کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
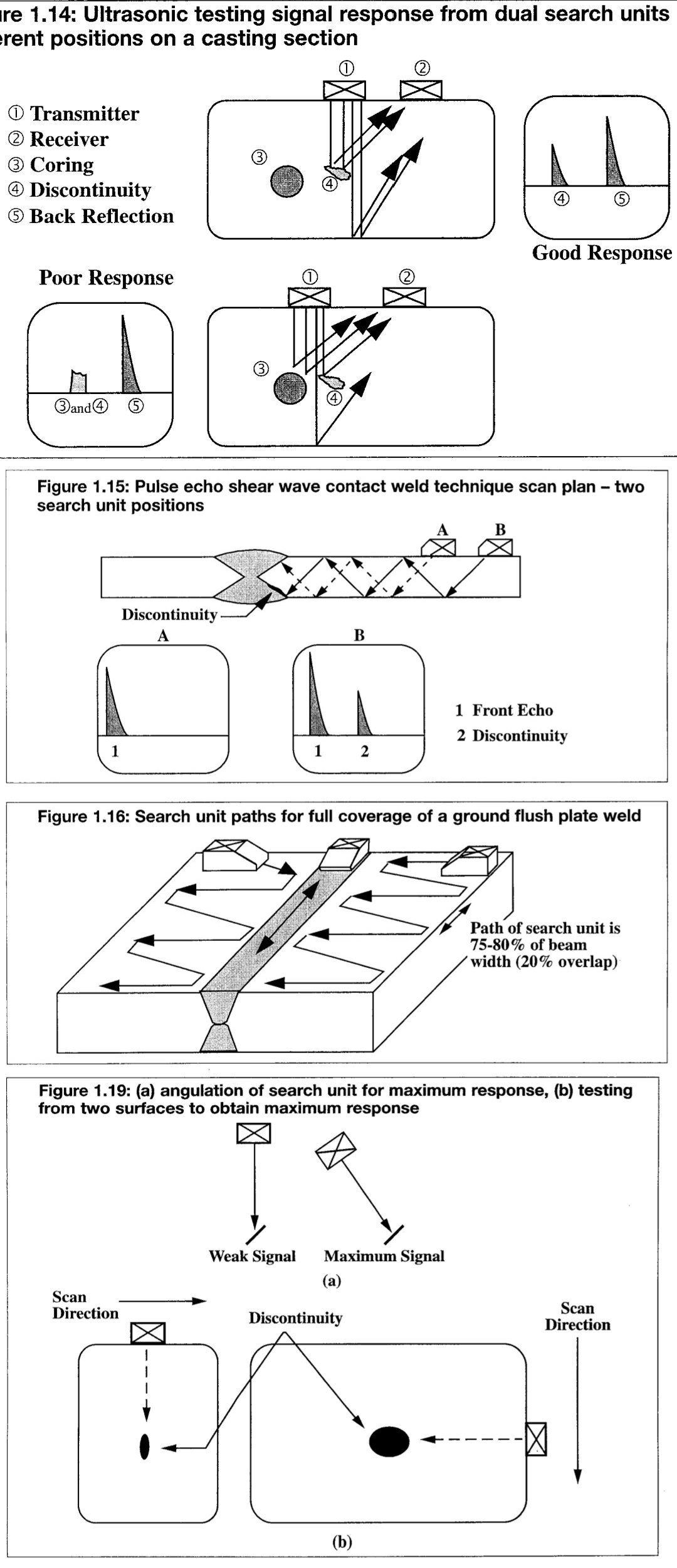
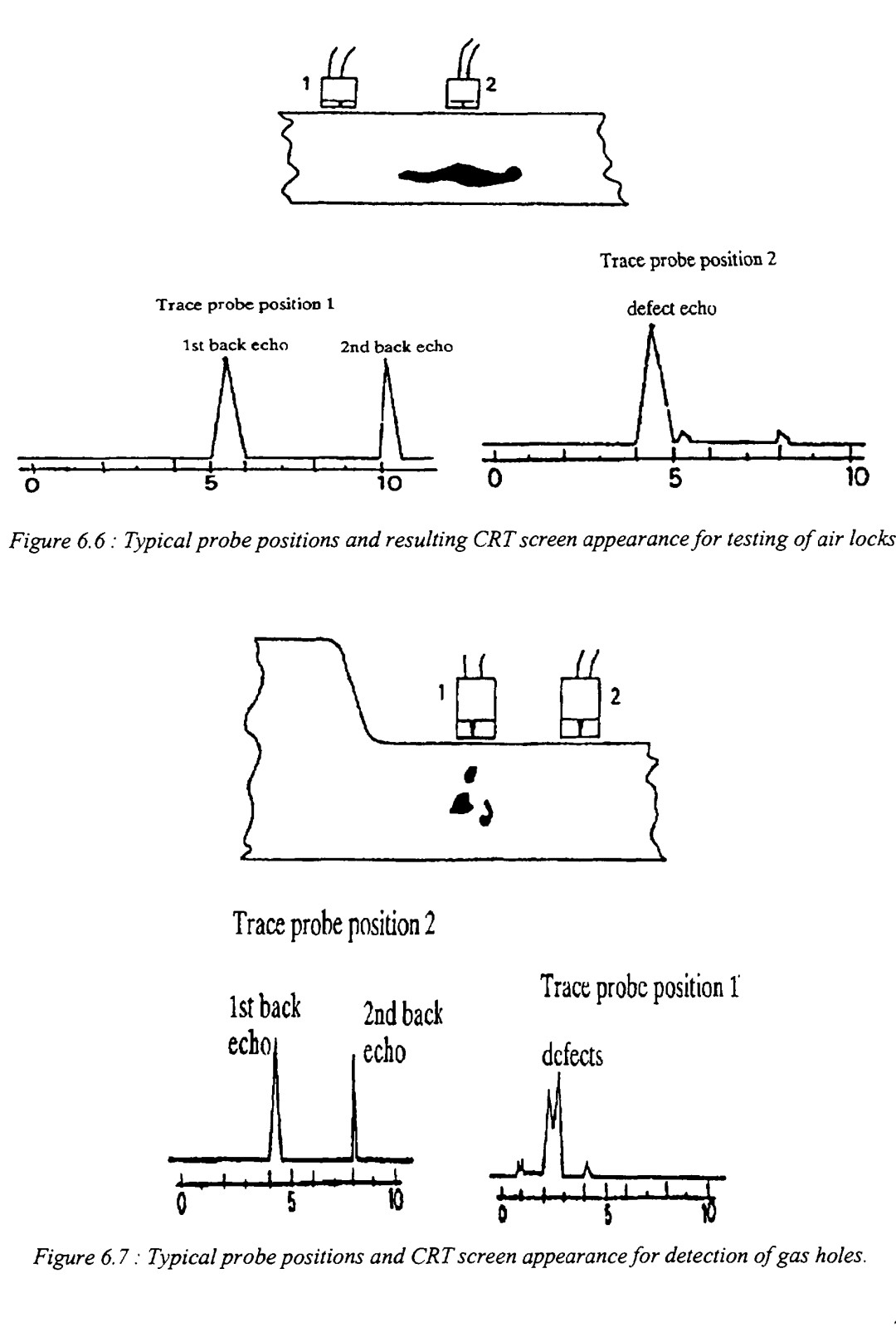
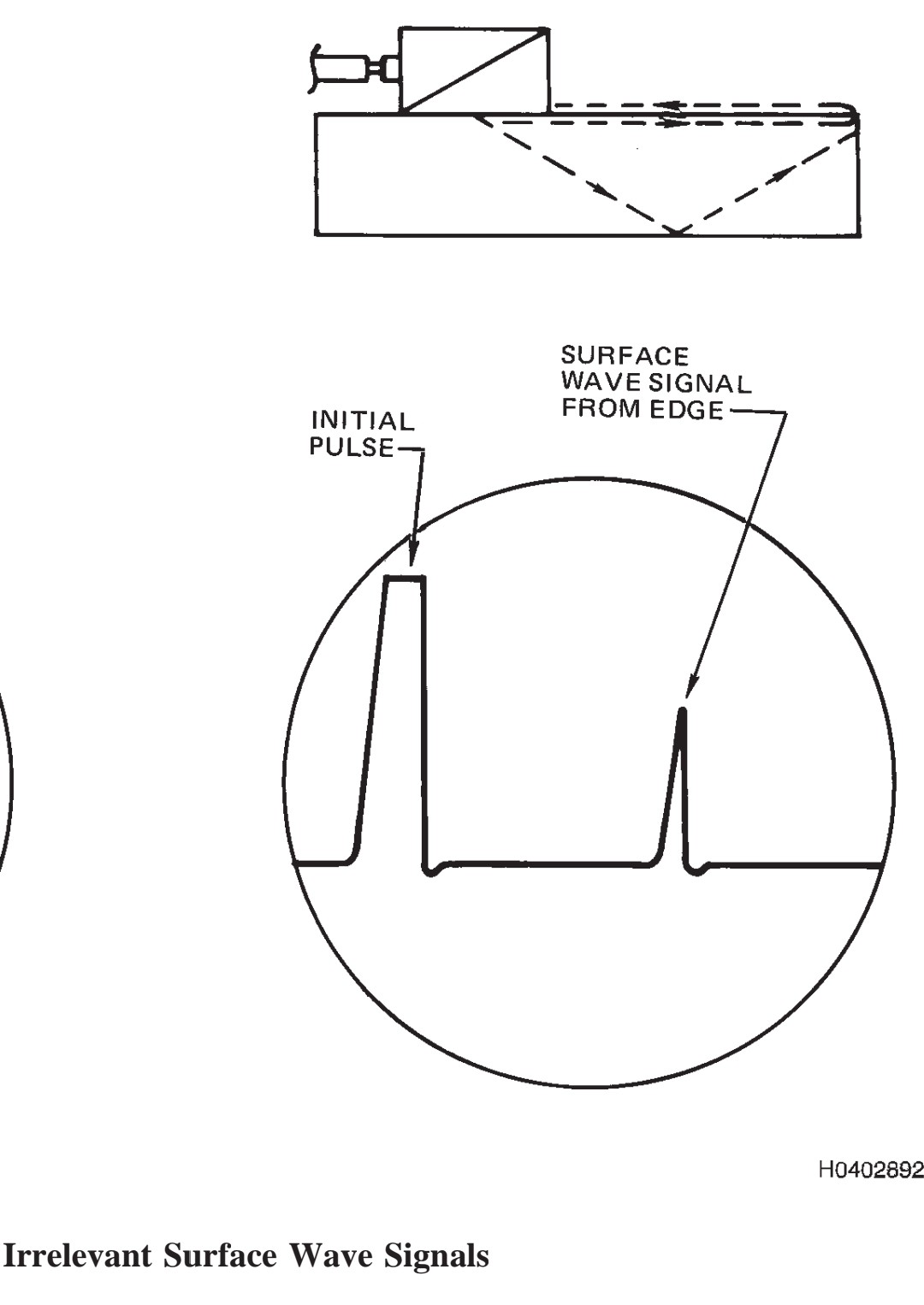
Pulse Echo Examination
نوع عیب :
- LOP یا عدم نفوذ ( در دسته غیر حجمی یا NON VOLUMETERIC ) :
در جوش Single V پیک بالایی از هر دو طرف ورق جوش شده دریافت می شود و به سرعت در اسکن چرخشی یا Rotational افت می کند در Half skip قابل دریافت است .
- LOF یا عدم ذوب ( در دسته غیر حجمی یا NON VOLUMETERIC ) :
پیک بلندی دریافت می شود ، در اسکن دورانی یا چرخشی به سرعت افت می کند و پیک در اسکن lateral یا افقی ( حرکت پراب در راستای جوش ) باقی می ماند بین Half skip و Full skip دریافت می شود.
- Crack یا ترک ( در دسته غیر حجمی یا NON VOLUMETERIC ) :
ترک می تواند در پنجه یا منطقه متاثر از حرارت ، مرکز جوش و ریشه باشد ، بازتابنده با دامنه بالا و چند وجهی بین Half skip و Full skip . افزایش و کاهش سیگنال روی چرخش و اسکن جانبی . کاهش دامنه در اسکن دورانی

تابع AWS در دستگاه CTS1002 PLUS
کلید CAL سرعت ماده و تأخیر پروب و همچنین زاویه را کالیبره میکند.
