کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
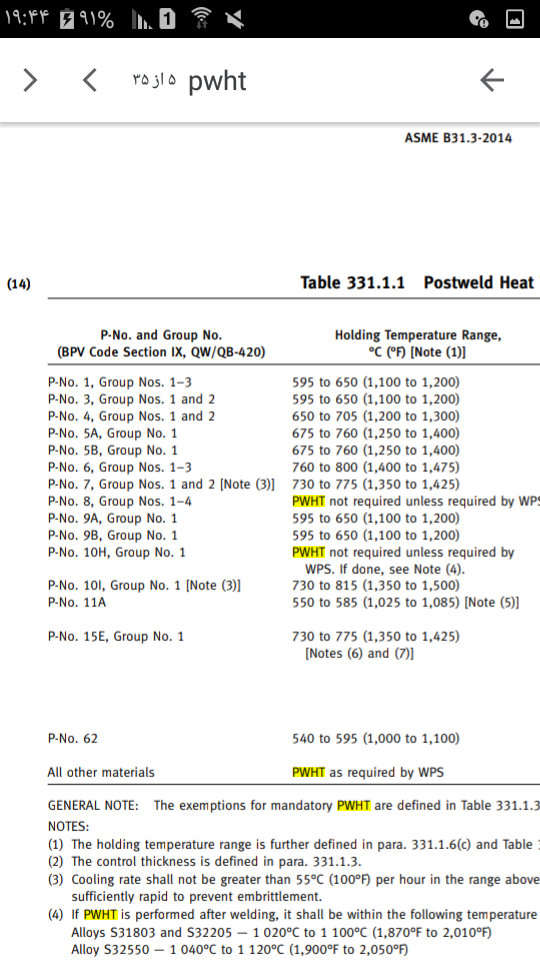
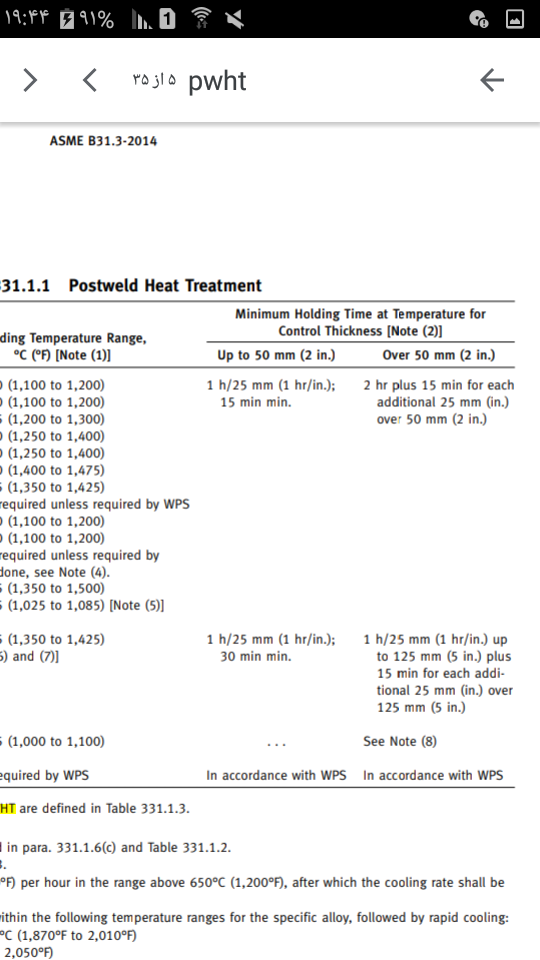
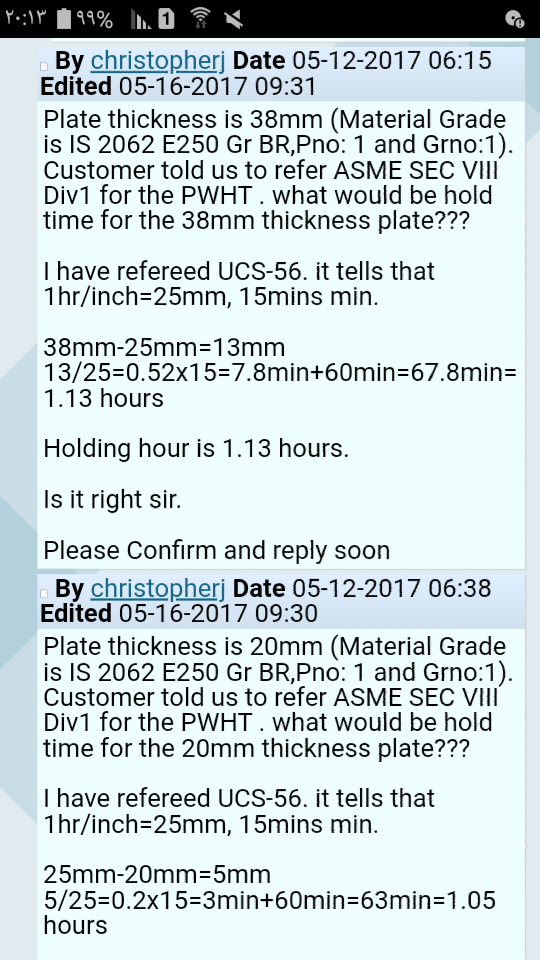
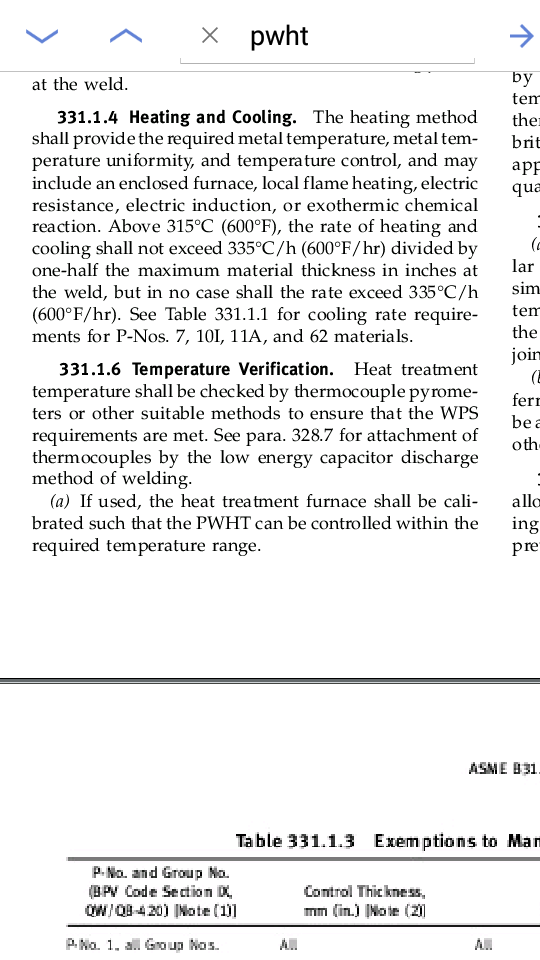
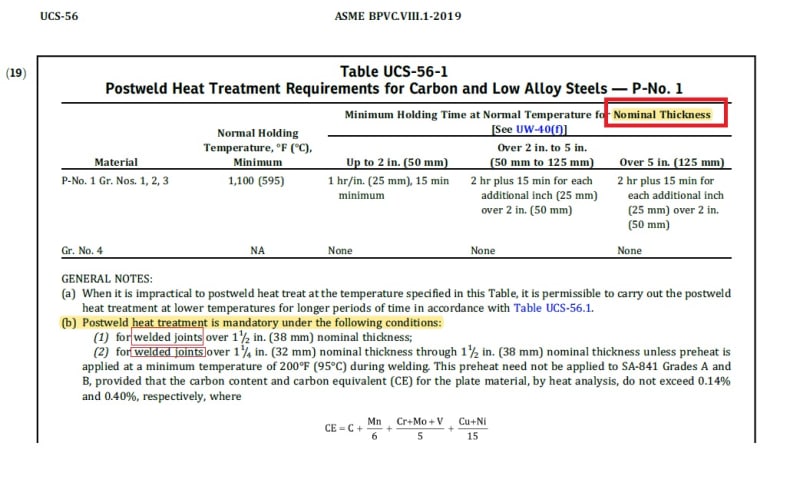
PWHT UCS-56
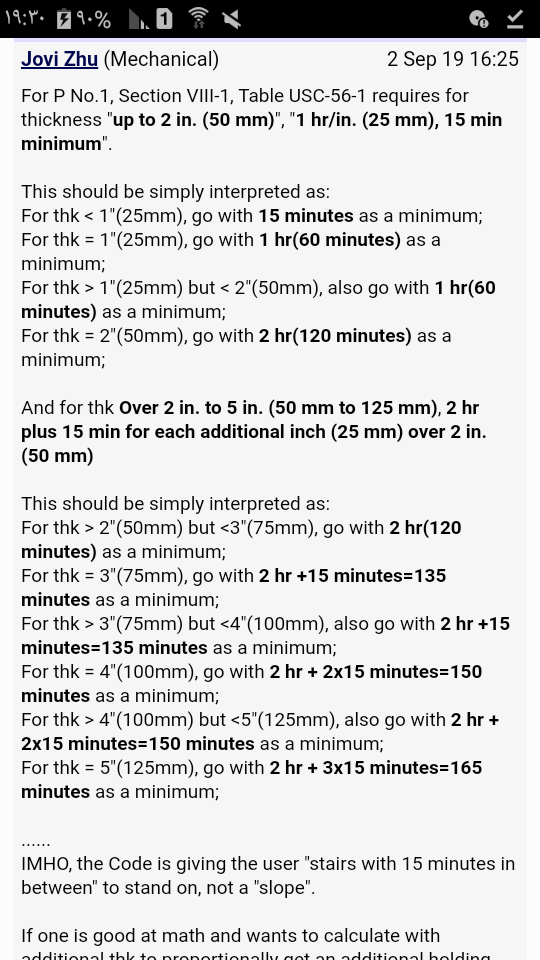
در این پاراگراف که مربوط به ASME سکشن 8 یا VIII قسمت DIV1 است در ستون ضخامت بالای 2 تا خود 5 اینچ برای PNO1 گرید 1 تا 3 تا 2 حداقل HOLDING TIME را 2 ساعت باضافه 15 دقیقه به ازای هر اینچ ( 25 MM ) اضافه شدن در ضخامت ( البته برای بالای ۲ اینچ است )
