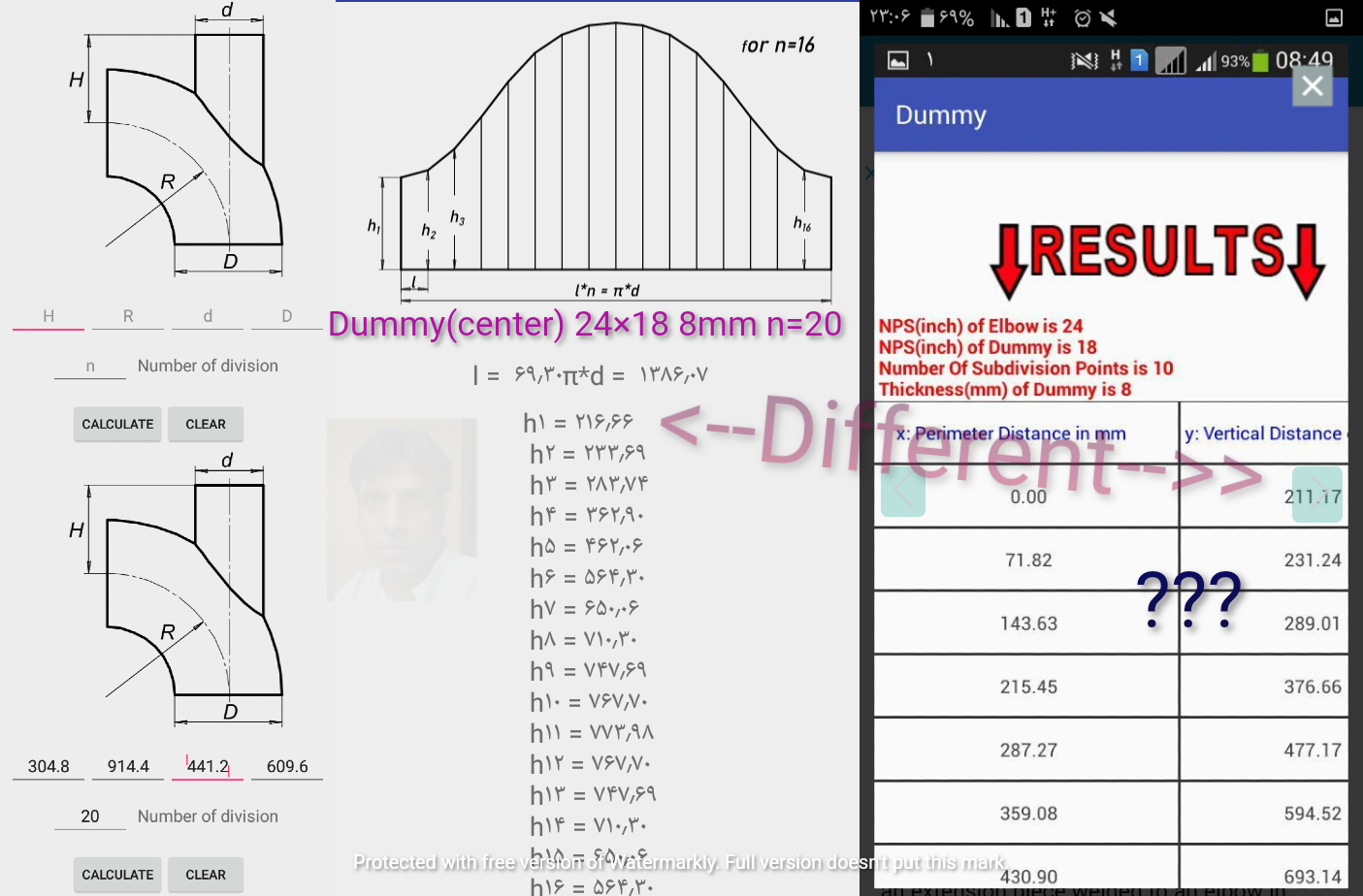
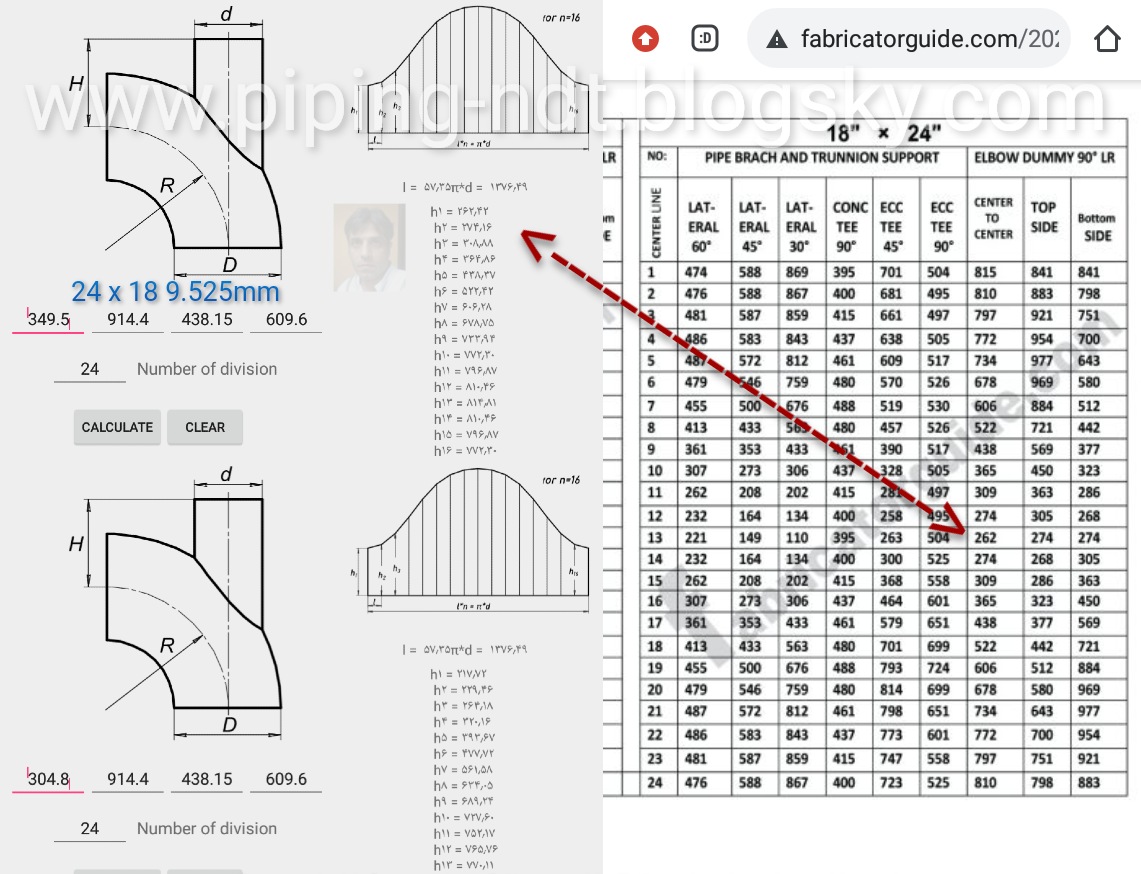
در تصویر زیر نیز محاسبات برای دامی ساپورت سنتر به سنتر 24 در 18 با ضخامت 8 میل و 20 سنتر متفاوت هستند. سمت چپ تصویر، اپلیکیشن خارجی است که قابل اعتمادتر است و محاسبات مثل سایراپلیکیشن های ساخته شده می باشد و سمت راست اپلیکیشن ایرانی.
محاسبه اندازه ها در دامی ساپورت 24 در 18 با ضخامت STD یا 9.525 میل و 24 سنتر با اپلیکیشن و سایت ، مقایسه کنید با اپلیکیشن گروه نصیر !!!
support calculator_2.6.7_free
شکل زیر اندازه طول ها برای دامی ساپورت 24 در 18 با ضخامت 8 میل و در سنتر یکدیگر ، با گروه نرم افزاری نصیر زمین تا آسمان فرقش است.

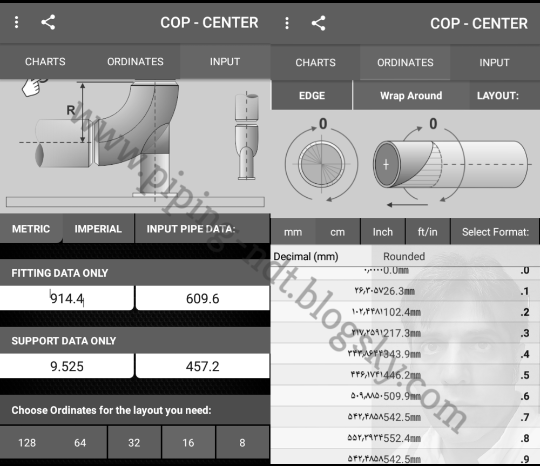
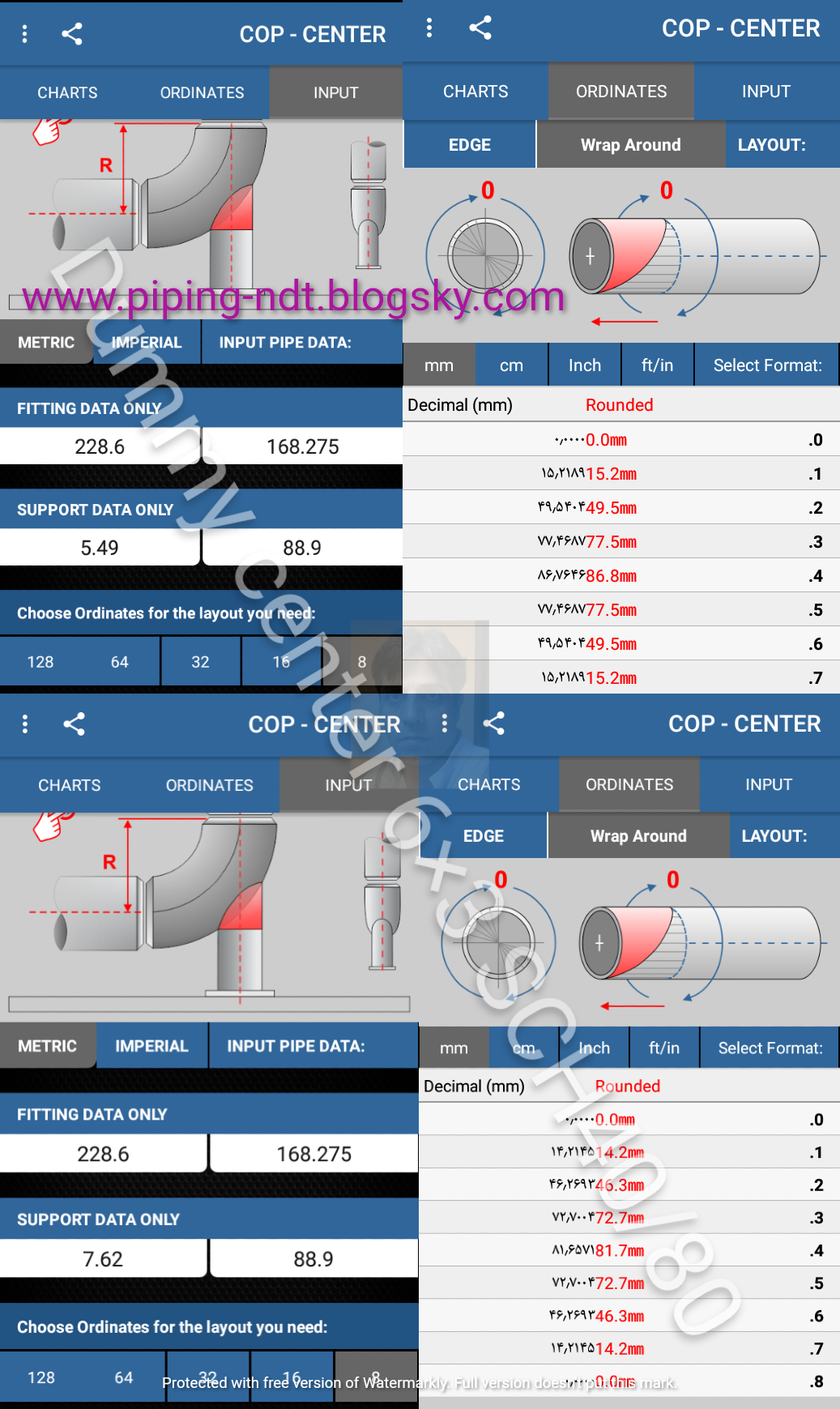
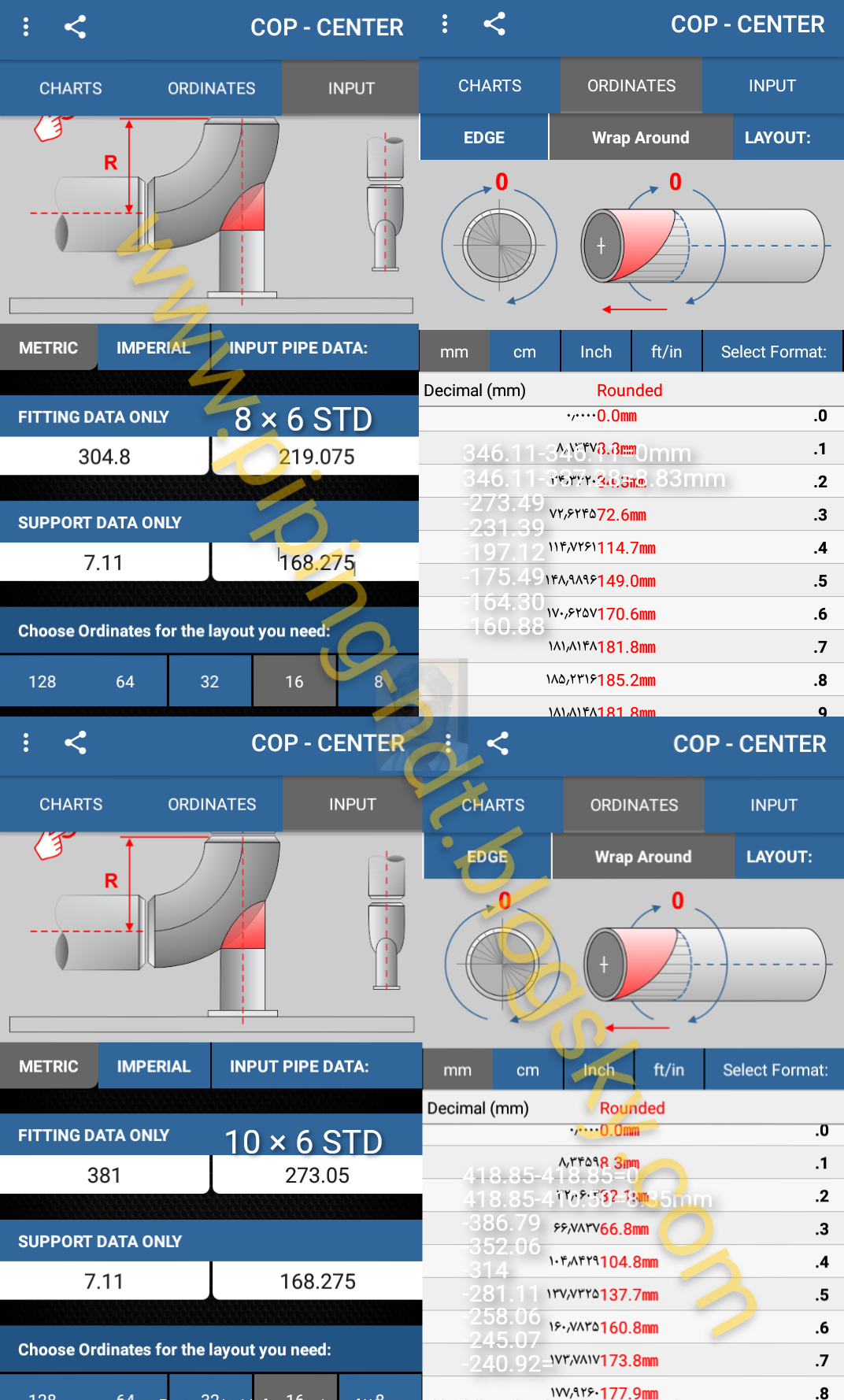
DUMMY (CENTER) 8"/10" × 6 STD (7.11) :
در تصویر زیر در input data اولین ردیف ، شامل داده های زانوئی ۹۰ درجه لانگ است یعنی R ( اندازه سنتر زانوئی ) و کنار آن قطر خارجی - دومین ردیف مربوط به لوله ، اطلاعات ضخامت و قطر خارجی لوله.
