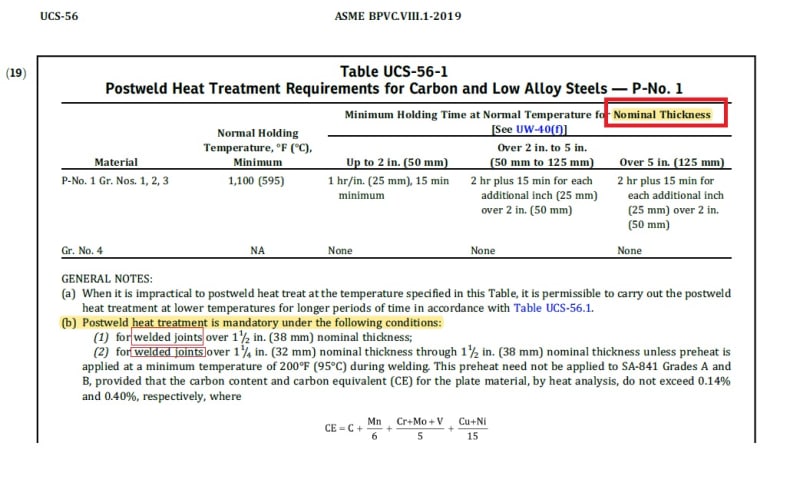
در این پاراگراف که مربوط به ASME سکشن 8 یا VIII قسمت DIV1 است در ستون ضخامت بالای 2 تا خود 5 اینچ برای PNO1 گرید 1 تا 3 تا 2 حداقل HOLDING TIME را 2 ساعت باضافه 15 دقیقه به ازای هر اینچ ( 25 MM ) اضافه شدن در ضخامت ( البته برای بالای ۲ اینچ است )
فرضا ضخامت قطعه 75 میل باشد گلویی در فیلت میشود 0.707×75 یعنی 53 میل ، برای 50 میل دو ساعت یا 120 دقیقه و برای 3 میل باید محاسبه کنیم و ضریبی بدست آورده و در 3 میل ضرب کنیم 2.4=25÷60 که ضریب در اینجا 2.4 است و در 3 میشود 7.2
(53x60/25) = approximately 130 min.
در پایپینگ نرخ گرمایش نباید از 5500/25mm و نرخ سرمایش از 6875/25mn تجاوز نماید.
HARDNESS در FURNACE یا کوره ده درصد قطعات انجام میشود ولی در حالت LOCAL یا سایت تمام سرجوش های تنش زدایی شده سختی سنجی می شوند.
ماکزیمم دمای بین پاسی برای PNO8 150 D و برای PNO1 250D است
The maximum inter-pass temperature for austenitic stainless steels (P-8) shall be 150℃.The maximum inter-pass temperature for carbon steels (P-1) shall be 250℃
ماکزیمم نرخ گرمایش بالای 300 درجه سانتیگراد نباید از 220 درجه بر ساعت یا 5500 بر ضخامت بر ساعت هر کدام کمتر است و ماکزیمم نرخ سرمایش بالای 300 درجه سانتیگراد نباید از 275 درجه بر ساعت یا 6875 بر ضخامت بر ساعت هر کدام کمتر است تجاوز نماید.سرمایش زیر 315 درجه سانتیگراد می تواند با برداشتن عایق و رها کردن در هوای آزاد انجام شود.نرخ سرمایش و گرمایش نباید زیر 55 درجه بر ساعت باشد.