فرضا ضخامت قطعه 75 میل باشد گلویی در فیلت میشود 0.707×75 یعنی 53 میل ، برای 50 میل دو ساعت یا 120 دقیقه و برای 3 میل باید محاسبه کنیم و ضریبی بدست آورده و در 3 میل ضرب کنیم 2.4=25÷60 که ضریب در اینجا 2.4 است و در 3 میشود 7.2
(53x60/25) = approximately 130 min.
در پایپینگ نرخ گرمایش نباید از 5500/25mm و نرخ سرمایش از 6875/25mn تجاوز نماید.
HARDNESS در FURNACE یا کوره ده درصد قطعات انجام میشود ولی در حالت LOCAL یا سایت تمام سرجوش های تنش زدایی شده سختی سنجی می شوند.
ماکزیمم دمای بین پاسی برای PNO8 150 D و برای PNO1 250D است
(44.5−19.1)÷2+12.7×0.7=25.9MM
(61.9−33.3)÷2+14.3×0.7=24.3MM
در استاندارد ASME B31P عرض باند برای تنش زدایی بیان شده
SOAK BAND WIDTH :
حداقل سه برابر ضخامت لوله در سنتر لاین جوش ( بیشترین پهنا ) .... در لوله های زیر ۴ اینچ حداقل پهنا در هر طرف در بیشترین عرض جوش یک و نیم برابر ضخامت است .... برای لوله های بزرگتر از ۴ اینچ و کوچکتر از ۸ اینچ این ضریب ۶t است و برای ۸ اینچ و بالاتر ۱۰t در هر طرف از جوش .