مراحل کار با AWS :
پراب زاویه ای :
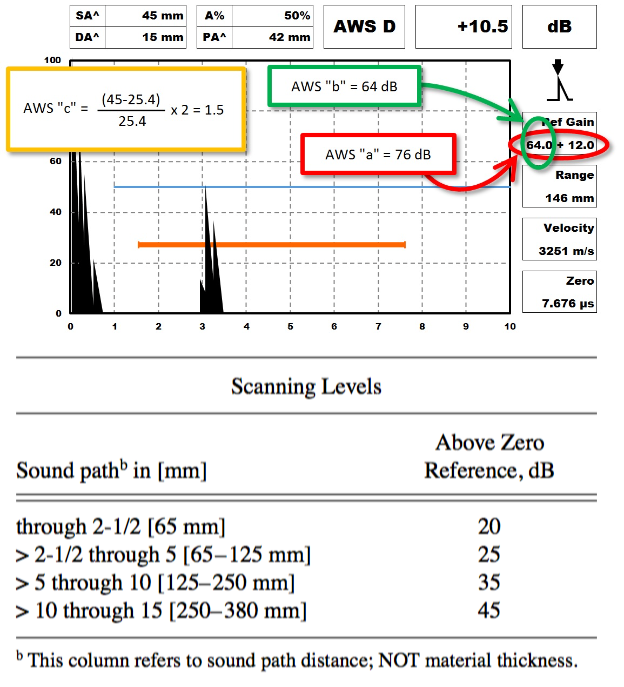
- حرکت پراب روی بلوک V1 و عقب جلو کردن آن برای گرفتن ماکزیمم سیگنال از سوراخ 1.5 میلیمتری ، می توان با Envelope کردن برای دقت بالاتر ماکزیمم را در منحنی رویت کرد. با بردن Gate روی سیگنال دریافتی و زدن دکمه Auto ، ارتفاع ، خودکار به 50 درصد صفحه ( 50% FSH ) تنظیم می شود ( طبق استاندارد باید به 50 تا 75 درصد صفحه رساند ). سپس کلید F2 را فشار می دهیم تا B REF انتخاب شود عدد b یا Reference level یا Gain مرجع ثبت خواهد شد. البته در استاندارد AWS گفته شده عدد Scanning level طبق اساس Sound path به عدد این gain اضافه شود مثلا تا Sound path با مقدار 65mm تقریبا 14 دسیبل به مقدار gain مرجع اضافه شود. البته باید چک کرد اتومات سیستم اضافه میکند یا باید دستی اضافه نمود.
- حرکت پراب روی شئ مورد آزمون با همان شرایط ( اگر قطعه تنش زدایی شده باشد باید بلوک نیز دارای همین شرایط باشد یا همینطور تست ضربه ) ، در صورت یافتن عیب ماکزیمم سیگنال را از عیب ( flaw ) می گیریم ( با حرکت دادن پراب بصورت لترال یا اوربیتال یا حتی روتیشنال ) ، Gate را روی آن برده دکمه Auto را فشار می دهیم که بصورت اتومات به 50 درصد صفحه می رسد و سپس دکمه F1 را فشار می دهیم تا Gain عیب یا a درج گردد . بصورت اتومات ضریب تضعیف یا c و عدد عیب محاسبه و نمایش داده خواهد شد. سپس برای پذیرش یا عدم پذیرش به جداول 8.1 یا 8.2 مراجعه می کنیم ... مقادیر بزرگ نرخ عیب یا D RATING نشانگر کوچکی عیب است ... اگر عیبی در کلاس A با توجه به ضخامت قطعه تست و زاویه پراب قرار بگیرد صرفنظر از طول Reject است.
C=0.079(dB/mm)× (S-25.4mm) , if S≤25.4mm, C is fixed to 0
D RATING : D=A-B-C
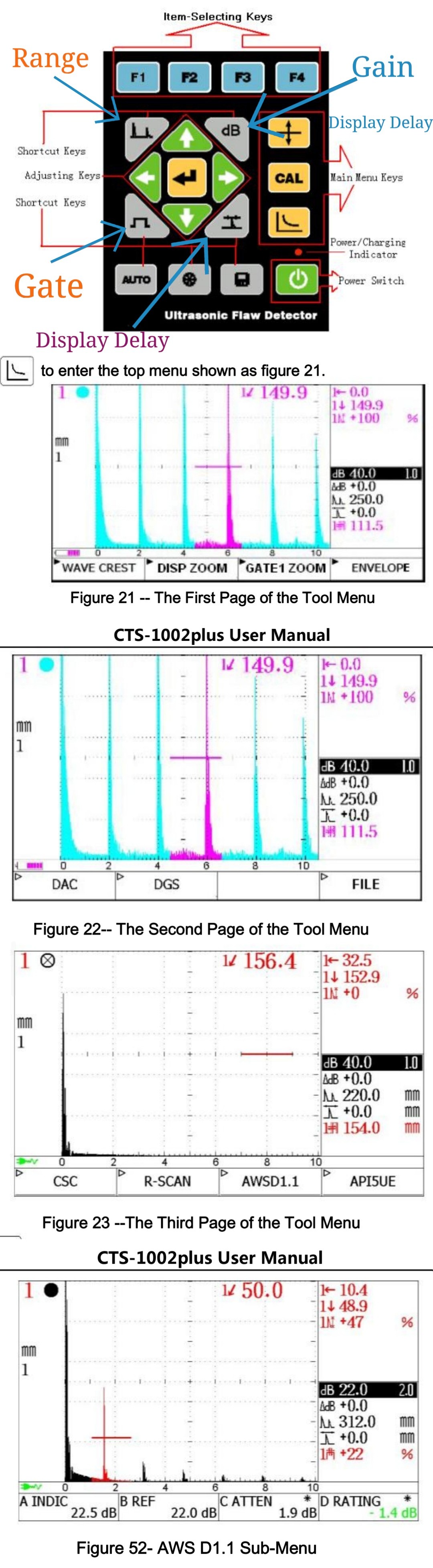
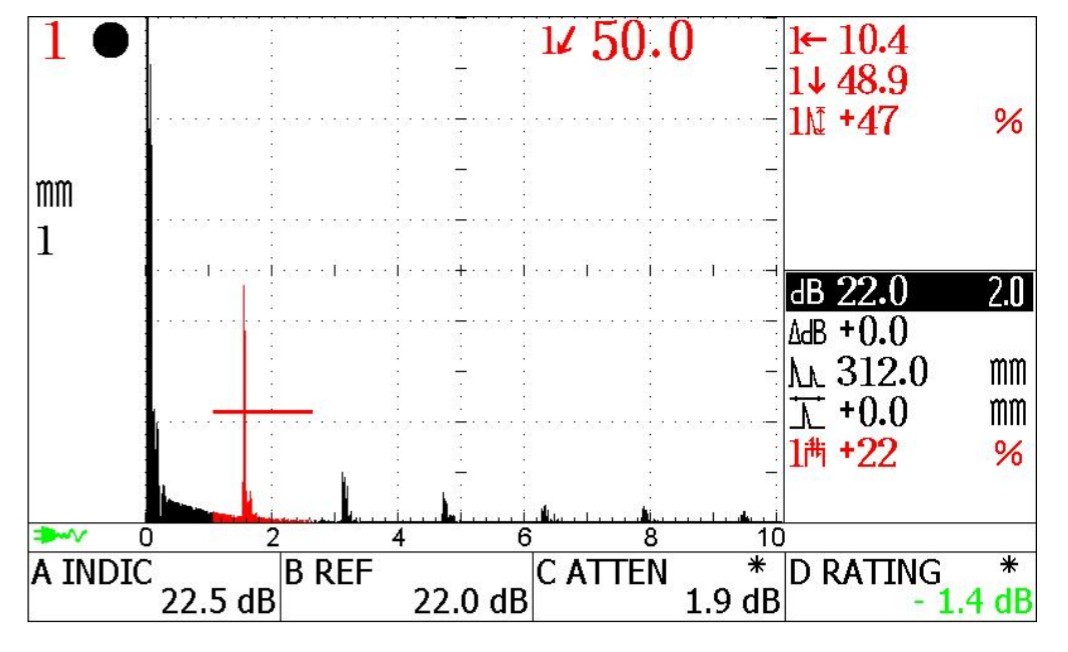
کلید نمایش داده شده در شکل زیر را در صفحه کلیدها چند بار فشار دهید تا AWS D1.1 نمایش داده شود برای فعال شدن کلید F3 را فشار دهید همانطور که در تصویرهای بعدی می بینید شامل A INDICATION ، B REF ، C ATTENUATION و D RATING است .

استفاده از پراب زاویه ای ANGLE S :
قبل از فعال کردن AWS ، کالیبره مسافت و Sensivity که همان دریافت ماکزیمم اکو از سوراخ 1.5 میلیمتری بلوک V1 است را انجام دهید ( اکو را به 50 درصد صفحه برسانید البته با بردن Gate روی اکو و فشردن کلید Auto خودکار انجام میشود ولی می توانید با کم کردن Gain هم ارتفاع اکو را به 50 درصد برسانید ) و بعد به منوی AWS بروید با F3 آنرا فعال کنید طبق AWS D1.1 و جدول Scanning Level مقداری را به b Reference با توجه به Sound path اضافه کنید.