The maximum heating rate above 300℃ shall not exceed 220℃/HR or 5500/t ℃/HR (where t = wall thickness in mm), whichever is lower. (not exceed 220℃/HR in any case). 6.8.2 The maximum cooling rate above 300℃ shall not exceed 275℃/HR or 6875/t ℃/HR (where t = wall thickness in mm), whichever is lower. (not exceed 275℃/HR in any case). Cooling under 315℃ can be accomplished with removal of insulation and left it in air. Cooling and heating rate is not under 55℃/HR
در استاندارد B31.3 بحثبی بعنوان GOVERNING THICKNESS وجود دارد و محاسباتی برای بدست آوردن TOTAL THK برای زمانیکنه اولت به هدر و یا برنچ و پد به هدر متصل شده صرفنظر از ضخامت های قسمت هایی که کمتر از 20 میل تنش زدایی در استاندارد است اگر مجموع ضخامت ها از دوبرابر ضخامتی که می بایست تنش زدایی شود بیشتر شود مجموعه باید PWHT شود . منظور اگر کل ضخامت جوش در ناحیه بالای 40 میل شود ( ۲۰×۲ ) سرجوش یا سرجوش های مرتبط بهم می بایست تنش زدایی شود مثلا ولدولت ۳/۴ اسکجوئل 160روی لوله ، اگر کلاس NACE باشد که در کل تنش زدایی لازم دارد ولی اگر روی متریالی کانکت شود که با توجه به ضخامت بالای 20 میل هدر نیازمند تنش زدایی است می بایست اندازه قسمت B و C در MSS SP97 را بدست آوریم یا طبق ابعادی که سازنده آن OUTLET در سایتش دارد و آنرا نصف کنیم تا T بدست آید فرضا اندازه های B و C برای ولدولت 3/4 اسکجوئل 160 به ترتیب 44.5 و 19.1 است در نتیجه کسر این دو و نصف آن می شود 12.7 میل
فرمول ضخامت گلوئی جوش 0.707 × T + T یا مینیمم 6.4 میل که با توجه به ابعاد بالا ضخامت THROAT برابر است با :
(44.5−19.1)÷2+12.7×0.7=25.9MM
برای ولدولت 1.1/4 اسکجوئل XXS و 160 ضخامت Throat :
(61.9−33.3)÷2+14.3×0.7=24.3MM
طبق استاندارد ASME B31.3 پاراگراف 331.1.3 برای ساپورت هایی ( SADDLE ) که به خطوط نیازمند PWHT جوش میشود ، ضخامت WELD THROAT بالای 16 میل می بایست تنش زدائی انجام شود و فقط برای PNO1 استفاده میشود. انجام رادیوگرافی قبل یا بعد از تنش زدایی برای PNO1 الزامی نیست یعنی می تواند قبل از تنش زدایی انجام شود ولی برای PNO3 انجام رادیوگرافی بعد از تنش زدایی الزامیست !!!
در خط لوله تنش زدائی برای خطوطی انجام می شود که ضخامت آنها 1.1/4اینچ یا تقریبا ۳۲ میل و بالاتر باشد طبق استاندارد B31.4 خطوط انتقال نفت و فشار تست نیز 1.25 برابر فشار دیزاین است. البته 1.5 برابر حساب می کنند.
برای تعبیه ترموکوپل روی لوله در استاندارد IPS قید شده برای تا سایز 6 اینچ یک ترموکوپل در TOP و قطر 8 تا 20 اینچ دو تا در ناحیه BOTTOM و TOP لوله ( 180 درجه ) و بالاتر در زوایای 120 درجه نسبت بهم قرار داده می شود.
:PIPE LINE TO API1104 : PHASE 15 & 16
تمام جوش های اتصالات و متعلقات بایستی تنش زدایی شوند زمانیکه لوله تنش زدایی لازم دارد طبق قانون مشخصات پروژه
5) All welding of connections and attachments shall be stress relieved when the pipe is required to be stress relieved by the rule of project specification with the following exceptions.
در آیتم زیر اگر جوش گوشه ای یا شیاری اندازه LEG آن بالای 0.5 اینچ نباشد به تنش زدایی نیازی نیست
5-1) Fillet & groove welds not over 12.7mm size (leg) that attach connections not over NPS 2 pipe size
در آیتم زیر اگر جوش گوشه ای و شیاری که سایز شیار آن بالای 9.5 میل نباشد در ساپورت به لوله نیازی به تنش نیست.
5-2) Fillet & groove weld not over 9.5mm groove size, which attach support members or other non-pressure attachments.
قسمت هایی که حرارت داده میشوند بایستی به آرامی به درجه مورد نیاز آورده شوند و در مدت زمان معینی در دمایی نگهداشته شوند ( حداقل یک ساعت / یک اینچ ) اما در هیچ موردی کمتر از یک ساعت نشود ، بایستی اجازه داده شود تا به آرامی خنک شود.