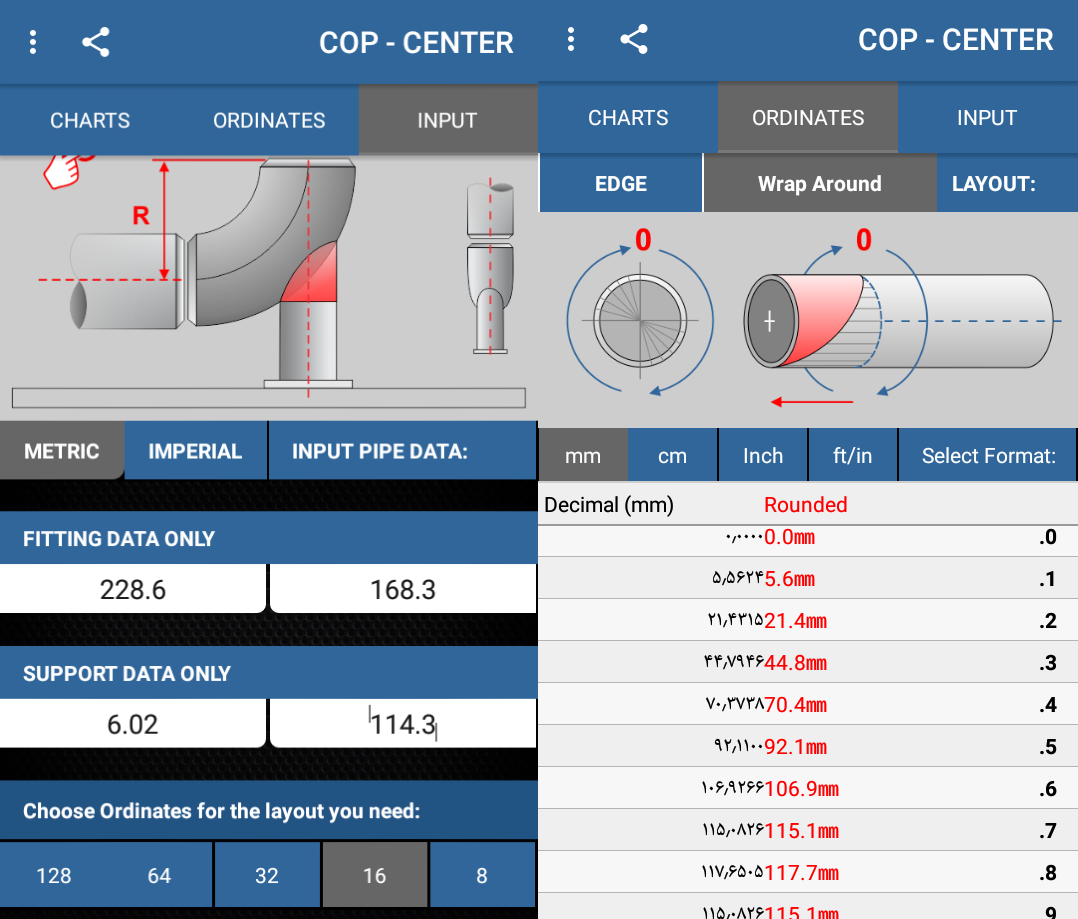
در تصویر زیر اندازه ها برای دامی ساپورت نوع سنتر به سنتر با سایز 2 اینچ s80 است که زیر البو 3 اینچ 90LR نصب می شود اندازه های آیتم 9 ببعد همان اندازه های 7 تا 1 است
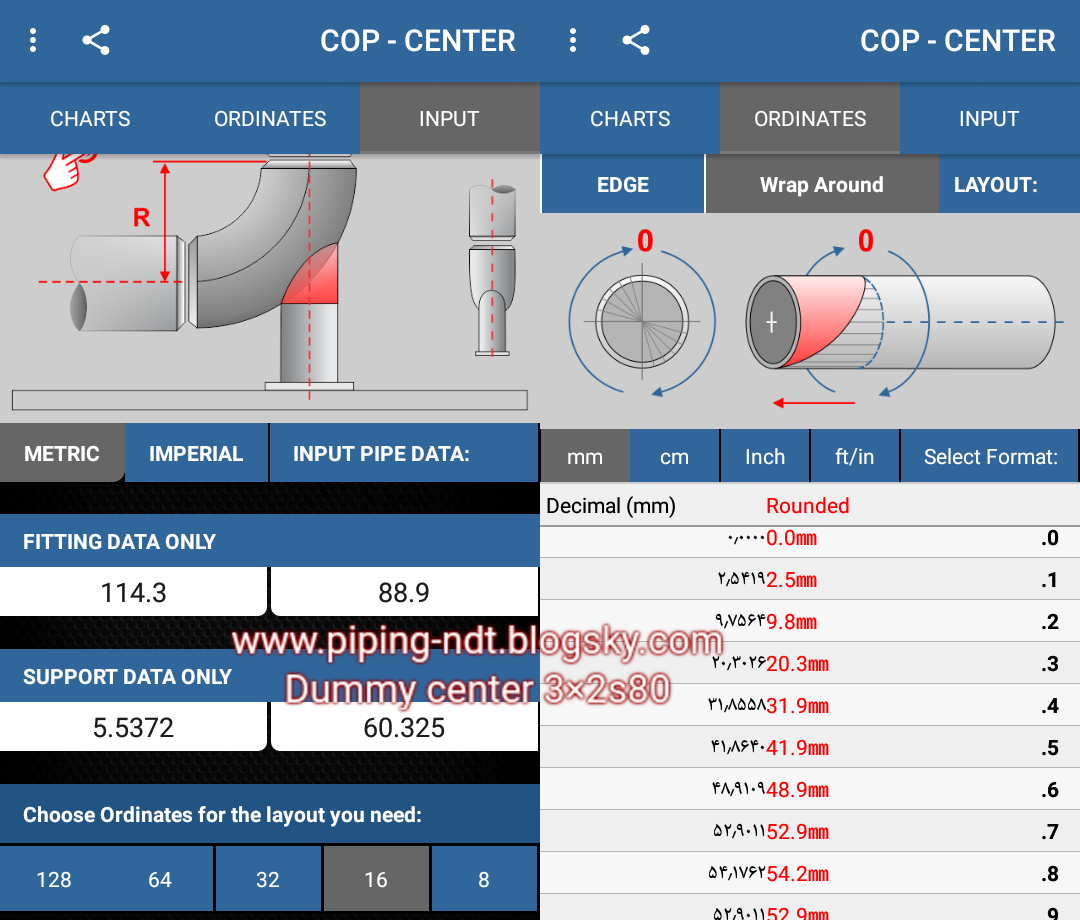
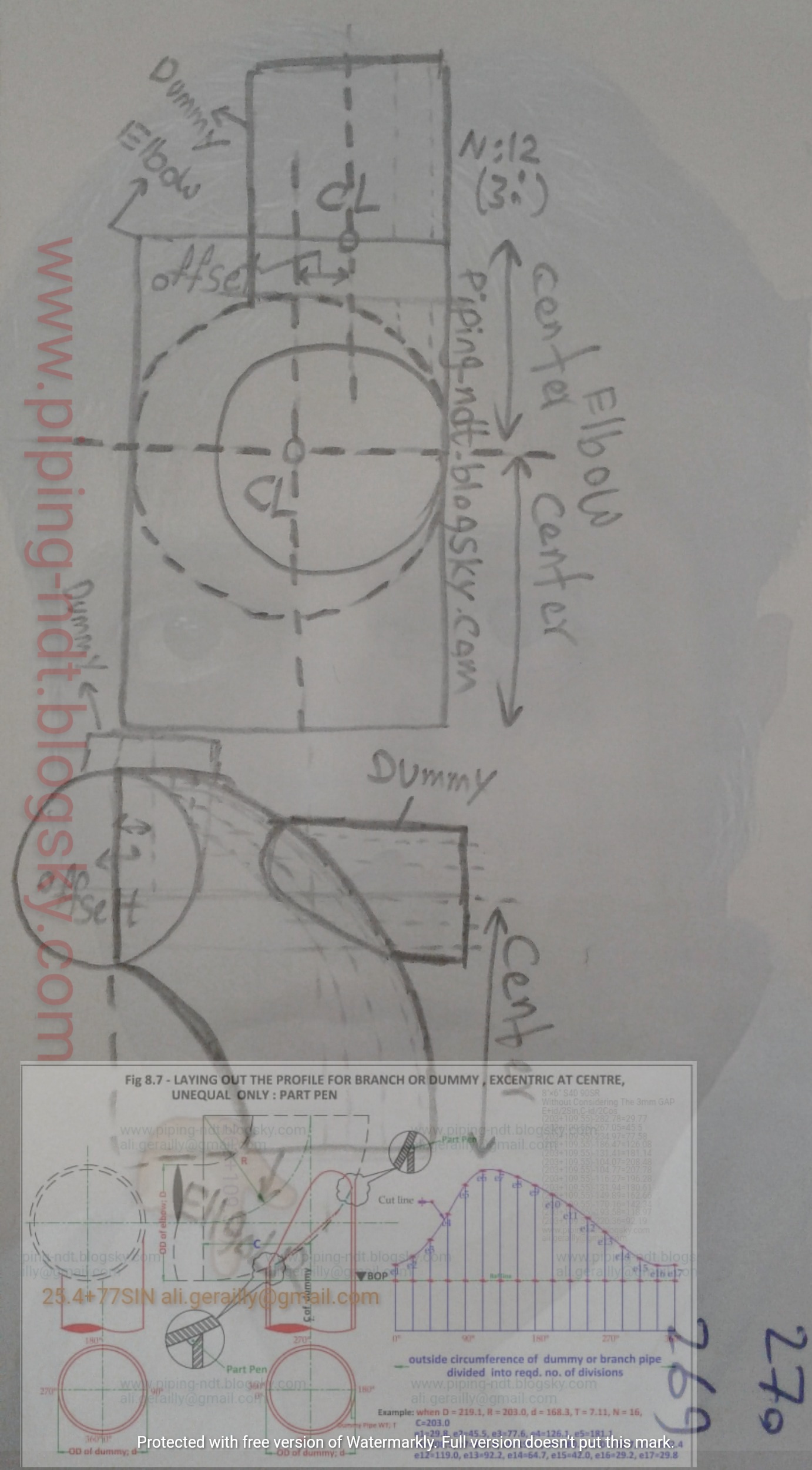
محاسبه در تصویر زیر کار بسیار ساده ای نیست ولی می توان در ذهن تجسم نمود.ساپورتی که نسبت به سنتر Offset دارد و همینطور از بغل البو.( البته محاسبات در این نوع موارد و نیز سایر موارد مثل نصب ساپورت در شعاع داخلی یا بیرونی زانوئی نیازمند پرداخت پول است تا به سایر آپشن ها دسترسی پیدا کنید ).فقط محاسبه ساپورت سنتر به سنتر البو رایگان بود که اعداد یکسری از سایزها با تصویر نشان داده شد.
در تصویر پائین و قست اول آن همانطور که ملاحظه می کنید گویای این است که R تغییری نمیکند و فقط در سطح افق لوله و زانوئی باهم Offset یا انحراف از مرکز دارند.( یعنی لوله دقیقا سنتر به سنتر زانویی می خورد از نظر ارتفاعی ولی از نظر سطحی به Side یا بغل البو مماس می شود.اینها کلا STUB-ON کار می شوند بهمین خاطر ID لوله و OD زانویی استفاده می شود.