---Calibration and Baseline Setting
1. Select Calibration Mode:
2. Obtain Maximum Echo:
3. Auto-Calibration:
4. Set Reference Level:

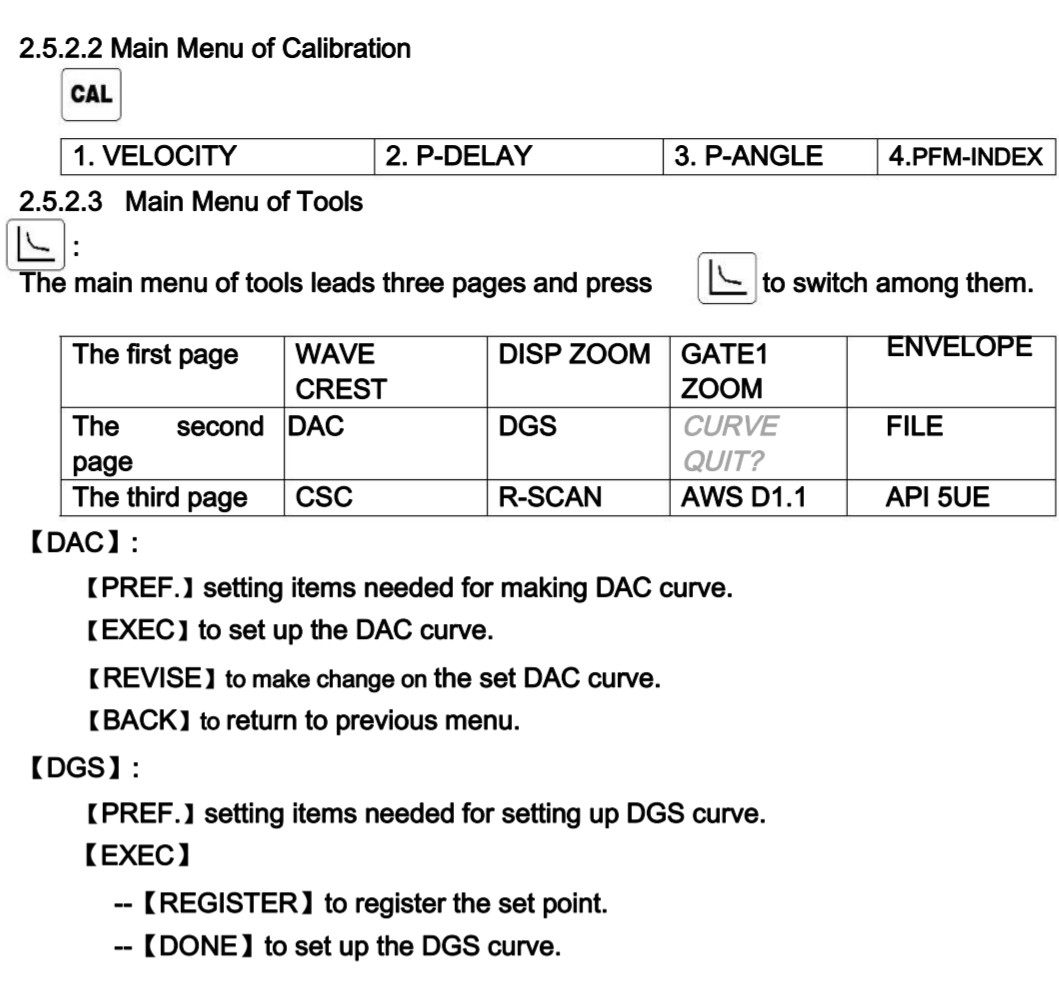
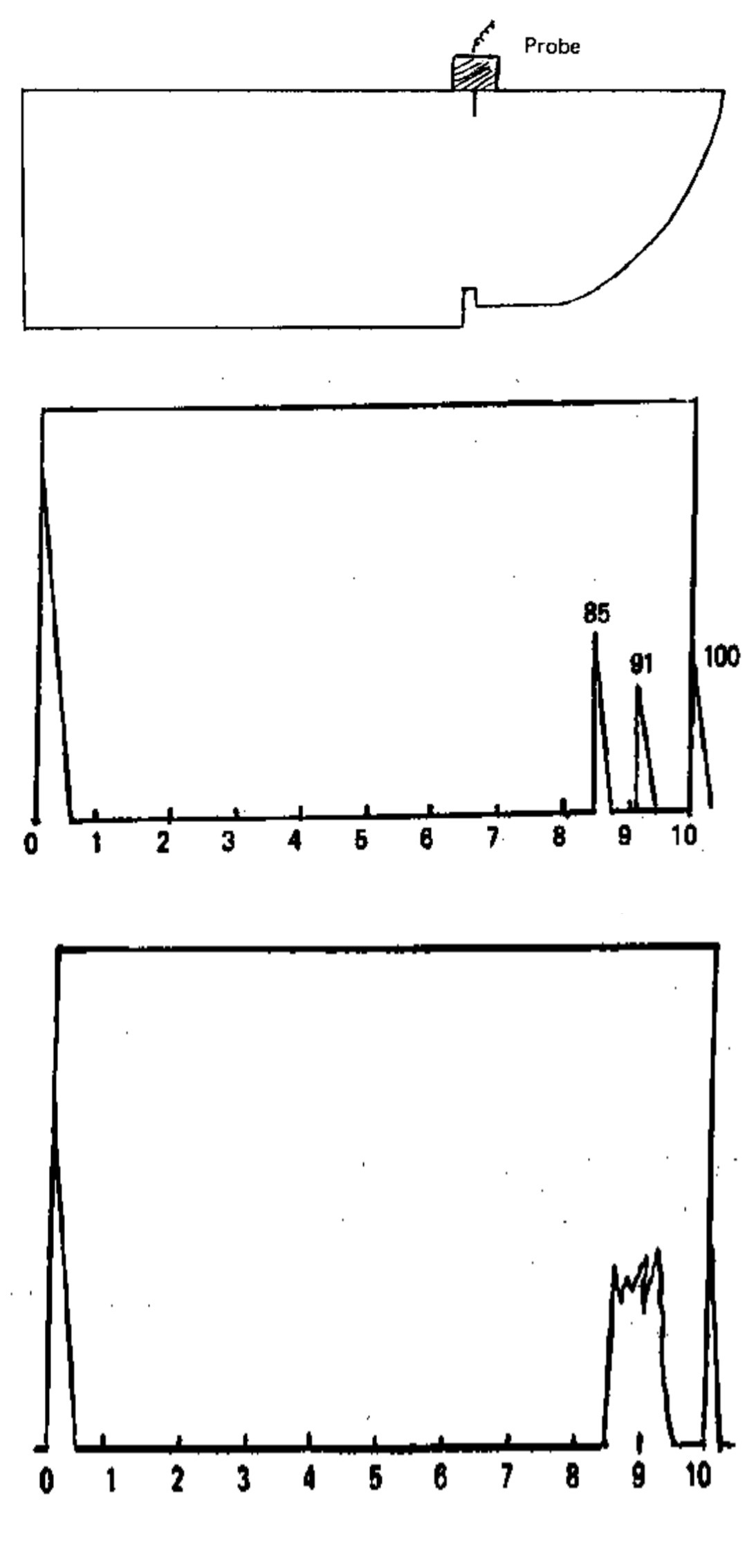
Resolution در تست التراسونیک پراب نرمال
تفکیک تشخیص بازتاب های نزدیک بهم
در تصویر در صفحه CRT دوم : Bad resolution

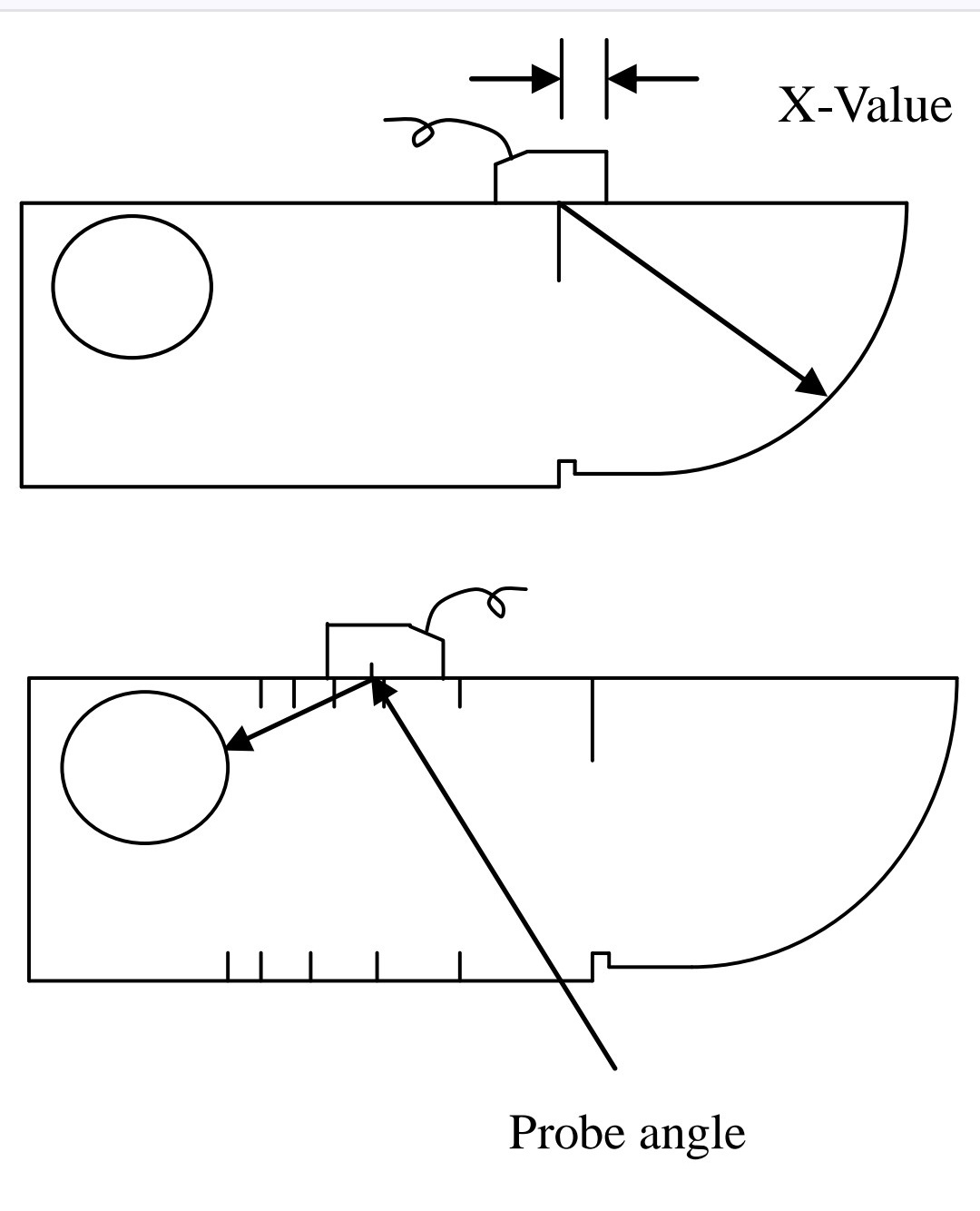
تعیین شاخص و زاویه پراب UT
تعیین شاخص پراب :
استفاده از بلوک V1 :
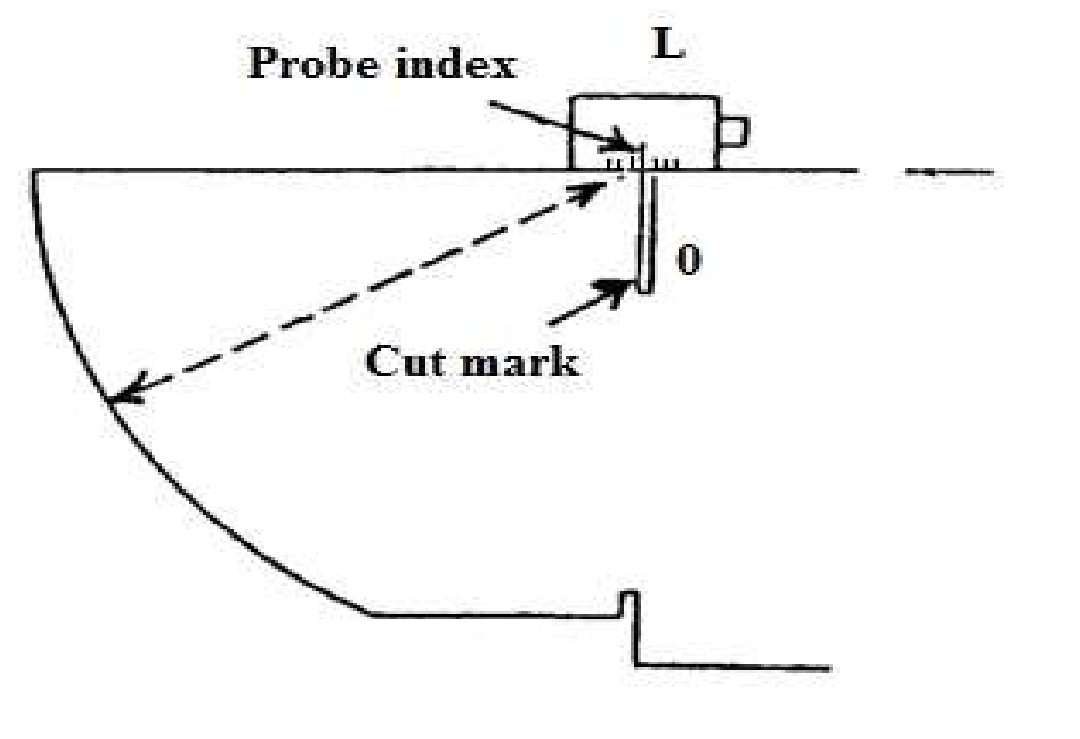
پروب در موقعیت L روی بلوک کالیبراسیون قرار میگیرد (شکل 5.26) و یک اکوی دیوار پشتی ( Back wall ) از ربع 100 میلیمتری به دست میآید. حداکثر دامنه این اکوی دیوار پشتی با حرکت دادن پروب به جلو و عقب در اطراف موقعیت L تعیین میشود. هنگامی که حداکثر دامنه ( Maximum altitude ) پیدا شد، نقطهای روی پروب که با نقطه 0 (یا علامت برش) روی بلوک منطبق است، شاخص پروب نامیده میشود.