HEATED BAND WIDTH :
مینیمم پهنای مورد نیاز در این قست ، قسمت قبل باضافه 2 اینچ
GRADIENT CONTROL BAND WIDTH : نوار کنترل افت حرارت
مینیمم پهنا در هر طرف جوش ، قسمت قبل یا HEATED BAND باضافه ۴ t
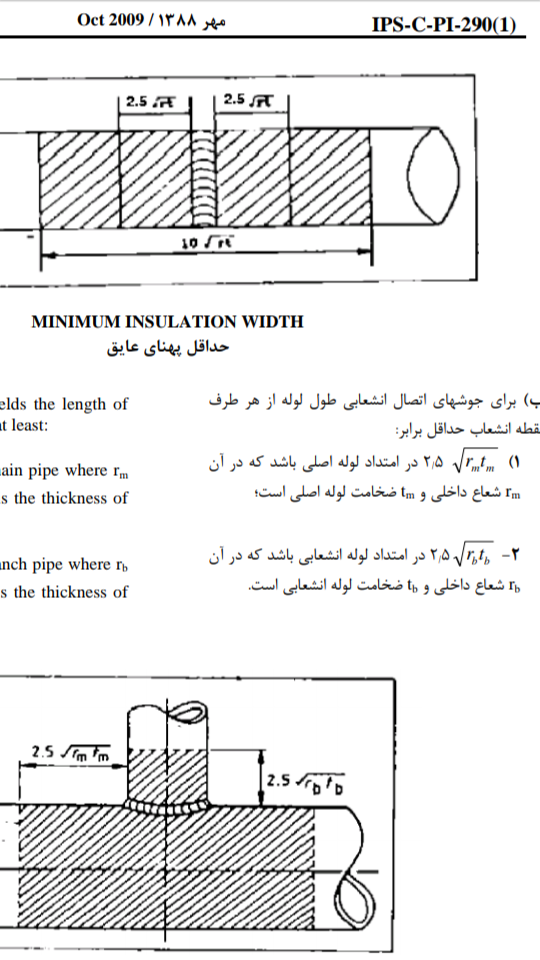
در استاندارد IPS 290 :
For pipe butt welds, the width of the heated band on each side of the weld is 2.5 t, with a minimum of 75 mm.
برای لوله لب به لب عرض نوار گرم شده در هر طرف از جوش 2.5 برابر ضخامت با مینیمم 75 میل است.
پهنای منطقه گرم شده در پیش گرمی 2t یا حداقل 100 میل ذکر شده و پهنای منطقه عایق شده برابر با منطقه گرم شده باضافه ۱۵۰ میل است.
Minimim Soak Band and Minimum Width
طبق UW-40 ( پروسیجوری برای تنش زدایی )
حداقل باند پوششی منطقه تنش زدایی باید شامل منطقه جوش ، منطقه متاثر از جوش و قسمتی از فلز پایه نزدیک به جوشی که تحت عملیات حرارتی است باشد و حداقل عرض این حجم پهن ترین عرض جوش باضافه یک ضخامت یا ۲ اینچ هرکدام کمتر است در هر طرف یا انتهای جوش باشد.
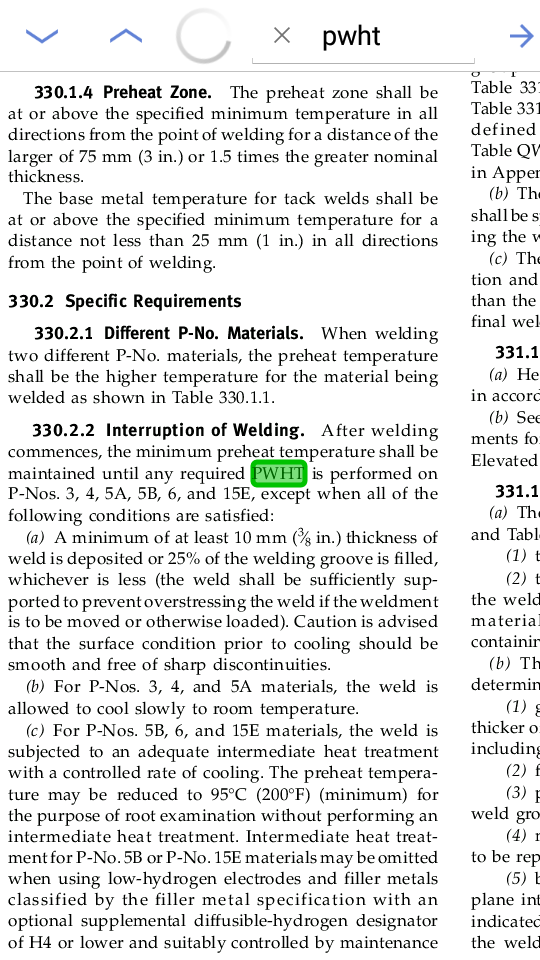
(UW-40(e تنش زدایی باید قبل از انجام هایدروتست یا نیوماتیک تست و بعد از انجام تعمیرات روی جوش انجام شود غیر از موارد مجاز در (UCS-56(f ، تست مقدماتی برای آشکار شدن Leak قبل از انجام تنش زدایی مجاز است.