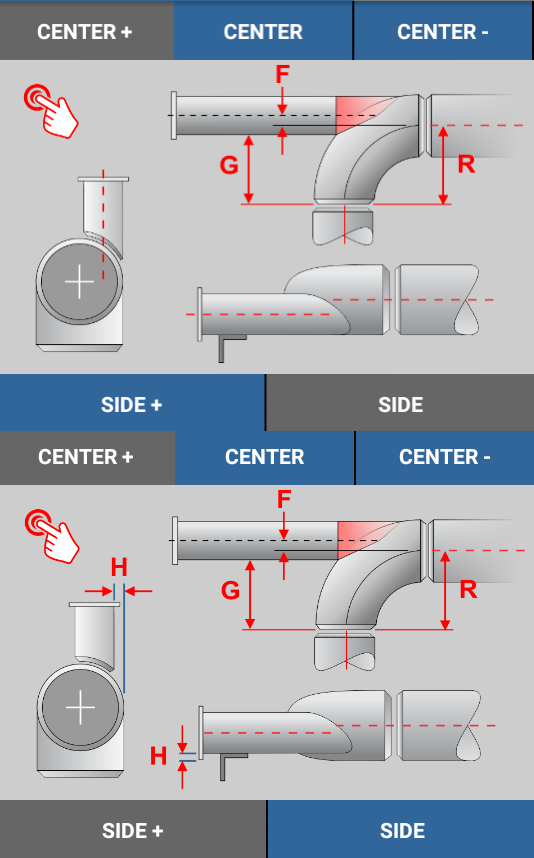
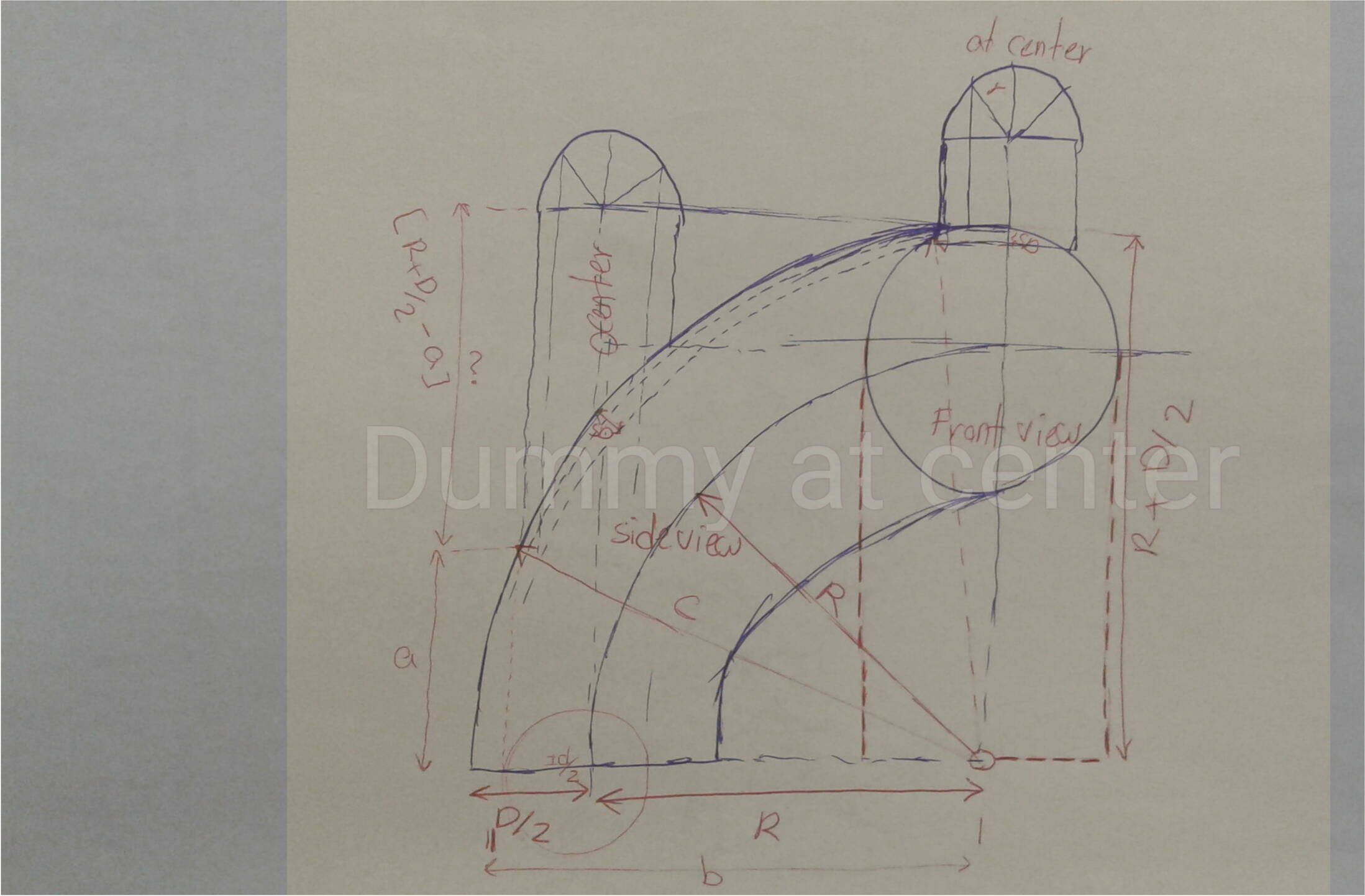
برای بدست آوردن اندازه های طول دامی با سنترهای مختلف ( 8 ، 16 ، 24 و .... ) دو نمای روبرو ( بعنوان وتر مثلث قائم الزاویه ) و جانبی ( بعنوان قائده ) کمک بسیار خوبیست حتی برای تصویر بالا یا دامی در موقعیت های مختلف.
نمای روبرو برای بدست آورن وتر : شعاع زانوئی که با اندازه ی نصف قطر آن تا عمق خط رایزر در هدر یا SD جمع میشود مثل ( رایزری که روی هدر بصورت قائم قرار میگیرد )
نمای جانبی برای بدست آوردن قائده : شعاع زانویی که طول اندازه تقسیمات دایره از آن کسر میشود
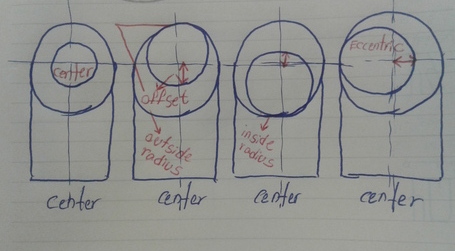
در تصویر بالا که نام آن ECCENTRIC در CENTER زانوئی است در نمای روبرو فرض کنید رایزریست که بصورت قائم به بغل لوله هدر میخورد یعنی دایره هدر را می کشید و دایره رایزر نیز بالاتر از آن بطوریکه به هدر مماس شود یک آفستی بین سنتر رایزر و هدر بوجود می آید اگر دقیقا مماس باشد ، اختلاف میشود D-d)÷2) . این اختلاف در فرمول لحاظ میشود. در صورت در سنتر قرار گرفتن نمای جانبی همانست که توضیح داده شد و آفست در فرمولش نقشی نخواهد داشت ولی اگر دامی بالاتر یا پائین تر از سنتر البو قرار گیرد R حتما تغییر خواهد کرد و باید آفست در فرمول نماب جانبی کم یا زیاد شود.
البته بعد از محاسبه a ( مجهول ) ، این عدد از 2D ( برای البو با سایزهای بزرگتر از 14 ) و یا C+D/2 ( در البو با سایزهای کوچکتر از 12 اینچ ) کسر میگردد تا طول از زیر زانو تا اولین نقطه برخورد روی البو بدست آید.
در تصویر بالا چون مماس به سمت راست دایره زانوئی است و در ربع اول قرار می گیرد ، E یا اختلاف دو سنتر یا آفست با rsin زاویه جمع می گردد
با تصویر زیربه راحتی می توانید اندازه ها را بدست آورید. به مثلث های قائم الزاویه توجه نمائید.a را بدست آورید و از سنتر + D/2 کسر کنید.این اندازه از زیر البو تا نقطه برخورد است.به نمای FRONT توجه کنید اگر قرار شد دامی شما در سنتر و به بغل یا طرفین البو نصب شودیا کمی شیفت به چپ و راست داشته باشد ( آفست ) رایزر را ( که در بالا ی دایره زانوئی و وسط است ، نمای جلو ) به سمت چپ یا راست رسم کنید و نقاط برخورد روی دایره بزرگتر را بدست آورید.از دایره قرمز ، پرگار را باز کرده و سوزن آنرا روی نقاط برخورد روی دایره زانوئی گذاشته و بچرخانید یک کمان ایجاد می شودکه به خطوط تقسیمات در سمت چپ تصویر که از رایزر می آید برخورد میکند نقاط برخورد مد نظر ماست.
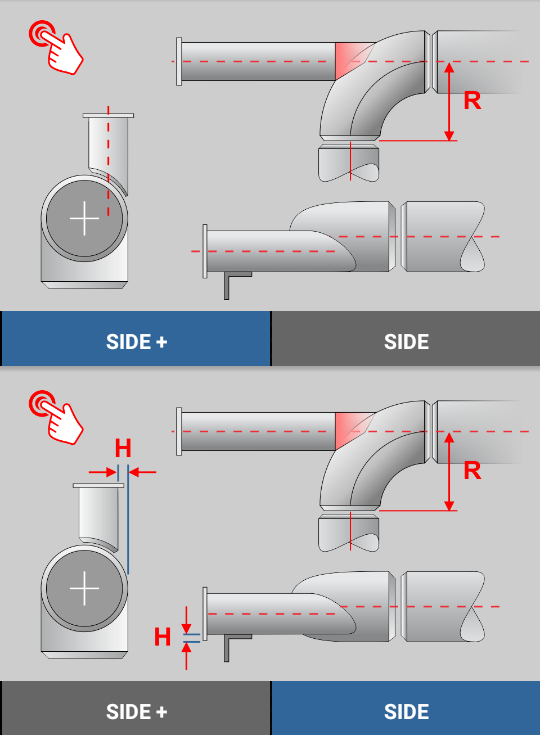
در تصویر زیر اندازه ها برای دو نوع دامی ساپورت نوع سنتر به سنتر و دامی غیر هم مرکز در سنتر داده شده ( تقسیمات : 16 سنتر ) چنانچه مطلب بازخورد داشت اندازه ها برای دو نوع دیگر یعنی قرار گرفتن در شعاع بیرونی و شعاع داخلی البو در زیر تصویر قرار داده خواهد شد .... ستون BOTTOM منظور این است که اندازه از زیر البو تا اولین نقطه که ZERO است محاسبه شده.
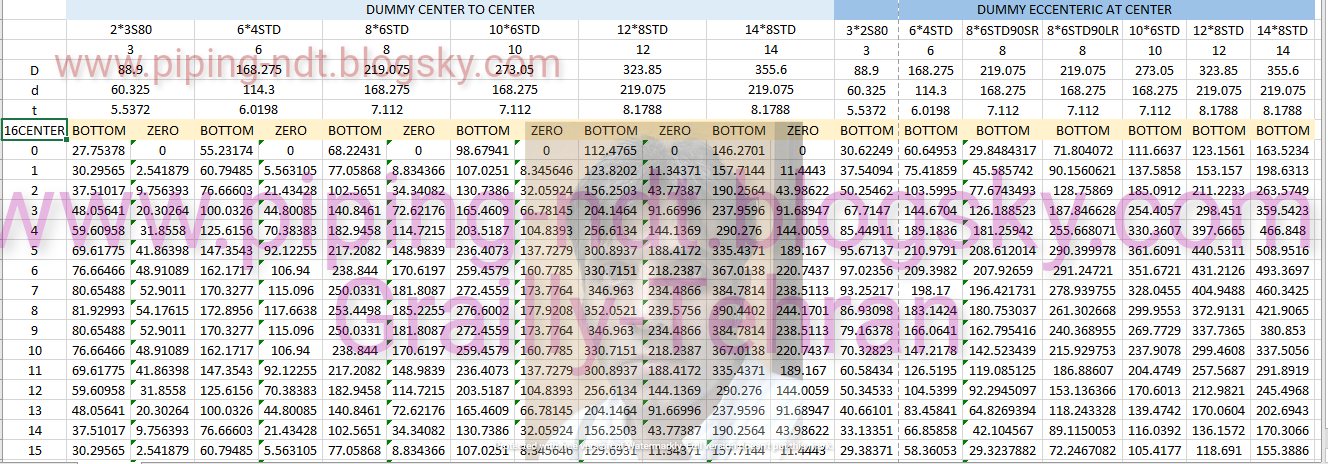
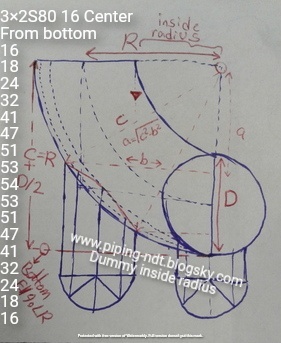
Dummy Support ( دامی ساپورت ) نوع inside radius که در پشت شعاع خارجی زانوئی و هم راستای شعاع داخلی آن نصب می گردد.این نوع دامی مثل انواع دیگر در سنتر زانویی قرار گرفته و آفستی ( خارج از مرکز ) بصورت منفی از شعاع دهانه زانوئی دارد.اگر از نمای بالا ببینید و روی کاغذ رسم کنید دو دایره مشاهده می کنید یکی بزرگتر که دایره زانوئی است و دیگری دایره رایزر که درست در سنتر و پائین دایره رایزر بر دایره زانوئی مماس شده.