استفاده از بلوک V2 :
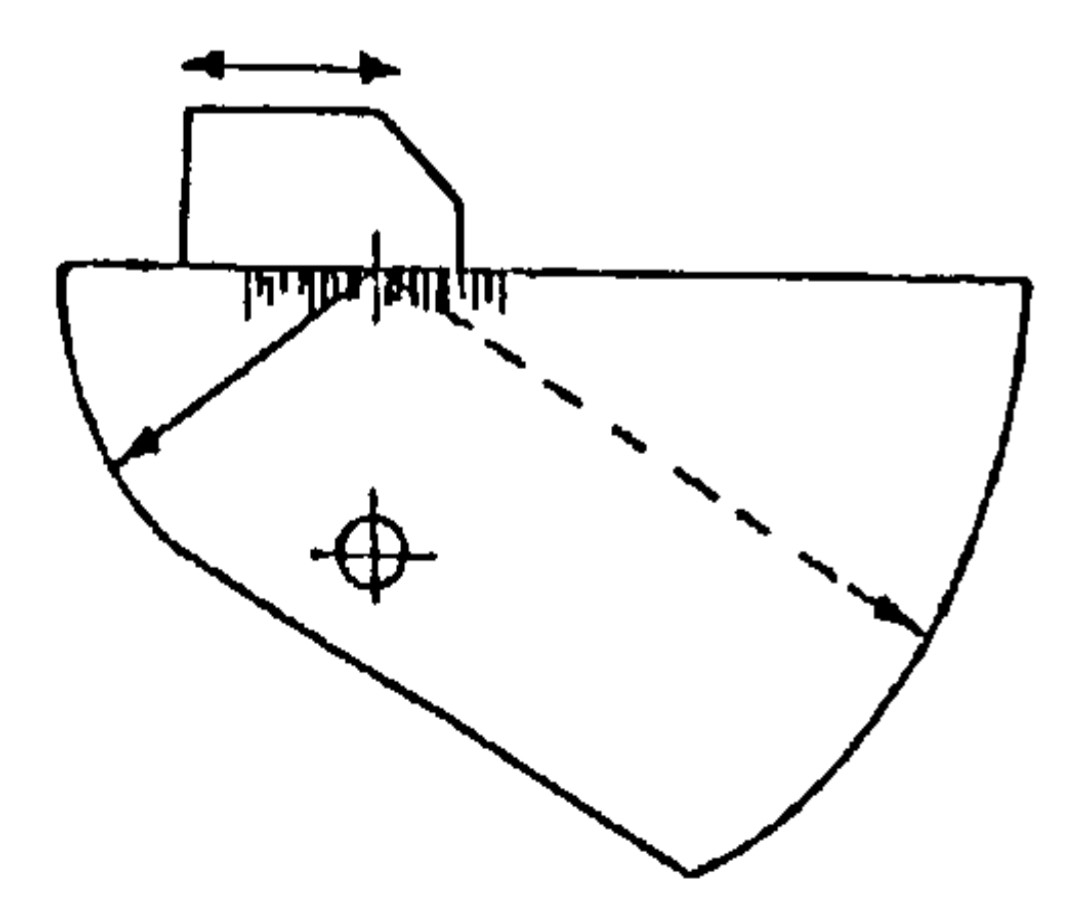
پروب یا رو به ربع ۲۵ میلیمتری یا رو به ربع ۵۰ میلیمتری قرار میگیرد تا پژواکهایی در ۲۵ میلیمتر یا ۵۰ میلیمتر روی صفحه CRT به دست آید. پروب به جلو و عقب حرکت داده میشود تا پژواک به حداکثر برسد. هنگامی که دامنه پژواک به حداکثر میرسد ( حداکثر ارتفاع صفحه ) ، شاخص پروب ، با امتداد دادن علامت مرکزی مقیاس میلیمتری روی بلوک به پروب به دست میآید.
تعیین زاویه پراب :
استفاده از بلوک V1 :
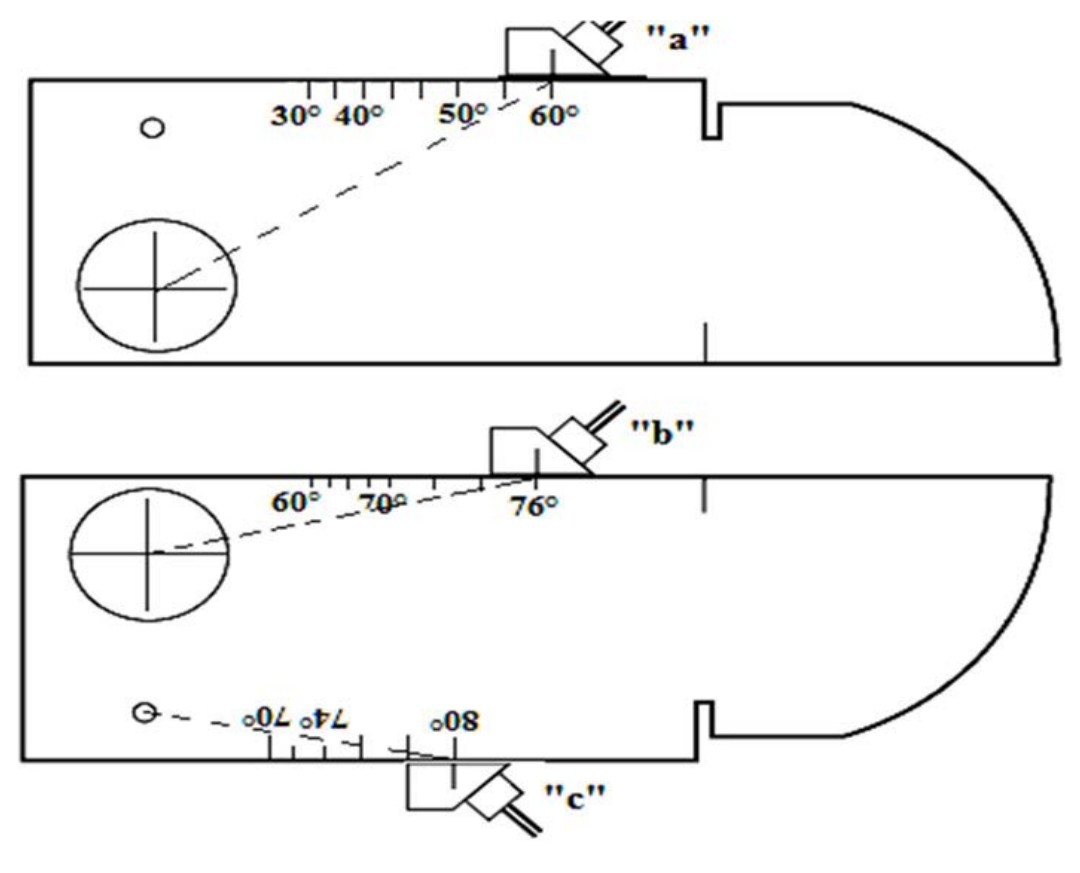
برای تعیین زاویه پروب، پروب بر اساس زاویهاش یا در موقعیت «a» (35 تا 60 درجه)، «b» (60 تا 75 درجه) یا «c» (75 تا 80 درجه) همانطور که در نشان داده شده است، به جلو و عقب حرکت داده میشود تا دامنه انعکاس از صفحه پرسپکس یا سوراخ با قطر 1.5 میلیمتر حداکثر باشد. زاویه پروب، زاویهای است که در آن شاخص پروب با مقیاس زاویه روی بلوک برخورد میکند، زمانی که دامنه انعکاس حداکثر است.
استفاده از بلوک V2 :
برای تعیین زاویه واقعی پروب، شاخص پروب در مقابل زاویه پروب مناسب حک شده روی بلوک قرار میگیرد و پرتو به سمت سوراخ هدایت میشود. پروب به جلو و عقب حرکت میکند تا زمانی که پژواک به حداکثر برسد. سپس با توجه به موقعیت شاخص پروب نسبت به زوایای حک شده روی بلوک، تخمینی از زاویه پروب انجام میشود.

حالت Envelope در دستگاه ut
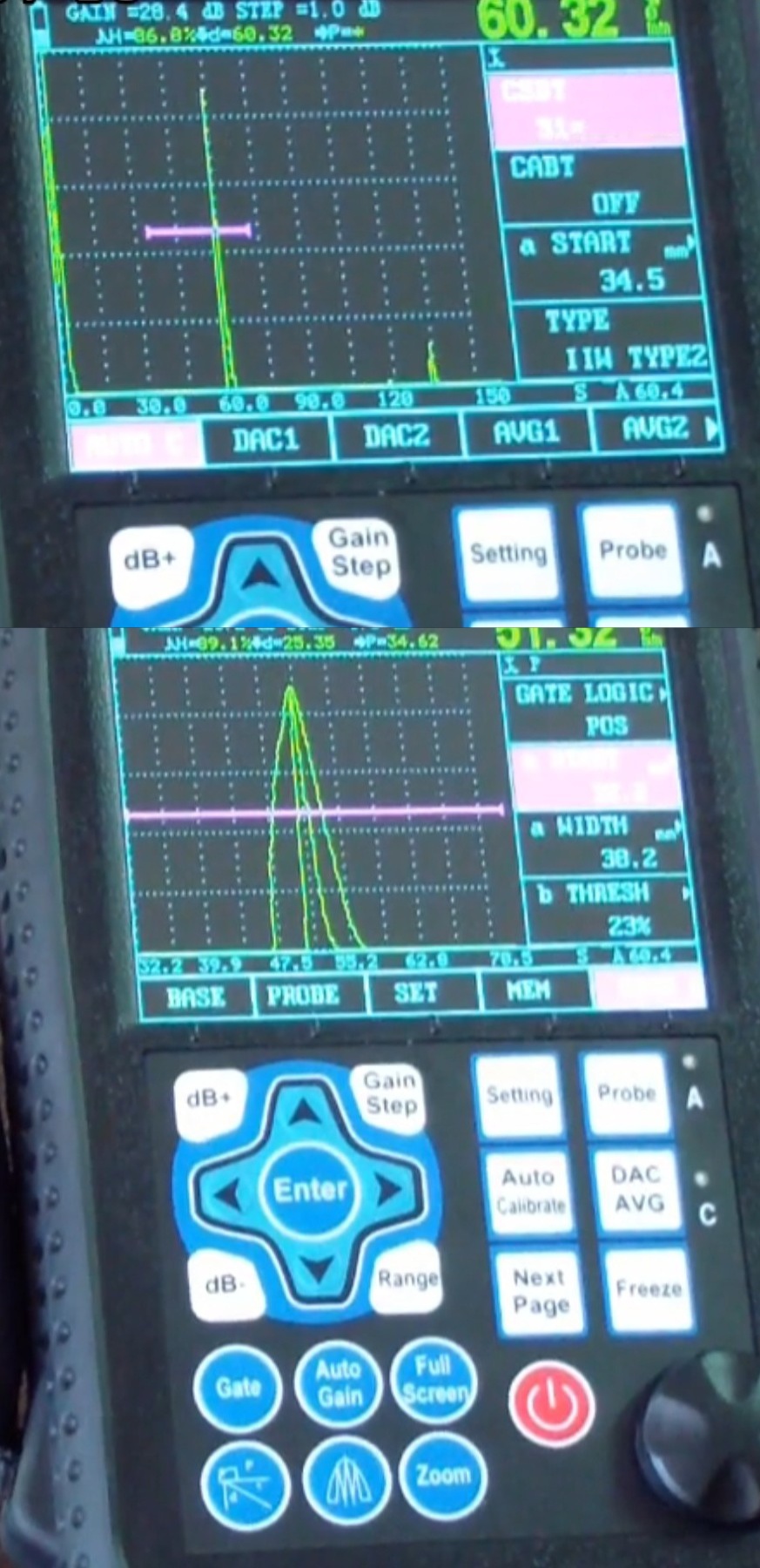
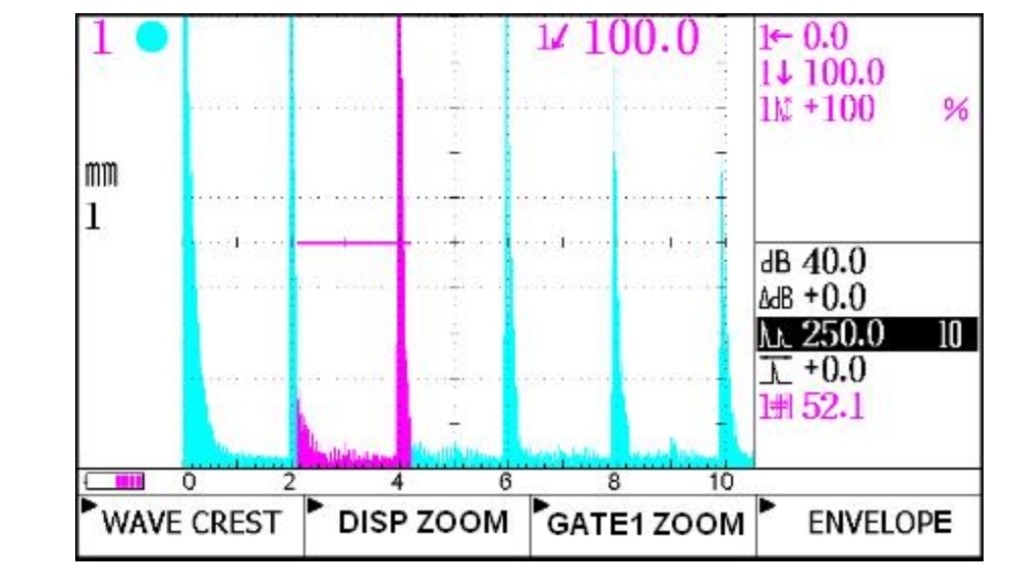
با فشردن دکمه Zoom می توان صفحه را به اندازه Gate بزرگ کرد تا بتوان سیگنال را به راحتی و دقت مورد بررسی قرار داد در تصویر اول خط صورتی روی صفحه ، Gate است که در محور افقی بین عدد 30 تا 75 قرار گرفته وقتی Zoom فشرده شود صفحه به اندازه Gate خواهد شد.