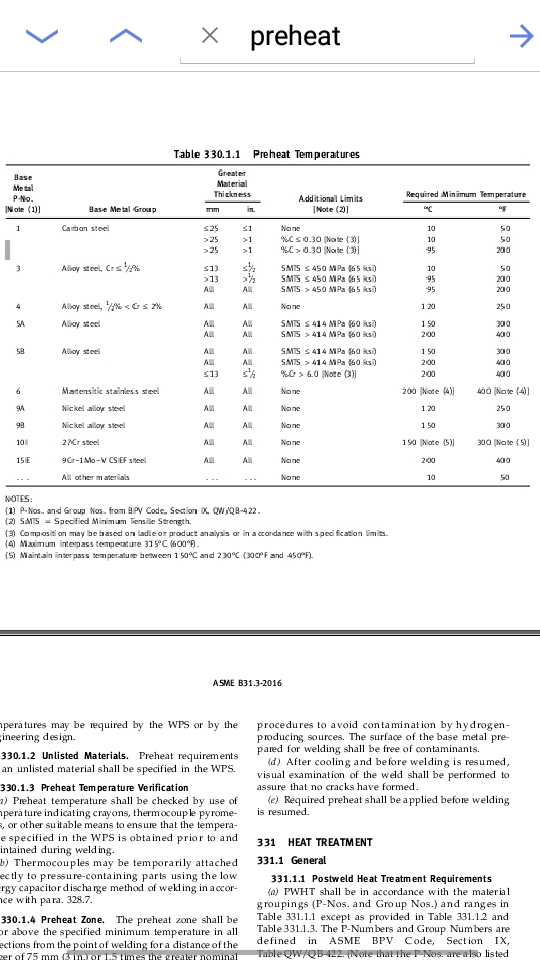
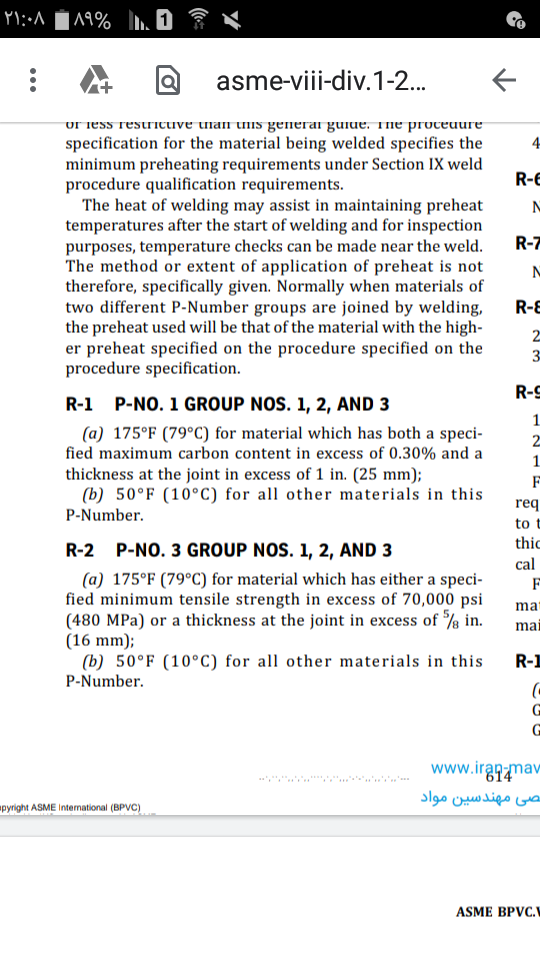
Preheating
Asme viii div 1 appendix r nonmandatort
R-1 P-NO. 1 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has both a speci-
fied maximum carbon content in excess of 0.30% and a
thickness at the joint in excess of 1 in. (25 mm);
(b) 50°F (10°C) for all other materials in this
P‐Number.