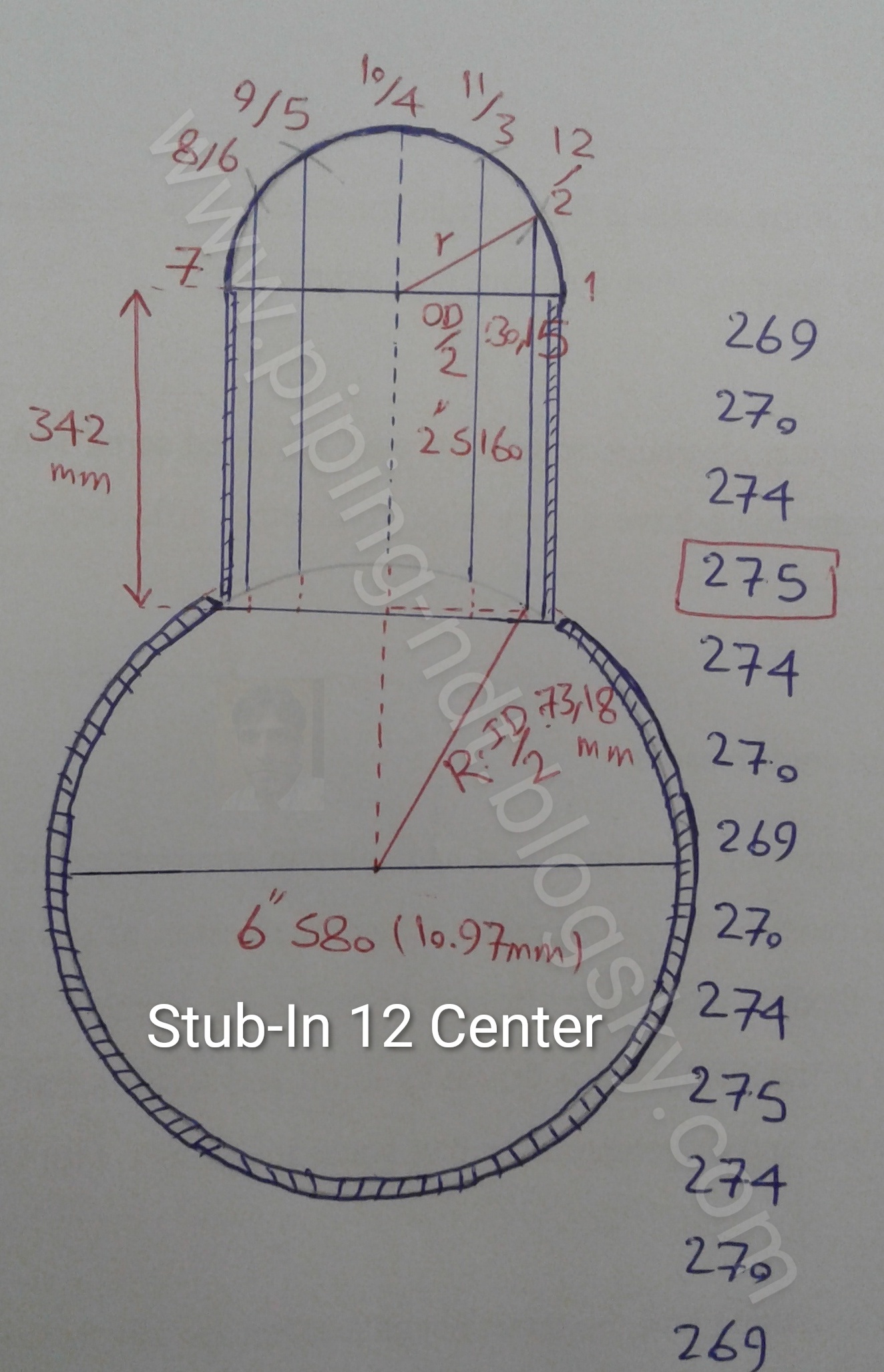
در تصویر زیر طول خام کل لوله 2 اینچ ( البته Gap بین دو اتصال برای جوش یا root opening لحاظ نشده و باید طبق wps کسر شود ) در آیزو یک متر و هشتاد سانتی متر داده شده . برای TAKEOFF این لوله گپ 3 میل در نظر گرفته شده و طول فلنج 73 میل است ( فرض شده که 418 میل اندازه از سنتر لوله 6 اینچ تا سنتر البو 2 اینچ 90 درجه لانگ است ) .نوع برنچ 90 درجه و STUB-IN کار می شود ( OD لوله 2 اینچ و ID هدر طبق شکل 4 و 5 استاندارد.
طول خام اولین نیپل اگر اندازه از سنتر 6 اینچ تا البو 2 اینچ برابر 418 میلیمتر باشد ، میشود 272mm ، نوع STUB-IN در نظر گرفته شد طبق شکل 4 یا 5 ( OD انشعاب و ID هدر )
طول خام دومین نیپل
439-(2×76+2×3GAP)=281mm
طول خام سومین نیپل
1139-(2×76+2×3GAP)=981mm
طول خام چهارمین نیپل
356-(76+73+2×3GAP)=201mm
272+281+981+201=1735mm
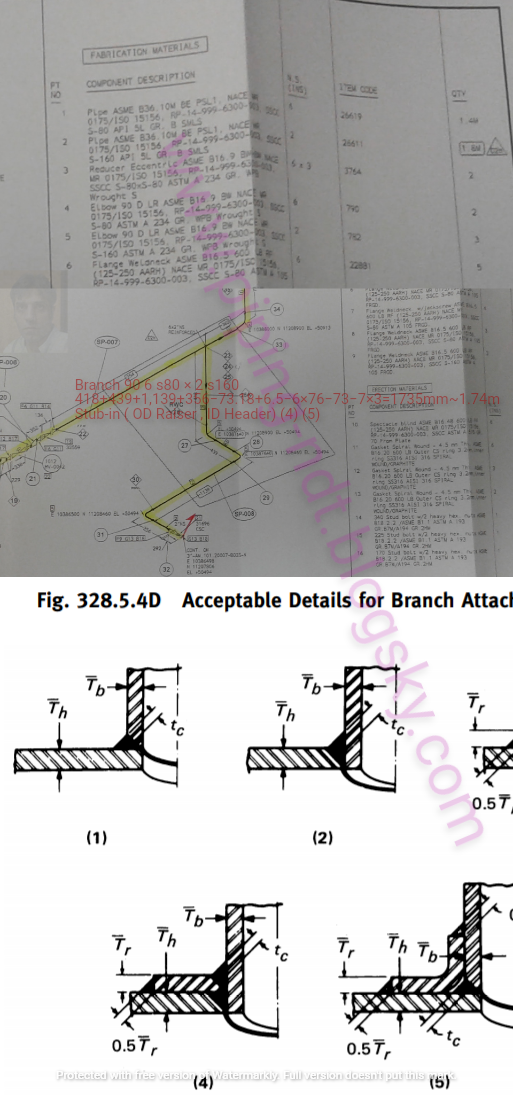
معمولا در آیزوها ابعاد و حتی ارتفاع از سنتر یک اتصال تا اتصال دیگر است ولی در بالا متراژ یک متر و هشتاد در TAKEOFF متریال بدست نیامد . چون GAP باید طبق WPS باشد لذا در آیزوها اندازه ها در پارت نامبر لوله با سایز مشخص ، بدون گپ داده شده و روی کار شما باید گپ ها را هم از اندازه خام بدست آمده کم کنید.
سوراخ برنچ لوله : Branch Hole
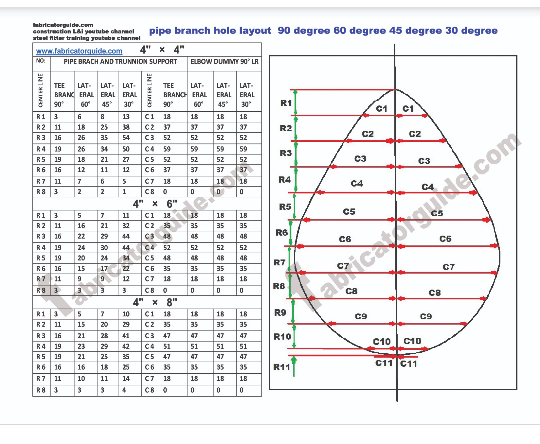
{kind=link}
{kind=link}
_(1)_l98j.jpg){kind=link}
_349p.png){kind=link}
ryug10x6_(1)_(1)_hm86.png){kind=link}
_(1)_(1)_vpid.png){kind=link}
_kvwc.png){kind=link}
_miy7.png){kind=link}
_(1)br456%C3%974_guy57_fd8o.jpg){kind=link}
حداقل ضخامت مورد نیاز Shell مخازن تحت فشار داخلی پاراگراف UG-27 سکشن 8
UG-27 THICKNESS OF SHELLS UNDER INTERNAL
PRESSURE
ضخامت SHELLS تحت فشار داخلی
(a) The minimum required thickness of shells under internal pressure shall not be less than that computed by the following formulas,18 except as permitted by Mandatory Appendix 1 or Mandatory Appendix 32. In addition, provision shall be made for any of the loadings listed in UG-22, when such loadings are expected. The provided thickness of the shells shall also meet the requirements of UG-16, except as permitted in Mandatory Appendix 32.
حداقل ضخامت مورد نیاز SHELLS تحت فشار داخلی نبایستی کمتر از فرمول های اشاره شده در بعد باشد.جز آنکه توسط اپندیکس 1 یا 32 مجاز باشد.بعلاوه باید آئین نامه ای برای هر بارهای ذکر شده در UG-22 زمانیکه بار مورد انتظار است ، تهیه شود.ضخامت فراهم شده بایستی همچنین الزامات UG-16 را نیز رعایت کندجز آنکه در اپندیکس 32 مجاز باشد.
(b) The symbols defined below are used in the formulas of this paragraph.
سمبل های تعریف شده زیر در فرمول این پاراگراف مورد استفاده قرار می گیرند.
E = joint efficiency for, or the efficiency of, appropriate joint in cylindrical or spherical shells, or the efficiency of ligaments between openings, whichever is less.
calculated by the rules given in UG-53.
برای لیگامنت ( رباط های ) های بین حفره های باز برای مقدار E از قوانین مندرج در UG-53 استفاده نمائید.
P = internal design pressure (see UG-21)
برای فشار طراحی داخلی UG-21 را ملاحظه نمائید
R = inside radius of the shell course under consideration
شعاع داخلی کورس شل های تحت بررسی
S = maximum allowable stress value (see UG-23 and the stress limitations specified in UG-24)
مقدار حداکثر تنش مجاز ( UG-23 و محدودیت تنش مشخص شده UG-24 )
t = minimum required thickness of shell
حداقل ضخامت مورد نیاز شل
(c) Cylindrical Shells. The minimum thickness or maximum allowable working pressure of cylindrical shells shall be the greater thickness or lesser pressure as given by (1) or (2) below.
شل های استوانه ای . حداقل ضخامت یا حداقل فشار مجاز کاری بایستی بیشترین ضخامت یا کمترین فشار همانطور که در آیتم های یک و دو زیر داده شده ، باشد.
(1) Circumferential Stress (Longitudinal Joints).
When the thickness does not exceed one‐half of the inside radius, or P does not exceed 0.385SE, the following formulas shall apply:
اتصالات طولی . زمانیکه ضخامت از 1/2R یا P از 0.385SE بیشتر نشود فرمول زیر بایستی بکار برده شود.
t=PR/(SE-0.6P) Or P=SEt/(R+0.6t)
(2) Longitudinal Stress (Circumferential Joints).
When the thickness does not exceed one‐half of the inside radius, or P does not exceed 1.25SE, the following formulas shall apply:
اتصالات محیطی . زمانیکه ضخامت از 1/2R یا P از 1.25SE بیشتر نشود فرمول های زیر بکار برده می شوند:
t=PR/(2SE+0.4P) Or P=2SEt/(R-0.4t)
(d) Spherical Shells. When the thickness of the shell of a wholly spherical vessel does not exceed 0.356R, or P does not exceed 0.665SE, the following formulas shall apply:
شل های کروی . زمانیکه ضخامت شل در کل مخزن کروی از 0.356R یا P از 0.665SE بیشتر نشود فرمول های زیر بایستی استفاده شوند.
t=PR/(2SE-0.2P) Or P=2SEt/(R+0.2t)
(e) When necessary, vessels shall be provided with stiffeners or other additional means of support to prevent overstress or large distortions under the external loadings listed in UG-22 other than pressure and temperature.
در صورت لزوم ، مخازن بایستی با تقویت کنندها ( stiffeners) یا سایر وسائل اضافی پشتیبانی برای جلوگیری از تنش های بیش از حد یا اعواج های ( به هم پیچیدگی ) بزرگ تحت بارهای خارجی ذکر شده در UG-22 غیر از فشار و دما فراهم شوند.
(f) A stayed jacket shell that extends completely around a cylindrical or spherical vessel shall also meet the requirements of UG-47(c).
برای جاکتی که دور مخزن کروی یا استوانه ای گسترش می یابد می بایست طبق الزامات UG-47c عمل گردد.
(g) Any reduction in thickness within a shell course or spherical shell shall be in accordance with UW-9
هر کاهشی در ضخامت درون کورس شل یا شل کروی بایستی مطابق با UW-9 باشد.