در تصویر دوم برای گرفتن ماکزیمم سیگنال از دکمه Envelope استفاده میکنیم پراب را عقب جلو می کنیم تا در مرکز منحنی قرار بگیرد.
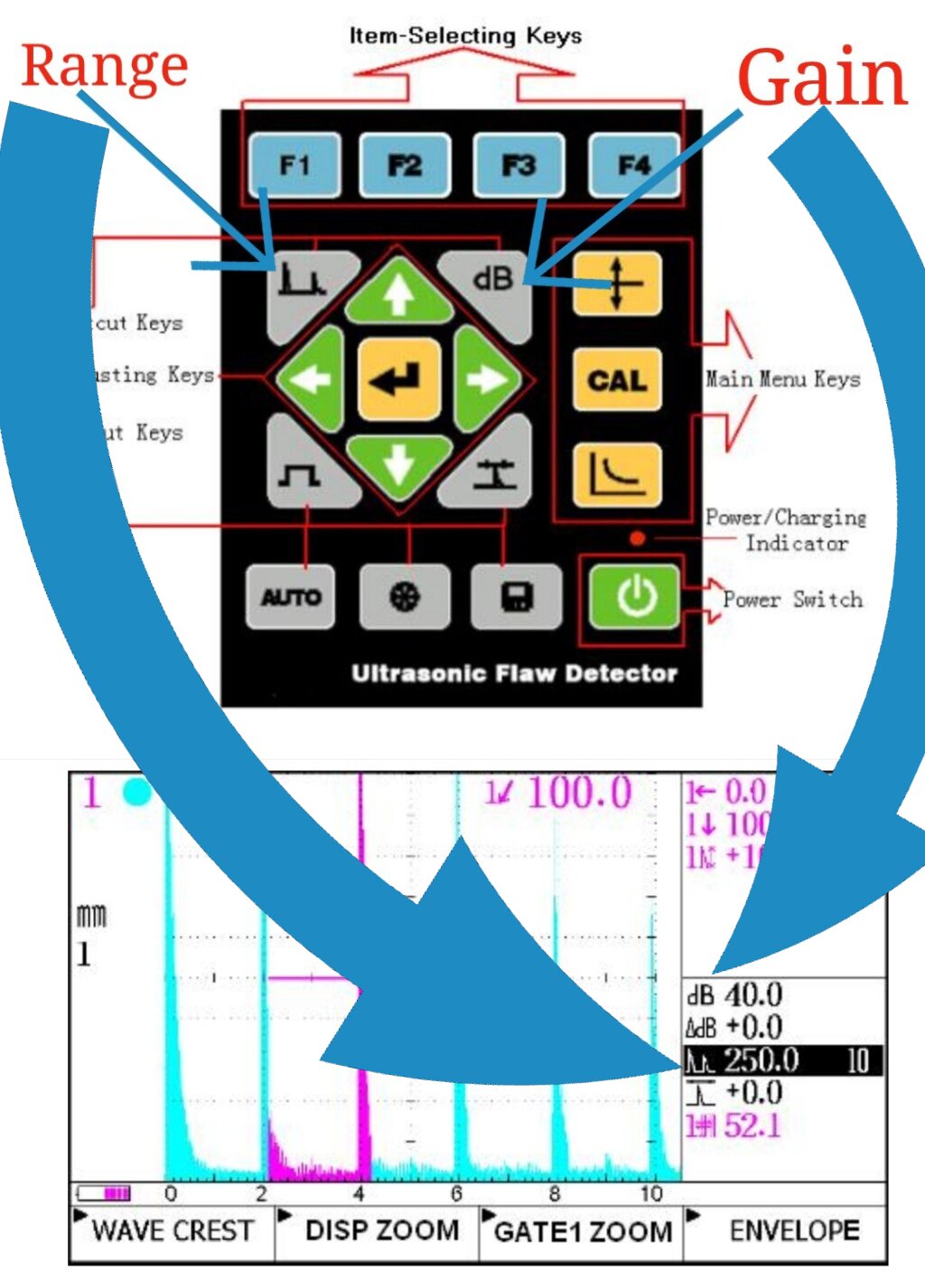
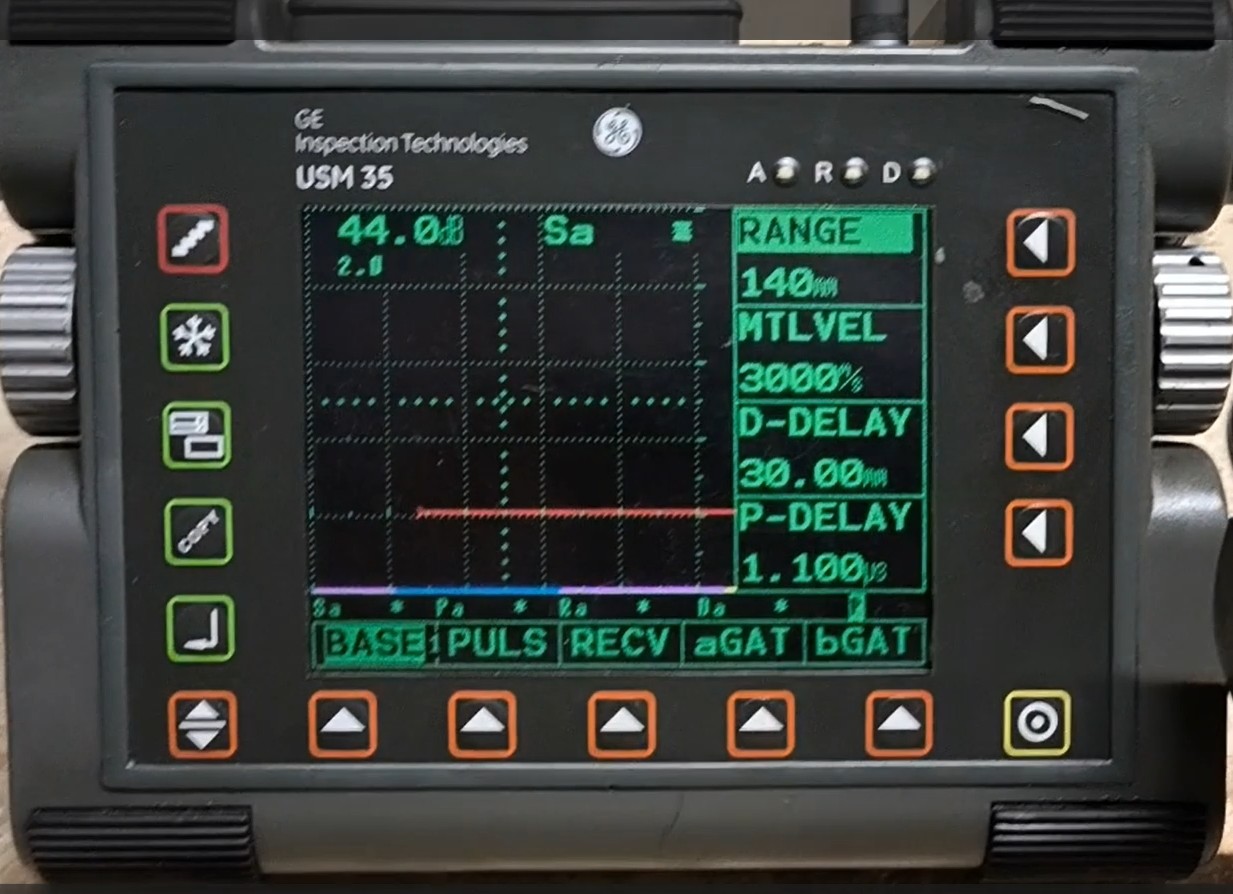
دستگاه التراسونیک Trusonic plus

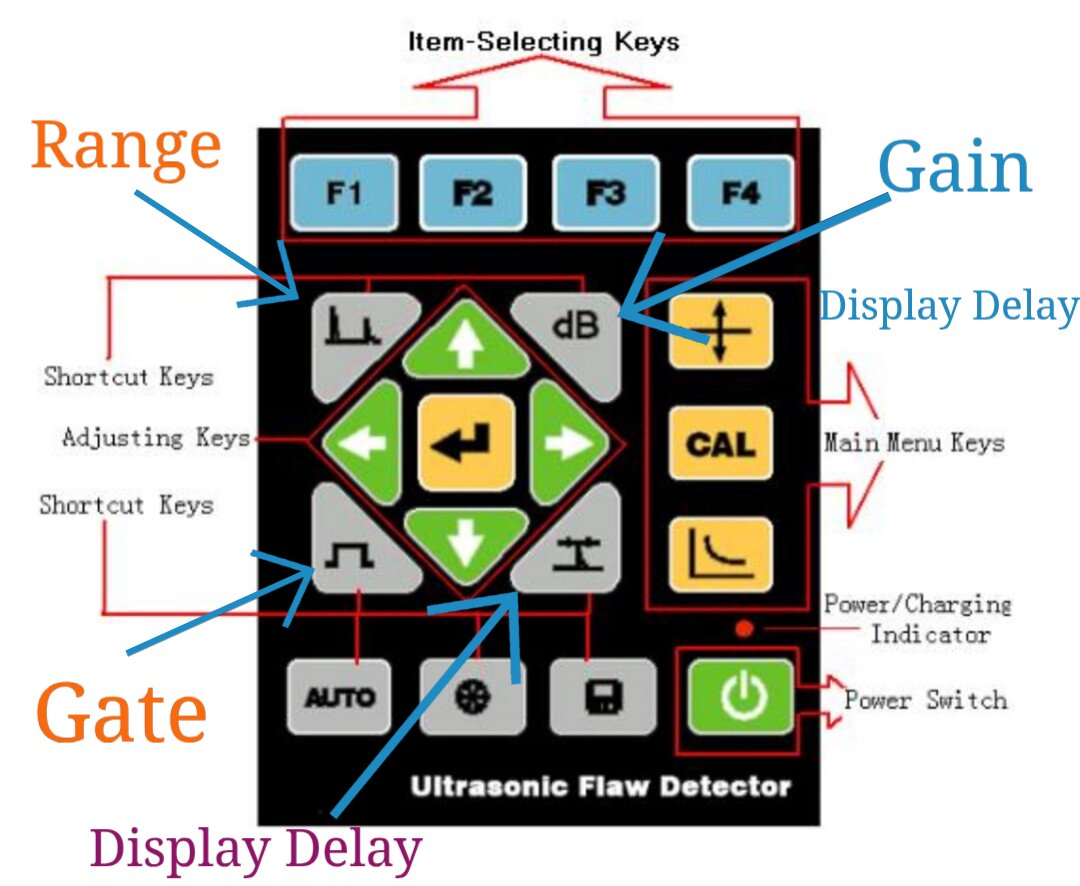
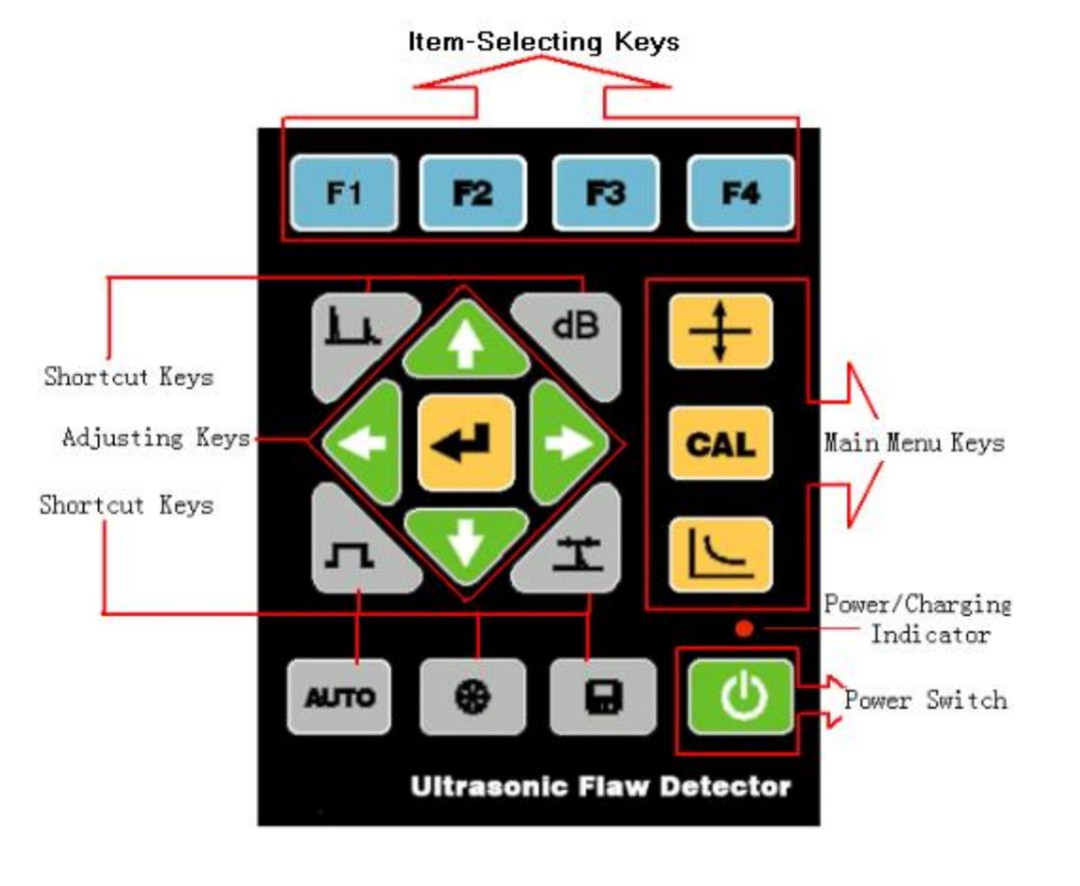
در بالا کلیدهای میانبری ( Short Cut ) برای دسترسی راحت تر داده شده فرضا کلید کنار فلش روبه بالا سمت چپ ، Range را داده که با زدن آن کرسر در صفحه روی آن میرود مطابق شکل پائین سمت راست صفحه ( قسمتی که بک کالر آن مشکی شده ) و با فلش ها می توانید آنرا کم و زیاد کنید.