R-2 P-NO. 3 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has either a speci-
fied minimum tensile strength in excess of 70,000 psi
(480 MPa) or a thickness at the joint in excess of 5
/8 in.
(16 mm);
(b) 50°F (10°C) for all other materials in this
P‐Number.
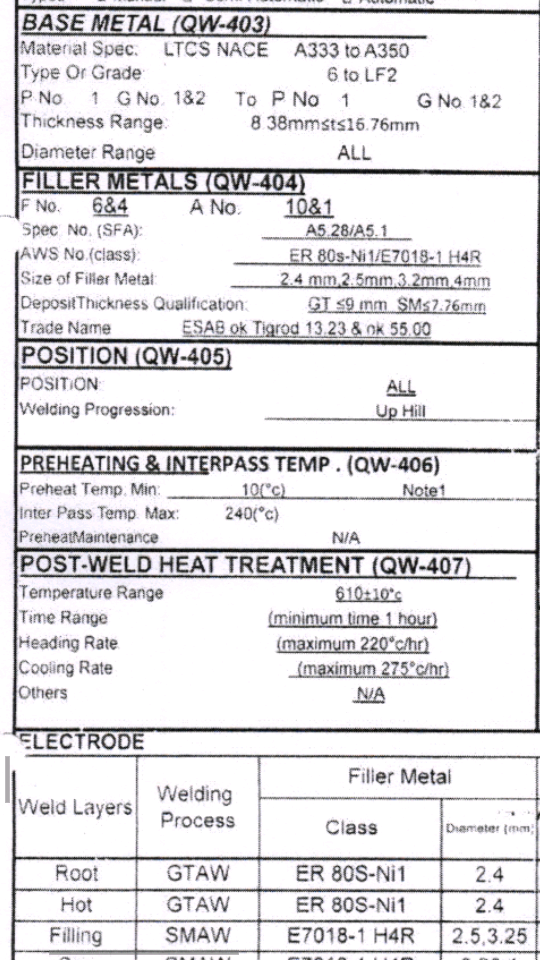
QW-403.6
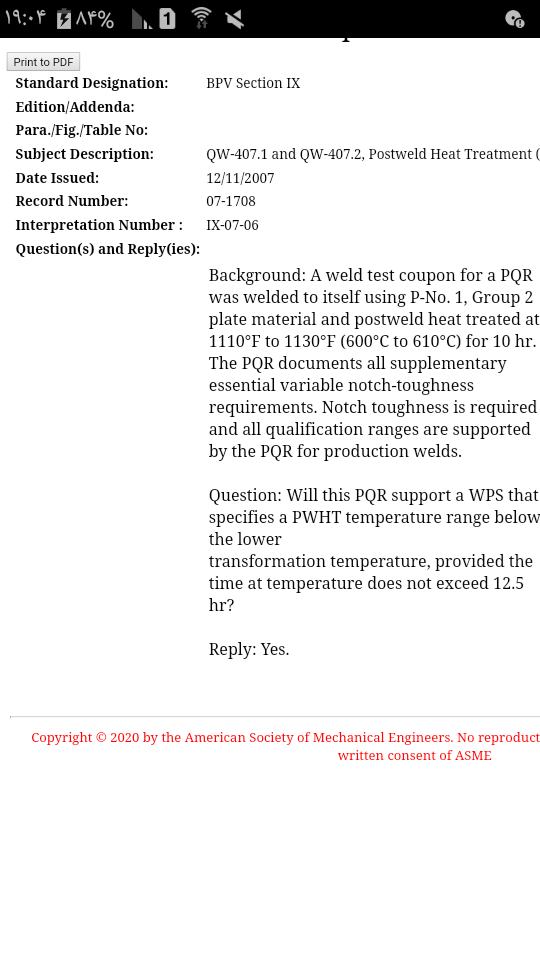
تفسیر QW-407.2 از استاندارد ASME سکشن ۹
MIN PWHT (SOAKING TIME )
ساعت 5.4=0.8÷6.75