حداقل ضخامت مورد نیاز پوسته یا لوله های استوانه ای تحت فشار خارجی Asme Section 8 UG-28
توضیحات زیر از سایت های مهندسی خارجی جهت سهولت فارسی زبانان عزیز و گرانمایه اقتباس شده و طبق پاراگراف UG-28 استاندارد Asme سکشن 8 برای حداقل ضخامت مورد نیاز اجزاء تحت فشار خارجی است.با دقت نوت های گراف ها ( برای هر متریال با SMYS مشخص شده ) در سکشن 2 را بخوانید!!!. البته مطالب زیر برای طراحی است که با نرم افزار انجام می شود و احتیاج به دانش خاصی نیست ، ولی این مطلب جهت اطلاع از اینکه چطور عمل می شود ، به کدام جداول و گراف ها رجوع می شود و نحوه خواندن گراف ها و یا محاسبه اعداد بین اعداد جدول چطور است بیان گردیده انشاءالله که مورد عنایت شما سروران گرامی قرار گرفته و بر معلوماتتان بیافزاید.انشاء الله.
cylindrical shell and tubes
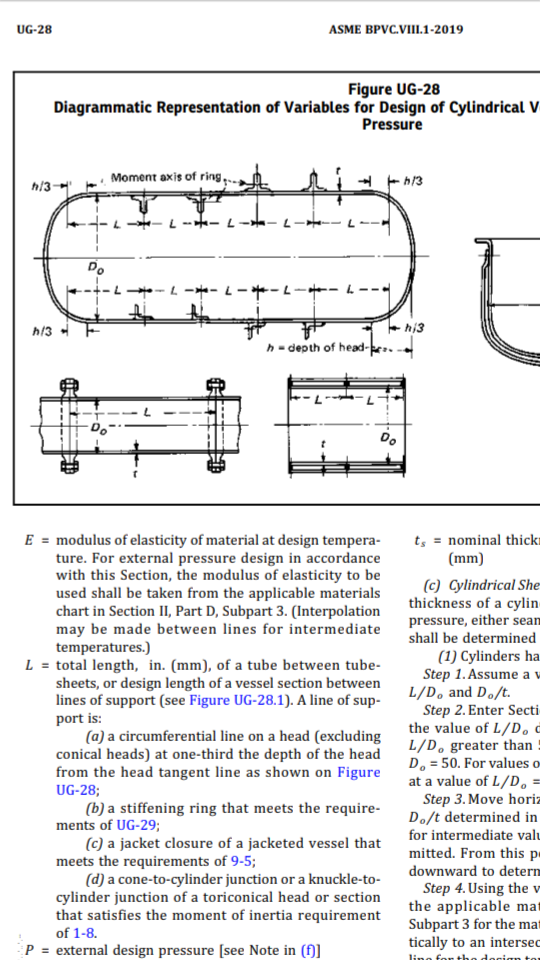
L : طول طراحی برای مخزن است.طول طراحی یک مخزن اغلب طول مخزن نیست این مقدار فاصله بین دو خط تقویتی است
در صورتیکه مقدار نسبت قطر خارجی به ضخامت مساوی و یا بیشتر از 10 باشد
shall be determined by the following procedure:
بایستی طبق روش زیر تعیین شود :
(1) Cylinders having Do /t values ≥ 10:
Step 1. Assume a value for t and determine the ratios
L/Do and Do /t.
تعیین مقدار نسبت طول ( فلنج به فلنج و .... ) به قطر خارجی و قطر خارجی به ضخامت
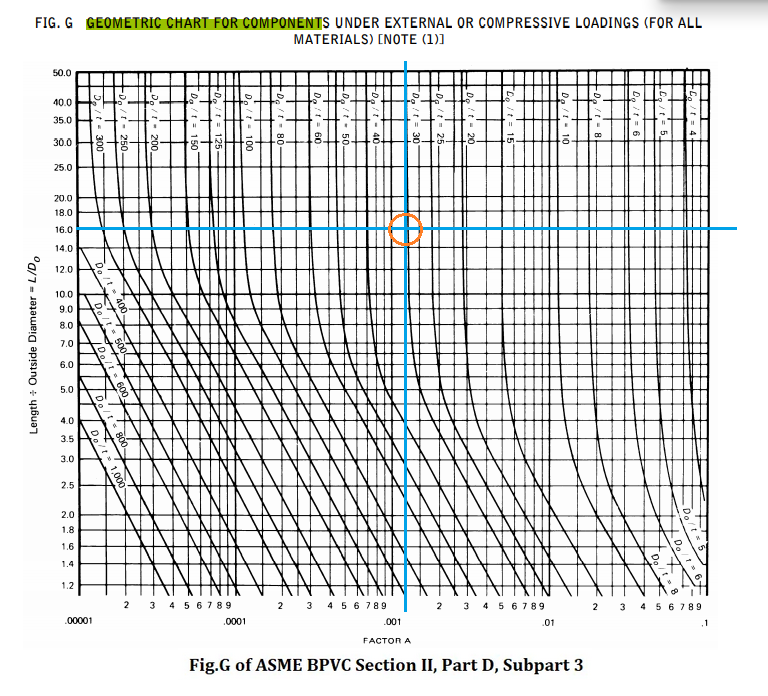
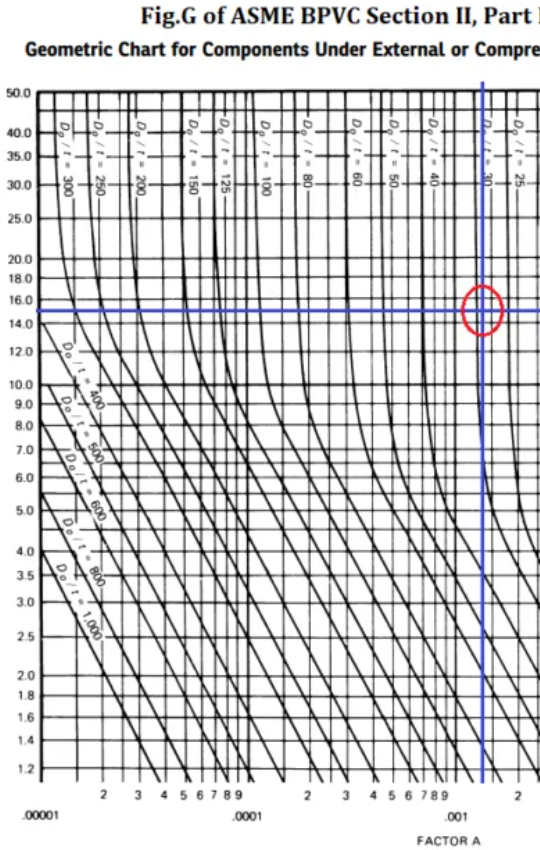
Step 2. Enter Section II, Part D, Subpart 3, Figure G at the value of L/Do determined in Step 1. For values of L/Do greater than 50, enter the chart at a value of L /Do = 50. For values of L/Do less than 0.05, enter the chart at a value of L/Do = 0.05.
مقدار L/D را در شکل G ( سکشن 8 ساب پارت 3 ) آکس عمودی مشخص کنید.
Step 3. Move horizontally to the line for the value of Do /t determined in Step 1. Interpolation may be made for intermediate values of Do /t; extrapolation is not permitted. From this point of intersection move vertically downward to determine the value of factor A.
درون یابی می تواند برای مقادیر میانی D/t استفاده شود ؛ برون یابی مجاز نیست. مقدار L/D را روی آکس عمودی بیابید و خط افقی
بکشید تا به مقدارخط D/t برخورد کند ، از این نقطه بصورت عمودی خطی به سمت پائین بکشید تا مقدار فاکتور A مشخص شود.
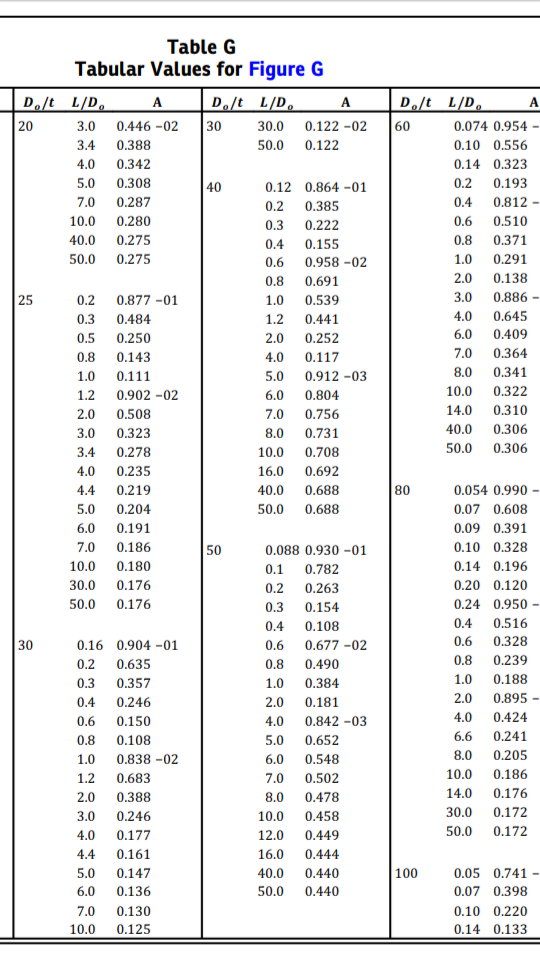
Step 4. Using the value of A calculated in Step 3, enter the applicable material chart in Section II, Part D, Subpart 3 for the material under consideration. Move vertically to an intersection with the material/temperature line for the design temperature (see UG-20). Interpolation may be made between lines for intermediate temperatures. If tabular values in Section II, Part D, Subpart 3 are used, linear interpolation or any other rational interpolation method may be used to determine a B value that lies between two adjacent tabular values for a specific temperature. Such interpolation may also be used to determine a B value at an intermediate temperature that lies between two sets of tabular values, after first determining B values for each set of tabular values.
اگر از مقادیر جدولی در سکشن 2 پارت D و ساب پارت 3 استفاده شود ، می توان از درون یابی خطی یا هر روش منطقی دیگری برای تعیین مقدار B که بین دو مقدار مجاور برای یک دمای خاص قرار دارد استفاده کرد. اینچنین درون یابی می تواند همچنین برای تعیین مقدار B در دمای میانی بین دو مجموعه از مقادیر جدول ، پس از تعیین مقادیر B برای هر مجموعه از مقادیر جدول استفاده شود.
In cases where the value of A falls to the right of the end of the material/temperature line, assume an intersection with the horizontal projection of the upper end of the material/temperature line. If tabular values are used, the last (maximum) tabulated value shall be used. For values of A falling to the left of the material/temperature line, see Step 7.
در مواردیکه مقدار A به سمت راست انتهای خط متریال /دما می افتد ، برخوردی را با برآمدگی افقی انتهای بالایی خط متریال / دما فرض کنید . اگر از مقادیر جدولی استفاده می شود ، آخرین ( حداکثر ) مقدار جدول بندی شده می بایست استفاده شود . برای مقادیری از A که به سمت چپ متریال / دما می افتد گام 7 را ملاحظه نمائید.
Step 5. From the intersection obtained in Step 4, move horizontally to the right and read the value of factor B.
از محل برخورد گرفته شده در گام چهارم بصورت افقی به سمت راست حرکت کنید و مقدار فاکتور B را بخوانید
Step 6. Using this value of B, calculate the value of the maximum allowable external working pressure Pa using the following equation:
با استفاده از مقدار B حداکثر مقدار فشارخارجی مجاز را با معادله زیر محاسبه نمائید.
Pa=4/3[B/(D/t)]
Step 7. For values of A falling to the left of the applicable material/temperature line, the value of Pa can be calculated using the following equation:
برای مقادیری از A که به سمت چپ خط متریال / دما می افتد ، مقدار Pa می تواند با استفاده از معادله زیر محاسبه شود.
Pa=2/3[AE/(D/t)]
Step 8. Compare the calculated value of Pa obtained in Step 6 or Step 7 with P. If Pa is smaller than P, select a larger value for t and repeat the design procedure until a value of Pa is obtained that is equal to or greater than P.
مقدار محاسبه شده Pa بدست آمده در گام 6 یا 7 با P را مقایسه کنید.اگر Pa کوچکتر از P است مقدار بزرگتری برای ضخامت انتخاب کنید و روش طراحی را تا رسیدن به Pa مساوی یا بزرگتر از P ادامه دهید.
▪☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆▪
We are considering a 34″ NPS Carbon Steel Pipe (ASTM A106 Gr. B) with 30.18 mm thickness (let’s consider this thickness is selected thickness under internal pressure)
در حال بررسی لوله کربن استیل نوع A106 Gr.B سایز 34 اینچ با ضخامت 30.18 میلیمتر هستیم ( میریم به بررسی ضخامت در ضخامت انتخاب شده تحت فشار داخلی )
P=20PSI ( فشار خارجی )
L=14000mm ( ای در قسمت لوله وجود نداردstiffener هیچ
T=30.18mm ( ضخامن بر اساس فشار طراحی داخلی )
Milltolerancr=0.3mm
Corrosion allowance=3mm (خوردگی مجاز)
t=30.18-0.3-3=26.88mm
Design Temp=150C
Y=SMYS=32000PSI
Step 1
Do/t = 864/26.88 = 32.14 ≈ 32
Pipe having Do/t values ≥ 10
مقدار نسبت قطر خارجی به ضخامت بزرگتر از 10 است
Step 2
L/Do = 14000/864 = 16.20 ≈ 16
مقدار نسبت طول unstiffnessed به قطر خارجی
برای یافتن عامل A ، کد Asme سکشن 2 پارت D ساب پارت 3 که شامل چارت ها و جداول تعیین ضخامت پوسته اجزاء تحت فشار خارجی است را باز بنمائید.
Step 3
Therefore, from the figure G , The Factor A = 0.00140 ( ASME SEC II PART D SUB PART 3 )
Step 4
نکته مهم : اگر مقدار فاکتور A در سمت چپ منحنی باشد ، باید فشار خارجی مجاز را با استفاده از معادله Eq2 محاسبه کنیم و E بایستی در معادله بکار گرفته شود.