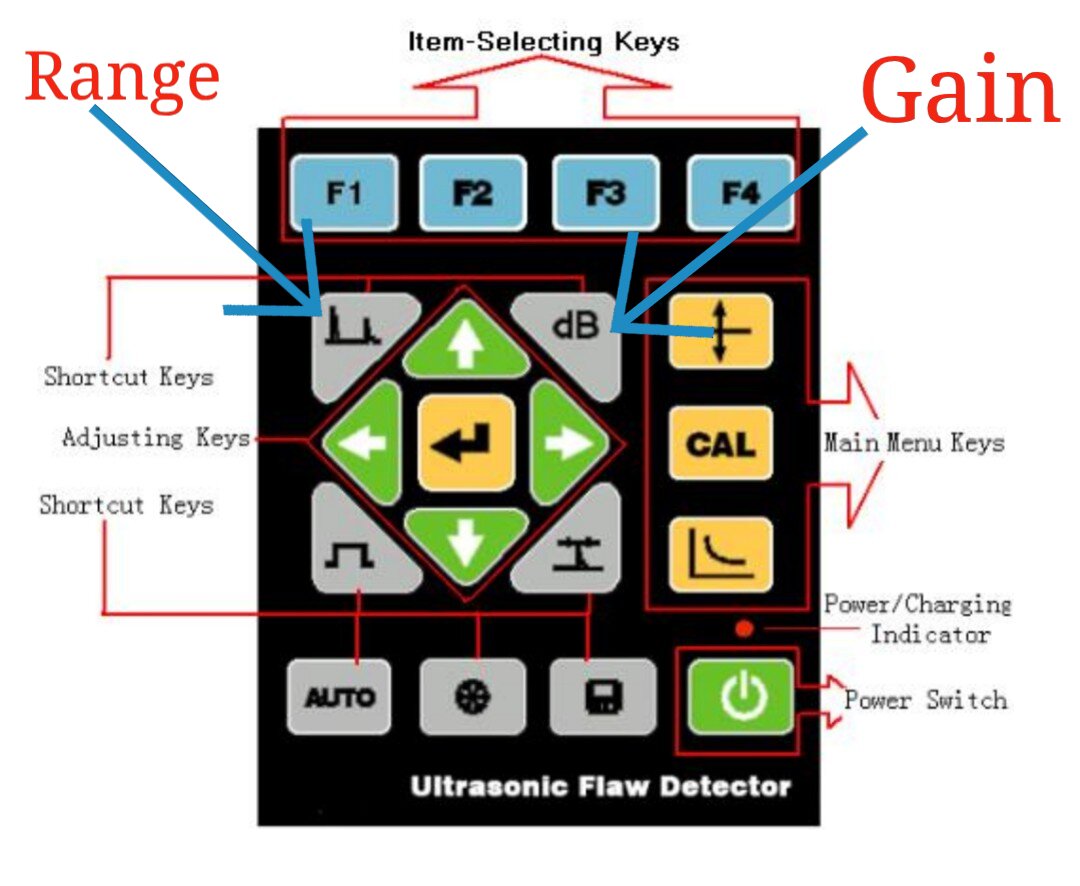
کلید dB همان Gain است که با زدن آن کرسر ( بک گراند مشکی ) روی dB در قسمت سمت راست میرود و با فلش ها می توانید کم یا زیاد کنید.
کالیبراسیون قبل از انجام کار :
برای نتیجه بهتر کار می بایست ابتدا کار کالیبراسیون را انجام داد :
- فشردن دکمه CAL خلاصه Calibration
منوی AWS D1.1 :
- فشردن دکمه ای که شبیه یک منحنی است ( سمت چپ بالای دکمه خاموش روشن ) احتمالا 3 بار تا صفحه سوم نمایش داده شود و متن AWS با زدن دکمه زیر آن ( منظور F1 تا F4 )
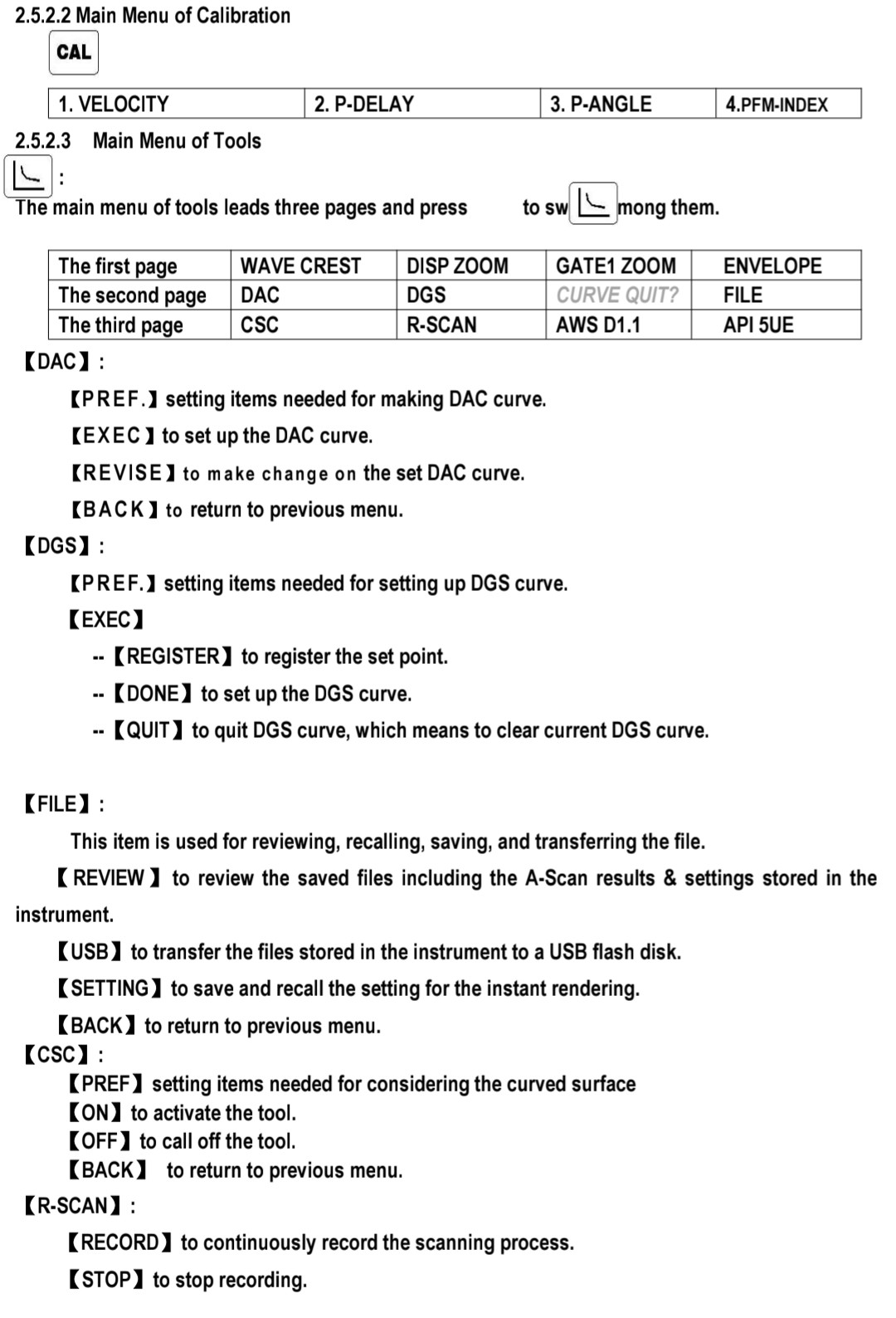
A INDIC :
مقدار GAIN که با آن دامنه موج انعکاس عیب شناسایی شده تا ۵۰٪ تنظیم میشود.
B REF :
مقدار GAIN که با آن دامنه موج اکوی عیب مرجع شناسایی شده تا 50 درصد تنظیم می شود. ( AWS STANDARD BLOCK )
C ATTEN : ضریب تضعیف
C=0.079(dB/m m ) × (S-25.4m m ), if S≤25.4m m , C is fixed to 0
D RATING یا درجه کلاس عیب
D=A-B-C
مقدار D RATING بزرگتر عیب کوچک را ثابت می کند .
سطح A بیشترین حساسیت را دارد و صرفنظر از طول Reject است .
سطح B عیب های متوسط است و با دارا بودن طول بالاتر از 19 میلیمتر Reject است.
سطح C عیب های کوچک است و با دارا بودن طول بالاتر از 50 میلیمتر Reject است.
سطح D صرفنظر از طول Accept است.