6) The parts heated shall be brought slowly to the required temperature and held at that temperature for a period of time proportioned on the basis of at least 1 hour/25.4mm of pipe wall thickness, but in no case less then 1 hour and shall be allowed to cool slowly and uniformly.
تنش زدایی یک اتصال بین دو متریال نامشابه بایستی انجام شود اما با درجه حرارت متریالی که دارای دمای PWHT بالاتری است
7) When stress relieving a joint between dissimilar materials having different stress relieving requirements, the material requiring the higher PWHT temperature shall be govern.
عرض باند بایستی حداقل 50 میل بزرگتر از قطر اتصال جوشی برنچ یا متعلقات به هدر.
8) Branched or other welded attachments for which PWHT is required may be locally stress relieved by heating circumferential band around the pipe on which the branch or attachments is welded with attachment at the middle of the band the width of band shall be at least 50mm greater than the diameter of weld joint the branch or attachment to header.
در استاندارد ASME B31P عرض باند برای تنش زدایی بیان شده
SOAK BAND WIDTH :
حداقل سه برابر ضخامت لوله در سنتر لاین جوش ( بیشترین پهنا ) .... در لوله های زیر ۴ اینچ حداقل پهنا در هر طرف در بیشترین عرض جوش یک و نیم برابر ضخامت است .... برای لوله های بزرگتر از ۴ اینچ و کوچکتر از ۸ اینچ این ضریب ۶t است و برای ۸ اینچ و بالاتر ۱۰t در هر طرف از جوش .
HEATED BAND WIDTH :
مینیمم پهنای مورد نیاز در این قست ، قسمت قبل باضافه 2 اینچ
GRADIENT CONTROL BAND WIDTH : نوار کنترل افت حرارت
مینیمم پهنا در هر طرف جوش ، قسمت قبل یا HEATED BAND باضافه ۴ t
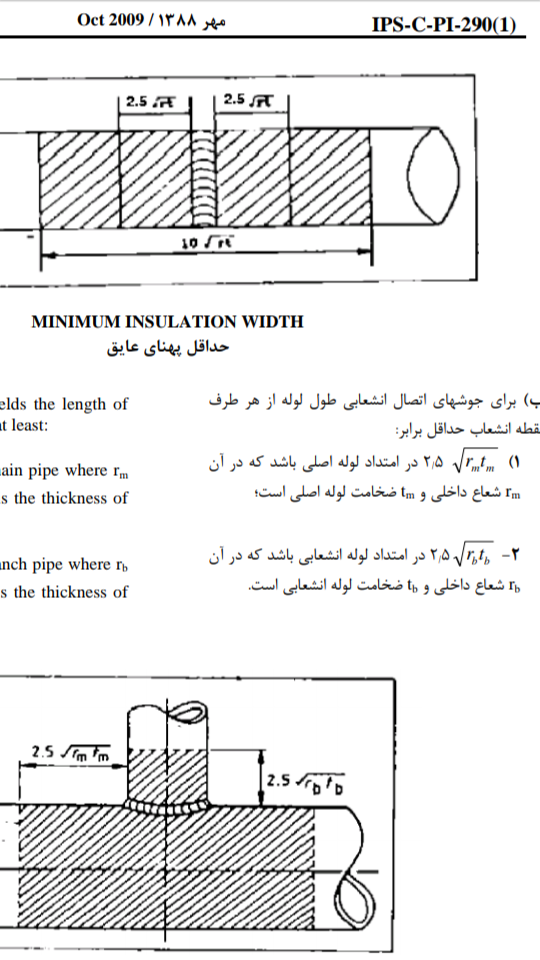
در استاندارد IPS 290 :
For pipe butt welds, the width of the heated band on each side of the weld is 2.5 t, with a minimum of 75 mm.
برای لوله لب به لب عرض نوار گرم شده در هر طرف از جوش 2.5 برابر ضخامت با مینیمم 75 میل است.
پهنای منطقه گرم شده در پیش گرمی 2t یا حداقل 100 میل ذکر شده و پهنای منطقه عایق شده برابر با منطقه گرم شده باضافه ۱۵۰ میل است.
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...


