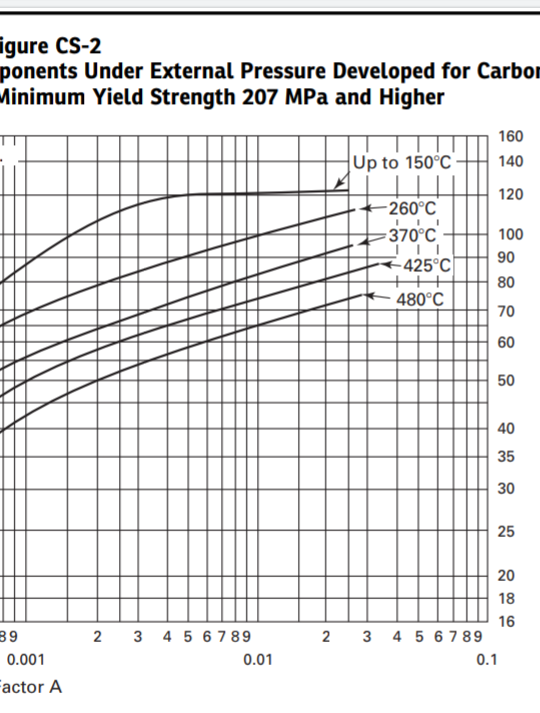
حالا بصورت افقی حرکت می کنیم تا مقدار فاکتور A را ببینیم ، منحنی را طبق دمای طراحی ( در این مورد ما 150 درجه ) انتخاب کرده و سپس خطوط را مطابقت دهید . ما می توانیم مقدار فاکتور B را در سمت راست گراف بدست آوریم
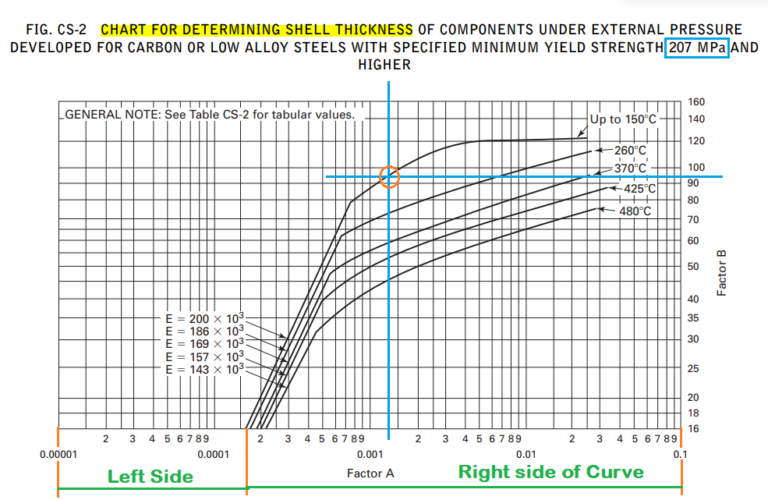
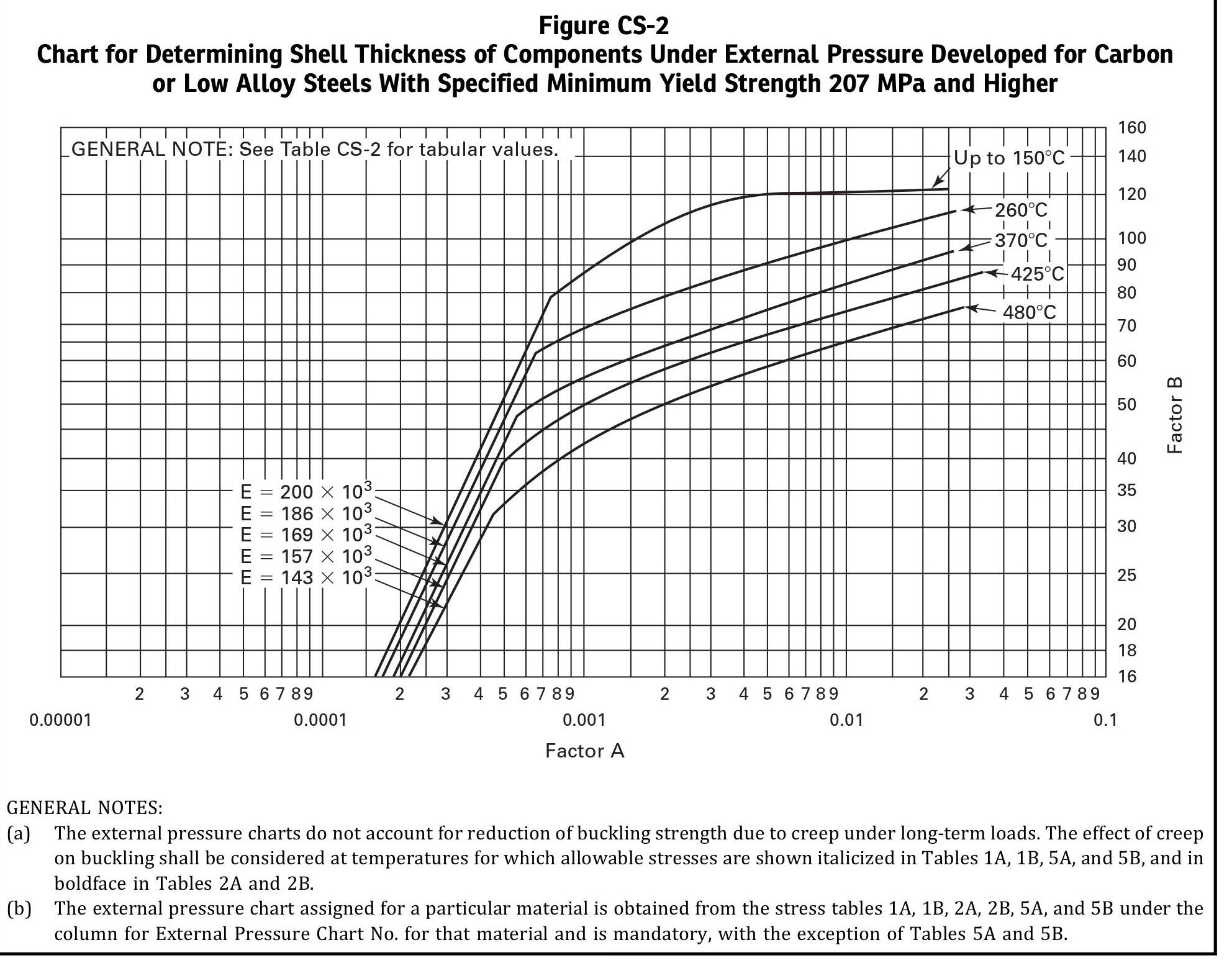
گراف بالا برای متریال فولاد کربن و آلیاژی دارای حداقل SMYS 207MPA و بالاتر و دمای 150 درجه به بالا
For this case, the value of factor ‘B’ = 94 MPa ≈
13600 psi
Step5: Calculate Maximum Allowable External Pressure (Pa)
محاسبه حداکثر فشار خارجی مجاز یا Pa
4×13600/3×32=566.66PSI
مثال دیگر :
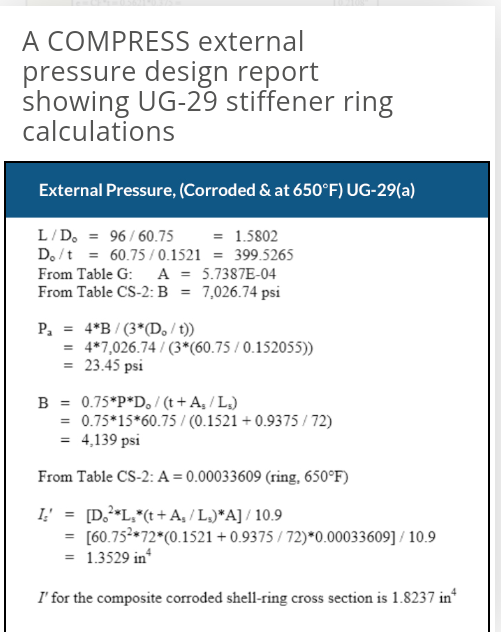
-گام چهارم یافتن فاکتو B : با استفاده از فاکتور A در گام 3 و قرار دادن در چارت مربوطه از شکل CS-2 با توجه باینکه SMYS برابر 35000PSI است .
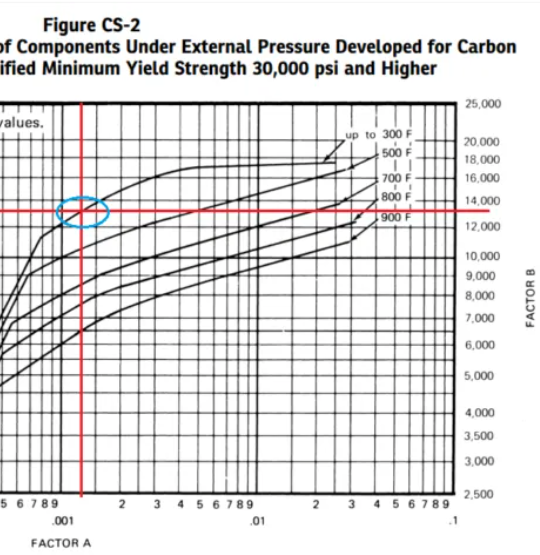
از منحنی مقدار فاکتور B برابر 13200 بدست آمد ( گراف بالا برای فولاد کربنی و آلیاژی دارای SMYS 30000PSI و بالاتر است پس در انتخاب گراف ها دقت نموده و نوت های زیر آن نیز مطالعه گردد
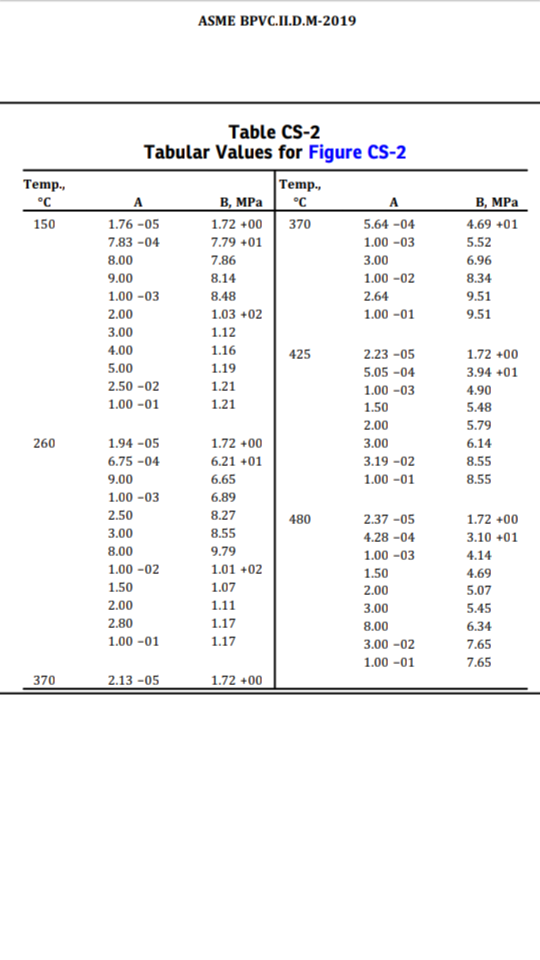
در جدول Tabular Values بالا برای CS-2 در ASME سکشن 2 ساب پارت 3 که بعد از گراف ها وجود دارد فاکتور A=0.00135 که بدست آمد بین دوفاکتور A=0.001 و A=0.002 است و فاکتورهای B آنها هم به ترتیب 84.8 و 103MPA است
-گام پنجم محاسبه حداکثر فشار خارجی مجاز :
Pa=4/3(B÷D/t)
Pa=4÷3×(13200÷29)=606.89PSI
در حالیکه Pa بزرگتر از P است ضخامت انتخاب شده لوله می تواند FULL VACCUM ( خلاء کامل ) را تحمل کند بنابراین لوله برای این وضعیت ایمن است.
NOTE :
Note "(b)" to Table 1A, Section II Part D, specifies to round to the number of decimal places given in the Table for the stress value at the higher temperature, which is one decimal place. Thus we get 16.8 ksi or 16,800 psi. ( 16.75 TO 16.8 )
خوانندگان گرامی چنانچه این مطلب برایتان مفید بود لطفا فاتحه ای برای پدر مرحومم قرائت و در نظر سنجی هم شرکت نمائید.