دستورالعمل کاربردی :
خلاصه :
1- گرفتن بالاترین اکو از سوراخ 1.5 میلیمتری بلوک V1 و فشردن دکمه Auto ( اتومات به 50 درصد صفحه میرساند ) ... حتما بالاترین اکو را دریافت کنید !!! سپس دکمه F2 را فشار دهید که B ref یا reference level ثبت گردد
Get max echo from SDH-> Auto -> F2
2- پراب را روی قطعه مورد آزمون حرکت دهید .ماکزیمم سیگنال را در صفحه بگیرید ، دکمه Auto را فشار دهید که تا 50 درصد صفحه تنظیم شود سپس کلید F1 را فشار دهید ( A INDIC )
که بعد از زدن دکمه F1 در قسمت 2 ، اتومات مقدار C یا Attenuation factor و D RATING یا کلاس عیب ( رجوع به جدول 8.2 یا 8.3 استاندارد AWS D1.1 ) محاسبه و قابل مشاهده است . برای خروج از این صفحه دو مرتبه دکمه ای که شبیه منحنی در بالای دکمه روشن خاموش است را فشار دهید.
اندازه گیری یا سایزینگ ناپیوستگی در دستگاه UT
طبق استاندارد AWS D1.1 ترک ، عدم ذوب یا نفوذ صرفنظر از سایز مردود است .
تکنیک 6dB Drop یا کاهش 6 دسیبل ( به gain دستگاه کاری نداریم که کاهش بدیم ) :
ماکزیمم ارتفاع را از عیب میگیریم در تصویر وسط به 76 درصد ارتفاع صفحه رسیده با عقب و جلو کردن فقط پراب... سپس به جلو می کشیم تا ارتفاع صفحه به نصف 76 درصد یعنی 38 درصد افت کند عمق را میخوانیم( تصویر اول ) دوباره پراب را به عقب می کشیم تا جایی که سیگنال باز هم به همان 38 درصد افت پیدا کند عمق را می خوانیم و با کسر این دو ارتفاع عیب مشخص میشود.


کالیبره محور افقی و عمودی دستگاه التراسونیک امواج عرضی
-جهت کالیبره محور افقی یا time base از انحنا با شعاع 100 میلیمتر بلوک v1 سیگنال میگیریم جایی که ماکزیمایز شد اولی را با Probe delay و آخری را با Material Velocity به 100 و 200 میرسانیم البته ممکن است اینکار چند بار با gate چک شود تا همین اعداد را نمایش دهد .
-هر جا که سیگنال اول به حداکثر ارتفاع رسید میشود نقطه ایندکس پراب
8.27.2 Shear Wave Mode (Transverse)
8.27.2.1 IndexPoint.The transducer sound entiy point (indexpoint) shall be located or checked by the following procedure:
(1) The transducer shall be set in position D on the IIW type block
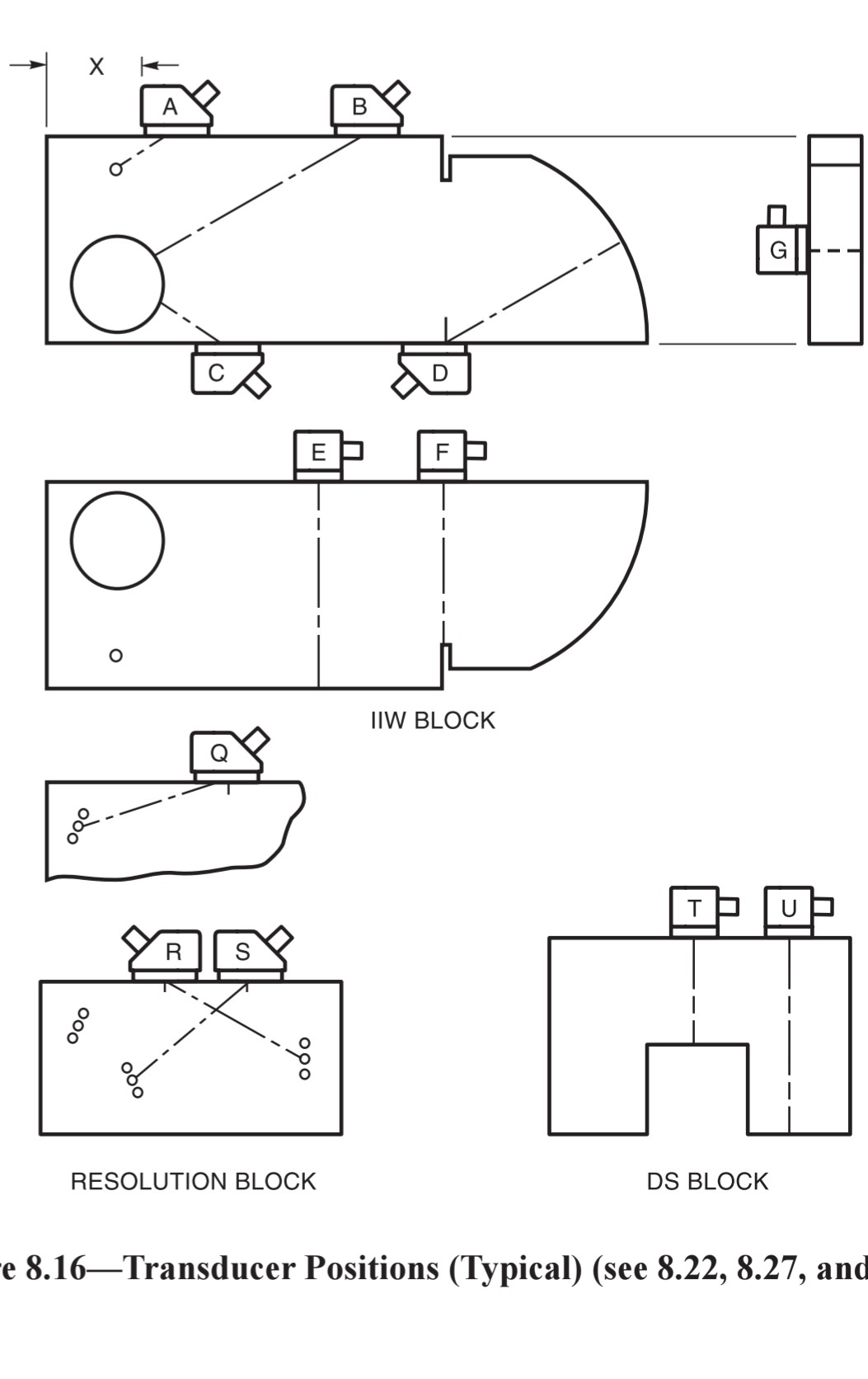
(2) The transducer shall be moved until the signal from the radius is maximized.The point on the transducer which aligns with the radius line on the calibration block is the point of sound entry (seeAnnexG,G2.lf or alternative method).
8.27.2.2 Angle. The transducer sound-path angle shall be checked or determined by one of the following procedures (1) The transducer shall be set in position B on IIW type block for angles 40°through 60°,or in position C on IIW type block for angles 60°through 70° (seeFigure8.16).
(2) For the selected angle,the transducer shall be moved back and forth over the line indicative of the transducer angle until the signal from the radius is maximized.The sound entry point on the transducer shall be compared with the angle mark on the calibration block (tolerance±2°) (see Annex G,G2.2 for alternative methods).
8.27.2.3 Distance Calibration Procedure.The transducer shall be set in position D on an IIW type block(anyangle).Theinstmmentshallthenbeadjustedtoattainoneindicationat4in[100mmonametricblock]andasecondindicationat8in[200mmonameti-icblock]or9in[225mmonametricblock](seeAnnexG,G2.3foralternativemethods).8.27.2.4AmplitudeorSensitivityCalibrationProcedure.Theti·ansducershallbesetinpositionAontheIIWtypeblock(anyangle).Themaximizedsignalshallthenbeadjustedfromthe0.060in[1.59mm]holetoattainahorizontalreference-lineheightindication(seeAnnexG,G2.4foralternativemethod).Themaxinmmdecibelreadingobtainedshallbeusedasthe"ReferenceLevel,b"readingontheTestRepo1tsheet(Annex0,Fom10-11)inconfonnancewith8.22.1
درجه عیب طبق استاندارد AWS D1.1
ضریب تضعیف ( c ) : کسر کردن 25 میلیمتر از مسافتی که صوت طی کرده ( در صورت میلیمتر بودن ) و سپس حاصل آن ضرب در 0.08
8.25.6.4 Attenuation Factor.The “Attenuation Factor, (c),” on the test report shall be attained by subtracting 1 in[25 mm] from the sound-path distance and multiplying the remainder by 2 for U.S. Customary Units or by 0.08 for SI Units.The factor (c) shall be rounded to the closest significant decimal place (0.1). Values less than 0.05 shall be reduced to the lower 0.1 and those of 0.05 or greater increased to the higher 0.1.
درجه عیب :
d=a-b-c
8.25.6.5 Indication Rating.The Indication Rating, (d)," in the UT Report, Annex O, Form O–11, represents the algebraic difference in decibels between the indication level and the reference level with correction for attenuation as indicated in the following expressions:Instruments with gain in dB: a – b – c = d Instruments with attenuation in dB: b – a – c = d The indication rating shall be rounded to the nearest whole number (1 dB) value. Resulting decimal values less than 0.5 dB shall be rounded down and those of 0.5 dB or greater shall be rounded up.
ارزیابی سایز ناپیوستگی با 6 دسیبل کاهش
8.29.2 Angle-Beam (Shear) Testing.The following procedure shall be used to determine lengths of indicationswhich have dB ratings more serious than for a Class D indication. The length of such indication shall be determined bymeasuring the distance between the transducer centerline locations where the indication rating amplitude drops 50%(6 dB) below the rating for the applicable discontinuity classification. This length shall be recorded under “discontinuitylength” on the test report. Where warranted by discontinuity amplitude, this procedure shall be repeated to determine thelength of Class A, B, and C discontinuities.
8.25.8 Basis for Acceptance or Rejection.Each weld discontinuity shall be accepted or rejected on the basis of its indication rating and its length, in conformance with Table 8.2 for statically loaded structures or Table 8.3 for cyclically loaded structures, whichever is applicable. Only those discontinuities which are unacceptable need be recorded on the testreport, except that for welds designated in the contract documents as being “Fracture Critical,” acceptable ratings that are within 6 dB, inclusive, of the minimum unacceptable rating shall be recorded on the test report.