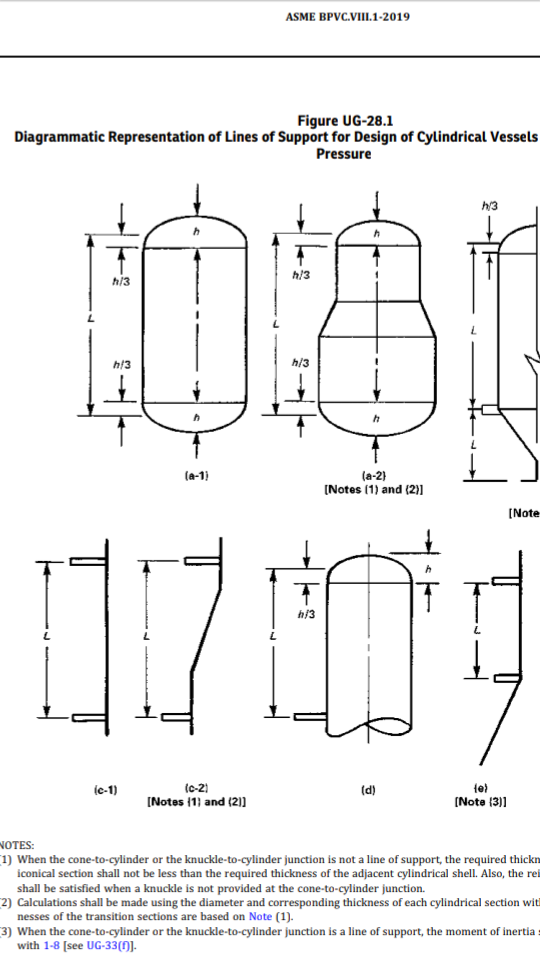
L در UG-28 ( ضخامت پوسته و تیوب ها تحت فشار خارجی ) در سکشن 8
THICKNESS OF SHELLS AND TUBES UNDER EXTERNAL PRESSURE
UG-28 means the length between the two flanges, heads ( h/3) , stiffeners, supports, etc
منظور از طول ؛ طول بین دو فلنج ، کلگی ها ، تقویت کننده ها و ساپورت ها و غیره
Linear intrapolation یا درون یابی خطی در جدول 5A استاندارد Asme سکشن 2 پارت D
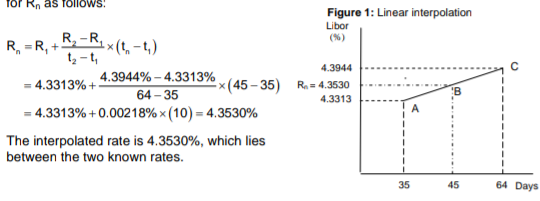
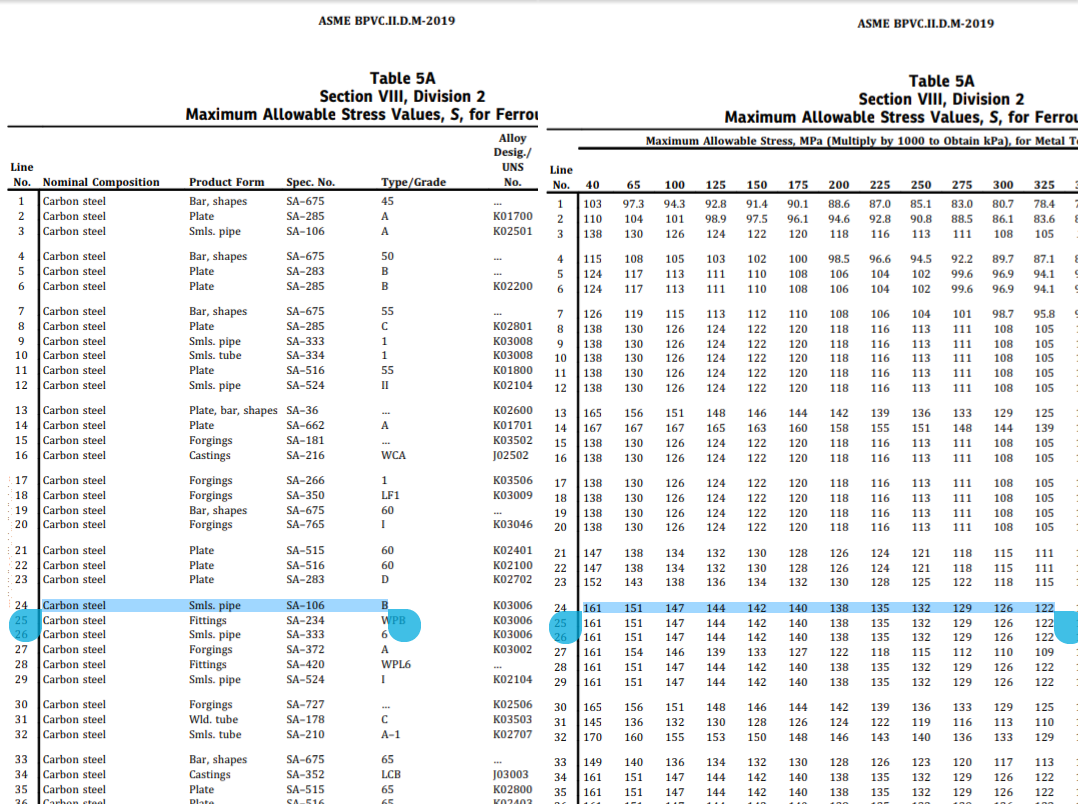
(d) The values in this Table may be interpolated to determine values for intermediate temperatures. The values at intermediate temperatures shall be rounded to the same number of decimal places as the value at the higher temperature between which values are being interpolated. The rounding rule is: when the next digit beyond the last place to be retained is less than 5, retain unchanged the digit in the last place retained; when the digit next beyond the last place to be retained is 5 or greater, increase by 1 the digit in the last place retained
برای پیدا کردن مقادیر S ( حداکثر تنش مجاز در دما ) بین دماهایی که در جدول داده شده ( intermediate temp : بین دماها) می توان از درون یابی استفاده کرد و قانون رند کردن را نیز بیان نموده : آخرین رقم اعشار اگر کمتر از 5 باشد عدد ثابت می ماند و تغییر نمی کند وقتی خود 5 یا بالاتر باشد یک رقم اضافه می کنید.Extrapolation یا برون یابی برای دماهای بالاتر و خارج از جدول ، مجاز نیست.
R(n)=(ماکزیمم تنش مجاز بین دو دما ( دمای مورد نظر
R1=ماکزیمم تنش مجاز در دمای پائین تر
R2=ماکزیمم تنش مجاز در دمای بالاتر
t1=دمای پائین تر از دمای مورد نظر
t2=دمای بالاتر از دمای مورد نظر
t(n)= در این دما بدست آیدR(n)دمای مورد نظر که باید تنش مجاز
External Pressre UG-28
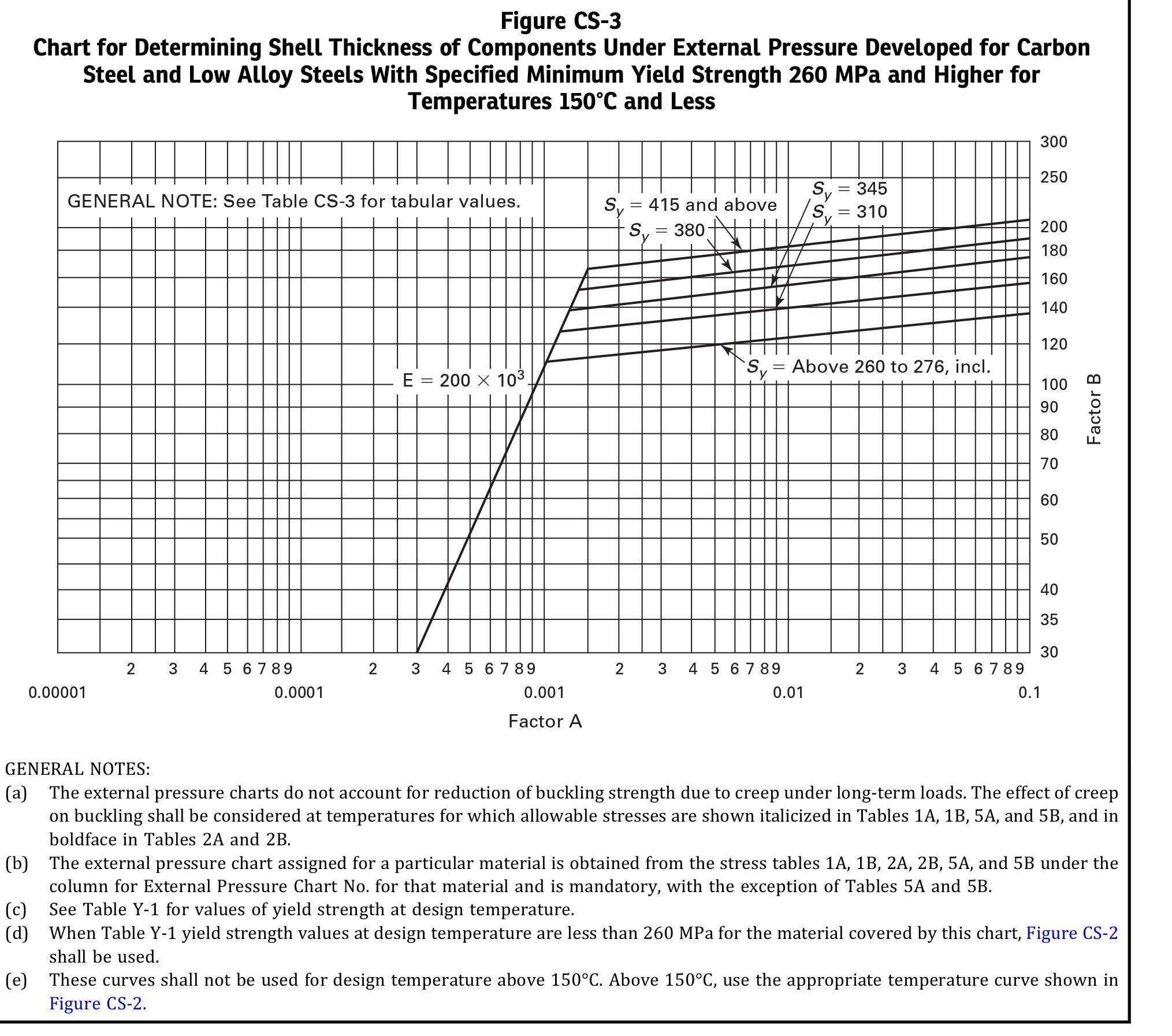
As for material API 5l X65Q, used for temperature -18celc to 121celc, should I use Fig. CS-2 or CS-3 for defining factor B?
همانطور که متریال API 5L X65Q در دمای 18C- تا 121C استفاده می شود ، شکل CS-2 یا CS-3 بایستی برای معین کردن فاکتور B استفاده شود؟
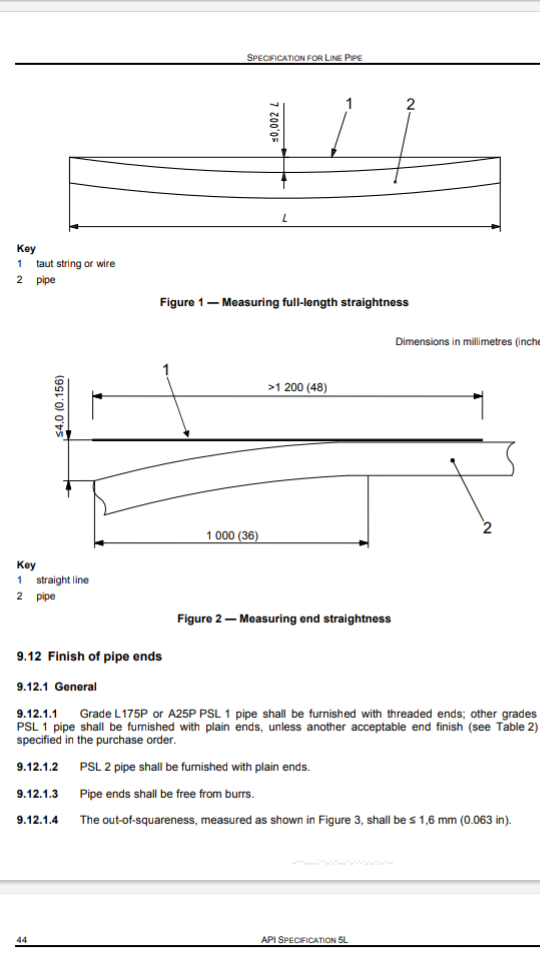
Straightness در استاندارد API
اندازه گیری انحراف در کل طول لوله و انحراف موضعی
9.11.3.4 The tolerances for straightness shall be as follows.
a) The total deviation from a straight line, over the entire pipe length, shall be ≤ 0,2 % of the pipe length, as shown in Figure 1.
مقدار انحراف از خط راست در کل طول لوله بایستی مساوی یا کوچکتر از 0.2 درصد طول لوله باشد طبق شکل 1
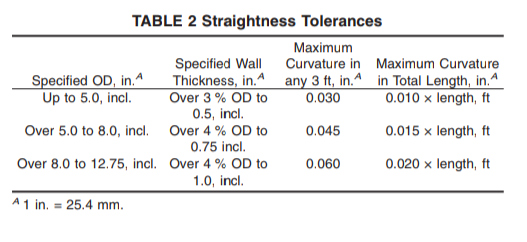
b) The local deviation from a straight line in the 1,0 m (3.0 ft) portion at each pipe end shall be ≤ 4,0 mm (0.156 in), as shown in Figure 2.
انحراف موضعی از یک خط راست در قسمت یک متری ( 3 فوت ) در هر انتهای لوله باید مساوی یا کوچکتر از 4mm باشد همانطور که در شکل یک نشان داده شده.
Straightness برای متریال Alloy و S.S طبق جدول استاندارد 999
16. Straightness
16.1 The finished pipe shall be reasonably straight.
16.2 For metal-arc welded pipe, the maximum deviation from a 10-ft [3.0-m] straightedge placed so that both ends are in contact with the pipe shall be 1⁄8 in. [3.2 mm]. For metal-arc welded pipe with lengths shorter than 10 ft [3.0 m], this maximum deviation shall be prorated with respect to the ratio of the actual length to 10 ft [3.0 m].
یک متر برابر 3.28 فوت است ، اگر لوله ی استنلسی با سایز 10 و ضخامت 0.5 اینچ ، طول 6متر و حداکثر عمق انحنای آن 9mm باشد آیا مجاز است؟
(6×3.28×0.020)×25.4=9.99mm
طبق محاسبه بالا حداکثر میزان ناصافی برای لوله 6 متری با ضخامت 0.5 اینچ برابر 10 میل است.
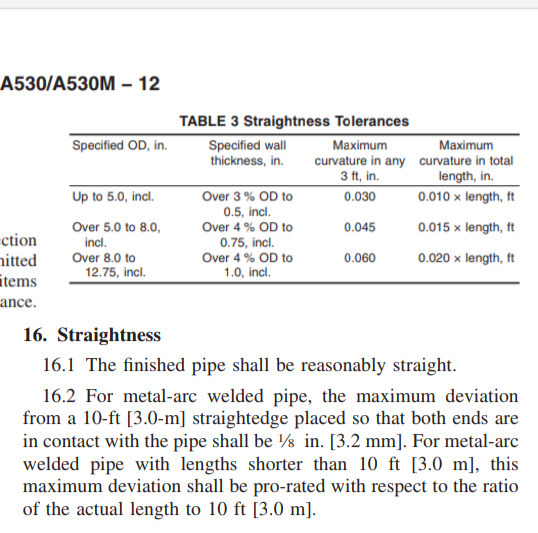
برای کمتر از 3 متر طول ، ماکزیمم انحراف طبق نسبت طول واقعی ( به فوت )تقسیم بر 10 فوت ضربدر ضریب داده شده بدست می آید.
Alignment مجاز در سرویس های پرفشار ASME B31.3
K328.4.3 Alignment
(a) Girth Butt Welds
(1) Inside diameters of components at the ends to
be joined shall be aligned within the dimensional limits
in the welding procedure and the engineering design,
except that no more than 1.5 mm (1⁄16 in.) misalignment is permitted as shown in Fig. K328.4.3.
ناترازی بیشتر از 1.5 میل نباشد
(2) If the external surfaces of the two components
are not aligned, the weld shall be tapered between the
two surfaces with a slope not steeper than 1:4.
سطوح خارجی دو جزء که در یک راستا قرار نمی گیرند باید تراش داده شود با شیبی که تندتر از یک به چهار نباشد.
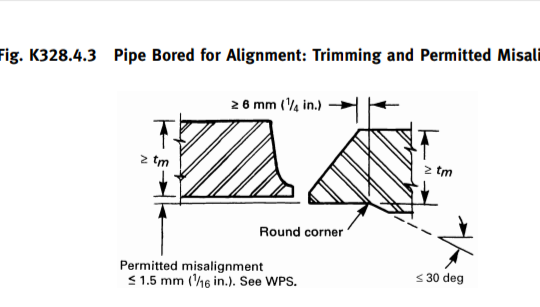
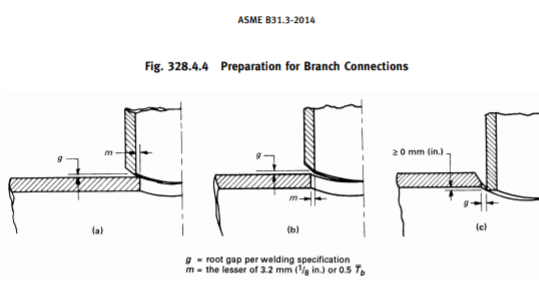
در A328.4.3 حد ناترازی را به wps ارجاع داده.برای برنچ کانکشن یا اتصال انشعاب برای Stub-on جایی که opening کوچکتر یا بزرگتر بریده شده باشد میزان مجاز m عدد3.2 یا 0.5T ( ضخامت برنچ داده شده)
محدوده ی ضخامت تست ضربه در PQR براساس استانداردASME IX 2019
QW-403.6 ( Supplementary Essential)
حداقل ضخامت فلز مبنا که تأیید می گردد برابر است با ضخامت تست کوپن T یا 16mm هر کدام کوچکتر باشد.با این حال اگر ضخامت T برابر یا کوچکتر از 6mm باشد.حداقل ضخامت فلز مبنا که تائید می گردد برابر است با نصف ضحامت T .این متغیر زمانیکه WPS در شرایطی تأیید شده که PWHT در درجه حرارتی بالاتر از حرارت استحاله ی فازی انجام شده ( بالای 720 درجه ) و یا زمانی که یک متریال آستنیتی یا 10H.No-P بعد از جوشکاری Annealing Solution شده باشد، بکار برده نمی شود.
این پاراگراف که جزء متغیرهای تکمیلی اساسی است زمانی کاربرد دارد که تست PQR نیاز به تست ضربه داشته باشد. محدوده ی ضخامتی این پاراگراف را می توان در سه سطح ضخامتی تعریف کرد:
1-بیشتر از 16mm ، حداقل ضخامت این محدوده 16mm است.
2-کمتر از 16mm تا (6mm) حداقل ضخامت این محدوده T تست کوپن است. (6mm جزء این محدوده نیست)
3- 6mm و کمتر، حداقل ضخامت این محدوده نصف T تست کوپن است.
در پاراگراف QW-403.6 فقط مینیمم ضخامت مورد تائید ذکرشده و نه حداکثر.
حداکثر ضخامت این سه سطح باید مطابق 1.451-QW باشد.
مثال:- 1 -اگر PQR دارای ضخامت 32mm باشد حداقل ضخامتی که برای این PQR تأیید می شود 16mm است.
مثال:- 2 -اگر PQR دارای ضخامت 12mm باشد حداقل ضخامتی که برای این PQR تأیید می شود 12mm است.
مثال:- 3 -اگر PQR دارای ضخامت 5mm باشد حداقل ضخامتی که برای این PQR تأیید می شود 5mm.2 است.
نتیجه: هنگامی که PQR نیاز به تست ضربه دارد رعایت حداقل ضخامت بسیار مهم و قابل توجه می باشد. بنابراین با انتخاب محدوده های ضخامتی مناسب می توان تعداد PQR ها را کاهش داد.
این پاراگراف فقط در مورد حداقل ضخامت، محدودیتهایی تعیین کرده است اما در مورد حداکثر ضخامت، همان معیارهای جدول 1.451-QW لحاظ میگردد.
معافیت از impact test
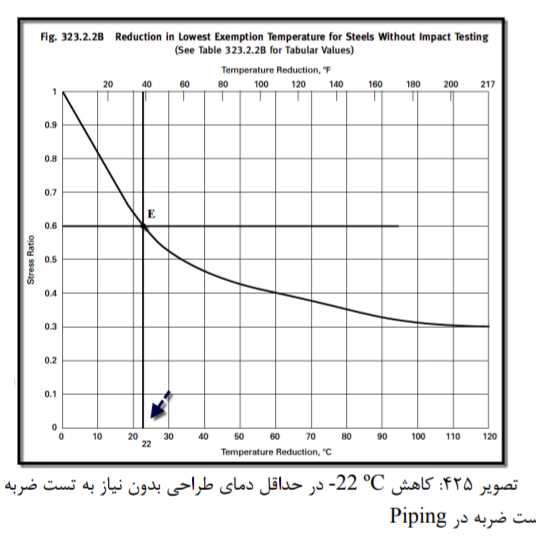
b -تست ضربه الزامی نمی باشد، اگر حداقل دمای طراحی بیشتر یا برابر با دمای 104C- باشد و نسبت تنش یا StressRatio تعریف شده در تصویر 323.2.2B از 0.3 تجاوز نکرده باشد
c- وقتی نسبت تنش Ratio Stress تعریف شده در تصویر 323.2.2B از 3.0 بیشتر باشد پایین ترین دما، حداقل دمای طراحی مجاز 55F- یا 48C- می باشد.
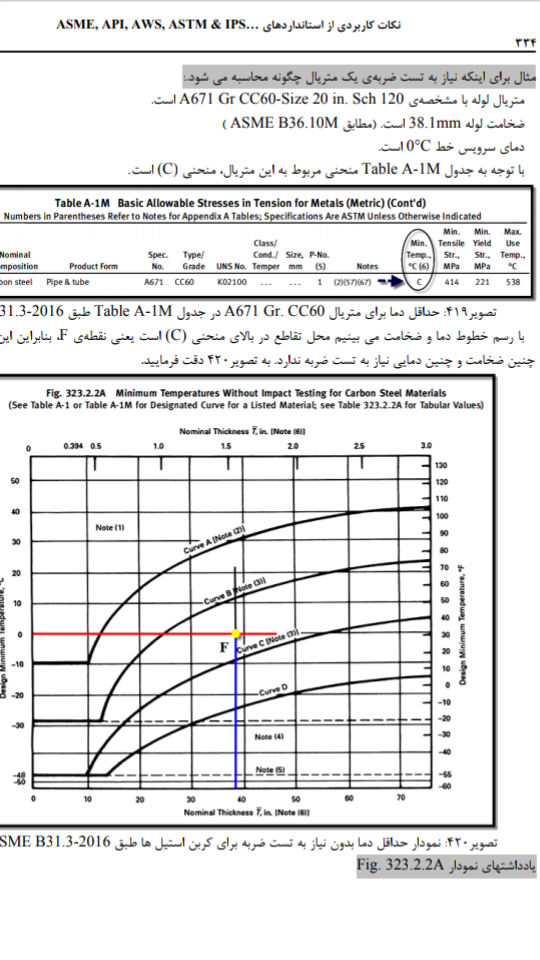
Material: A106 Gr. B (Seamless)
OD Pipe size: 12.75 in.
Design Temperature: 0ºC
Design Pressure: 500 Psi
Basic Allowable Stresses in Tension (From Table A-1) → 20000 Psi
E (quality factor from Table A-1B): → = 1
W (Weld Joint Strength Reduction Factor): From para. 302.3.5(e) → = 1
Y = (Table 304.1.1 Values of Coefficient Y for t < D/6) : → = 0.4
t = ? From para. 304.1.2 Straight Pipe Under Internal Pressure → For t < D/6
t = 500 × 12.75 / 2 (20000 × 1 × 1 + 500 × 0.4) → t = 0.158 in. → t = 4 mm
Sch 5 (according ASME B36.10M) → Thickness = 3.9 mm (0.156 in.)
با این افزایش ضخامت یک معافیت کاهش دمای پایین تر برای این متریال بدون نیاز به تست ضربه حاصل می شود. حال میزان این کاهش چند درجه است؟ اول می بایست مقدار Tension in Stresses Allowable Basic حقیقی این ضخامت جدید را حساب کرد. بصورت زیر:
0.25 = 500 × 12.75 / 2 (S × 1 × 1 + 500 × 0.4) → 0.25 = 6375 / 2S + 400
→ 0.50S = 6375 / ( 0.25 × 400) → 0.50S = 6375 - 100 → S = 6275 / 0.50 → S = 12550
Stress Ratio = Actual Ratio / Basic Allowable Stresses → Stress Ratio = 12550/20000
→ Stress Ratio = 0.6
حال مطابق نمودار 2B.2.323. Fig از 6.0 خطی افقی رسم می کنیم تا خط قوسی نمودار را در نقطهی E قطع کند سپس از نقطه E به خط افقی نمودار خطی عمود رسم می کنیم تا میزان کاهش دما بدون نیاز به تست ضربه مشخص گردد. به نمودار دقت شود، منظور دمای ºC 22 است. یعنی این متریال تا دمای ºC 22 -نیاز به تست ضربه ندارد.
انرژی جذب شده در جدول برای نمونه های با ابعاد استاندارد Size Full می باشد ( 10 × 10 ) . برای نمونه های زیراستاندارد یا Subsize این ارقام باید در نسبت عرض نمونه واقعی به عرض نمونه با ابعاد کامل 10mm ضرب شود.
مثال: چنانچه نمونه کامل بایستی 18J انرژی جذب نماید ولی ابعاد نمونه موجود 3mm است و زیر سایز استاندارد میباشد، مقدار انرژی جذب شده بوسیله این نمونه باید
3÷10×18=5.4J
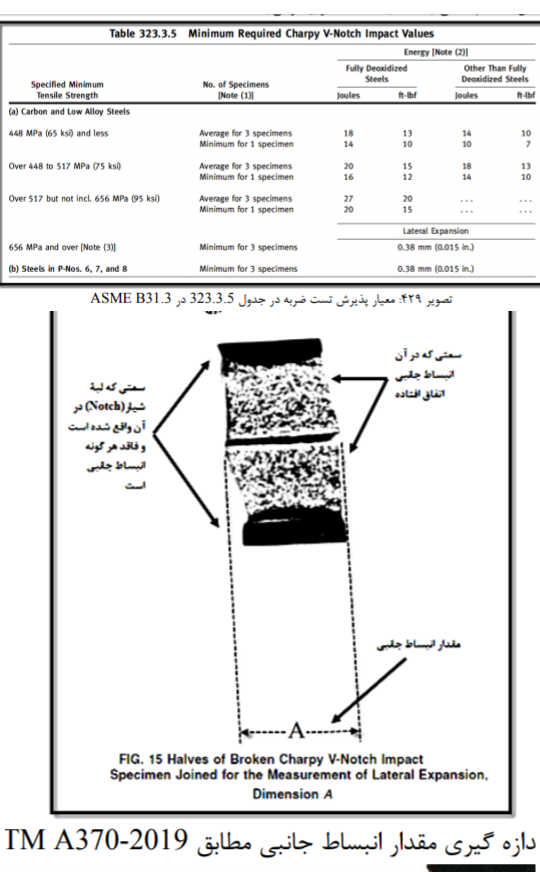
برای مواردی که انبساط جانبی (Criterion Expansion Lateral For ملاک است: اگر مقدار انبساط جانبی برای یک نمونه در یک دسته ی سه تایی زیر 038mm باشد ولی نباید زیر 0.25 باشد و چنانچه میانگین مقدار سه نمونه برابر یا بیشتر از mm 38.0 گردد ممکن است سه نمونه اضافی دیگر آزمایش مجدد شوند و هر یک از آنها (هر کدام از سه نمونه) بایستی برابر یا بیشتر از حداقل مقدار mm 38.0 باشند.
API 1104
نمونه های تست ضربه باید در جهت محور طولی لوله تهیه شوند. بایستی بزرگترین اندازه نمونه که بوسیله ضخامت لوله مجاز می باشد استفاده شود. ضخامت نمونه های Subsize بایستی حداقل %80 درصد ضخامت واقعی قطعه را دارا باشند. از هر یک از موقعیت های ساعت 6, 12 و 3 یا 9( از جوش محیطی لوله) بایستی 6 نمونه برداشته شود در مجموع 18 نمونه برداشته شود. که برای هر یک از موقعیتها، شیار (notch-V (3 نمونه در مرکز جوش و 3 نمونه دیگر در منطقه ی HAZ
حداقل 9 قطعه سالم برای هر موقعیت شیار (فلز جوش یا منطقهی متأثر از حرارت جوش HAZ ( بایستی مطابق الزامات ASME E23 در حداقل دمای طراحی یا پایین تر از این دما تست ضربه شوند.
A.3.4.2.3 Requirements API 1104 :
The impact energy for each notch location (weld metal or HAZ) is acceptable when the following criteria are met:
a) the average absorbed energy for each set of three specimens equals or exceeds 30 ft-lb (40 J);
b) the minimum individual absorbed energy for each set of three specimens equals or exceeds 22 ft-lb (30J)
c) when subsized Charpy specimens are used, the energy requirements, without correction or conversion, as stated in Items a) and b) above shall apply.
A.3.4.2.4 Retesting ( API 1104 2018 )
Retesting is permitted when no more than one specimen in each group of nine specimens (weld metal or HAZ) generates an absorbed energy less than 22 ft-lb (30 J), but the average absorbed energy from the set of three specimens that contains the low individual value exceeds 30 ft-lb (40 J). The retest requirements are as follows:
a) the three retest specimens shall be extracted from a location as close as possible to the location of the specimen that generated the low result,
b) the absorbed energy of all three retest specimens shall meet or exceed 30 ft-lb (40 J).
If the above retest criteria are satisfied, the Charpy results are acceptable. If the above criteria are not satisfied, no further retesting is permitted and the weld is rejected.
(Retesting) آزمایش تکرار- A.3.4.2.4 پاراگراف
وقتی که انرژی جذب شده یک قطعه (one than more no (در هر گروه (هر گروه یک ست سه قطعه ای است) از 9قطعه (منظور سه ست است) (از فلز جوش باشد یا از منطقهی متأثر از حرارت جوش HAZ ) کمتر از 30J باشد اما میانگین انرژی جذب شده برای هر سه ست قطعه بیشتر از 40J باشد ولی انرژی جذب شده یکی از قطعات تکی آن کم باشد، تکرار آزمایش مجاز است.