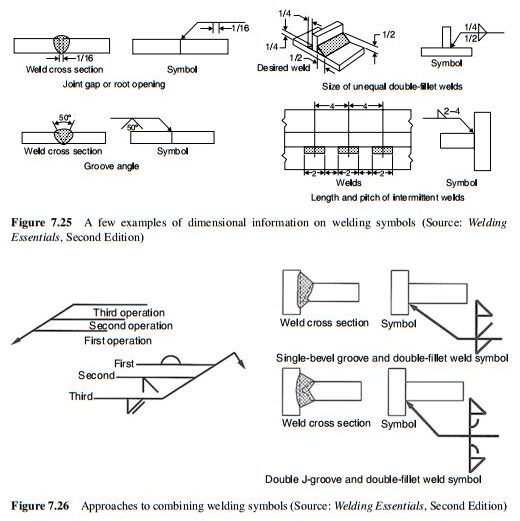
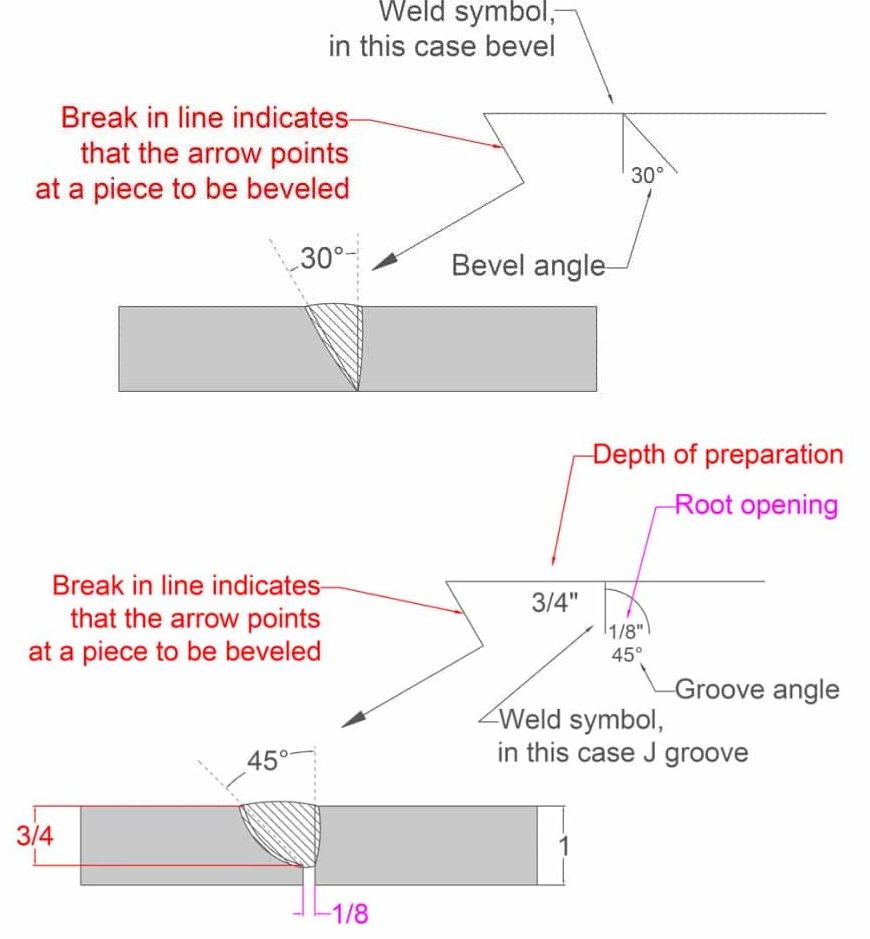
Welding symbol
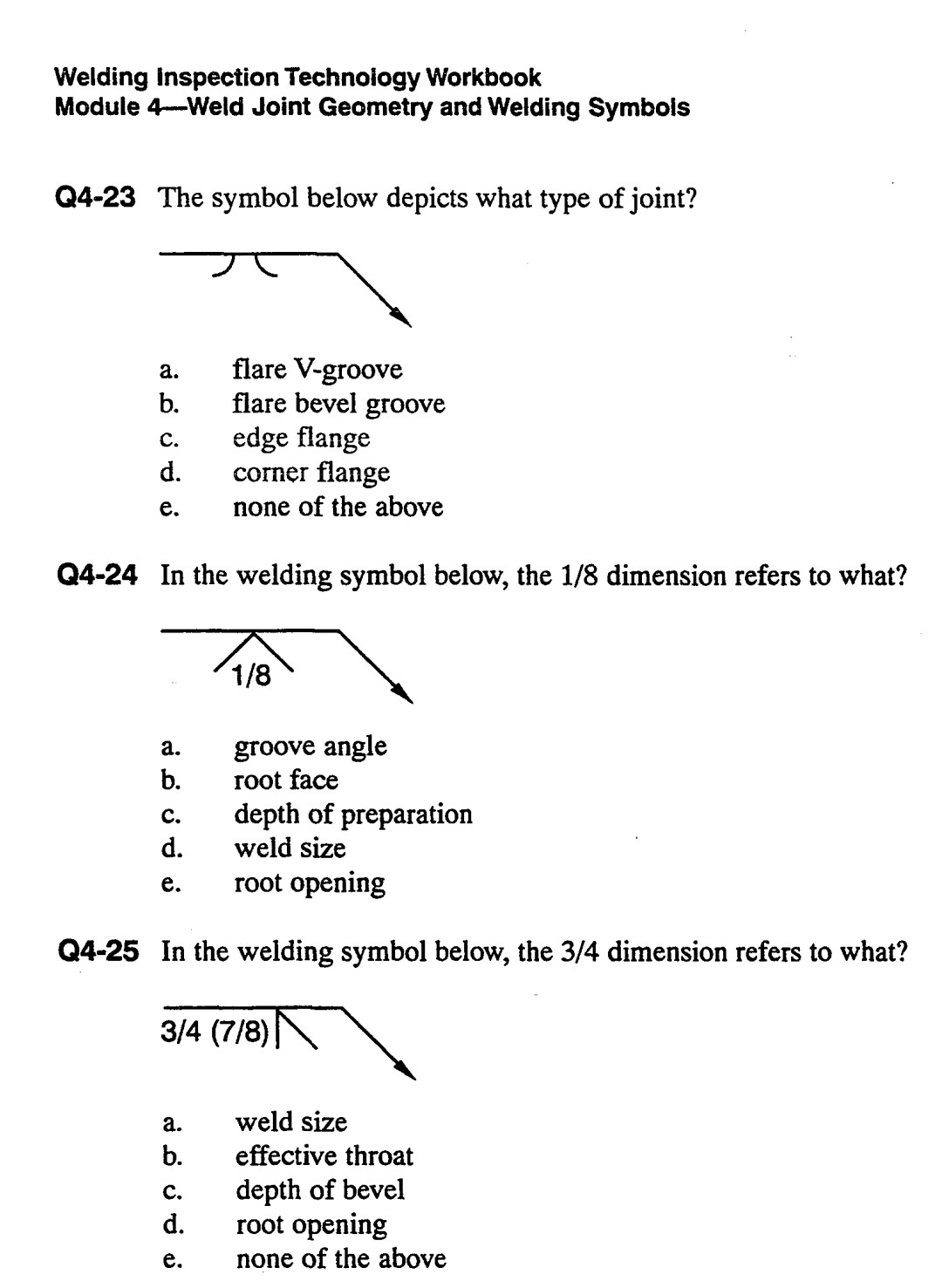
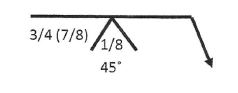
Answer:
- 1/8 inch root opening
- 45˚ included angle
- ¾ inch depth of groove preparation
- 7/8 inch weld size (meaning the weld must penetrate an additional 1/8 inch beyond the depth of groove preparation
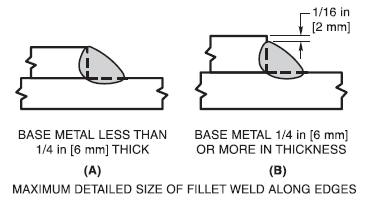
Answer: Zero. Any crack shall be unacceptable, regardless of size or location.
Answer: The thickness of the upper member minus 1/16 inch [2mm] as shown below.
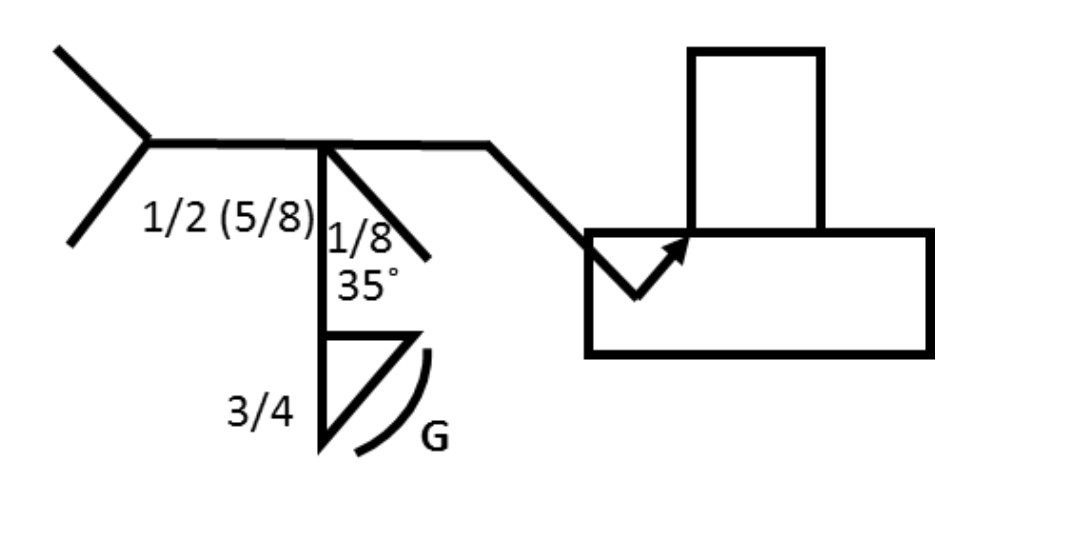
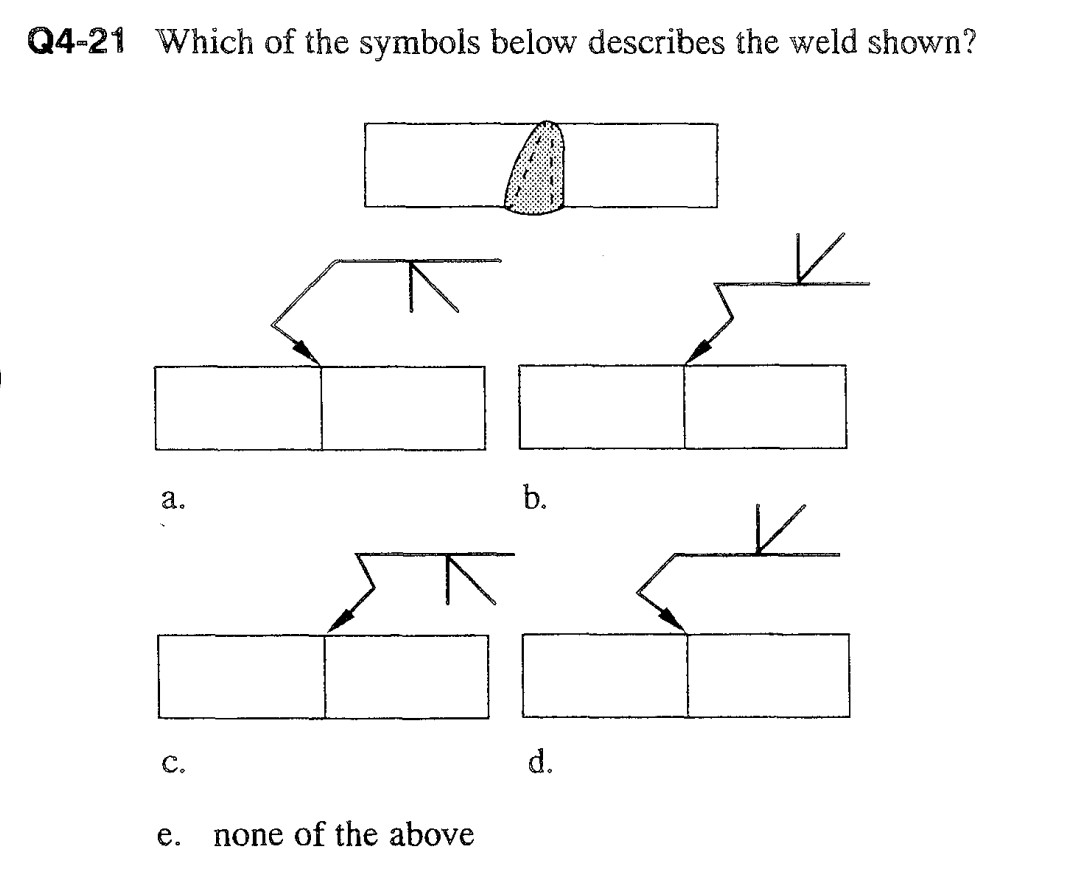
a. 35-degree bevel-groove weld preparing the vertical member, 1/8 root opening having depth of bevel preparation of 1/2 and weld size of 5/8 reinforced by a ¾ fillet weld finished convex by grinding.
b. 35-degree bevel-groove weld preparing the horizontal member, 1/8 root opening having depth of bevel preparation of 1/2 and weld size of 5/8 reinforced by a ¾ fillet weld finished convex by grinding.
c. 35-degree bevel-groove weld preparing the vertical member, 1/8 root opening having depth of bevel preparation of 5/8 and weld size of 1/2 reinforced by a ¾ fillet weld finished convex by grinding.
d. 35-degree bevel-groove weld preparing the vertical member, 1/8 root opening having depth of bevel preparation of 1/2 and weld size of 5/8 reinforced by a ¾ fillet weld finished concave by grinding.