کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
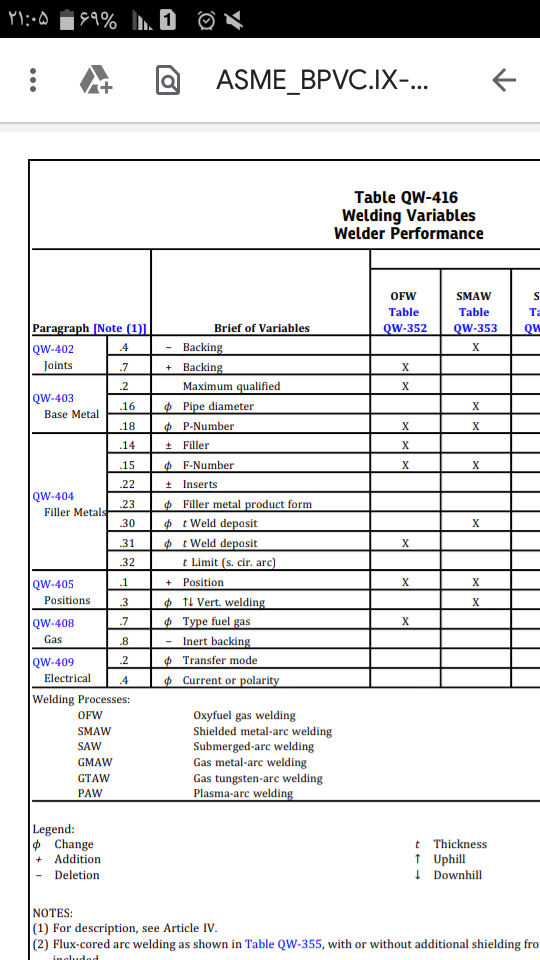
متغیرهای اصلی Essential Variable
Essential Variable
Backing: Removing the backing is an essential variable; it means if your welder qualified with a test coupon with butt welding and subsequent back welding cannot weld a job without back welding (he can only do welding when there is backing on it
حذف پشت بند یک متغیر اصلی است به این معنی که جوشکار مورد صلاحیت با تست کوپن جوش لب به لب همراه پشت بند نمی تواند قطعه ای بدون پشت بند را جوشکاری نماید .
Pipe Diameter: The limitation for pipe diameter addressed in QW-452.3. The welder who qualified in 6 inch pipe cannot weld a 2 inch pipe. He can weld till 2 ½ and not less than that. Other example that is that when a welder is qualified by 1 ½ inch pipe, can weld min 1 inch and max 2 ½ inch.
محدودیت قطر لوله طبق QW-452.3 ، جوشکار با تست اکسپت لوله ۶ اینچ نمی تواند لوله ۲ اینچ را جوشکاری نماید همینطور جوشکاری که با لوله ۱/۲ ۱ مورد صلاحیت قرار گرفته حداقل لوله ۱ اینچ و حداکثر لوله با قطر ۱/۲ ۲ را می تواند جوشکاری نماید.
P number: The limitation for P number addressed in QW- 423, for example a welder who has been qualified in base material with P number1 thru P number 15 F can weld anything in between. This might be a little confusing because it says if a welder qualified in carbon steel with P number 1 can weld a stainless steel material with P number 8 which we know this is not possible. The point is that when you reviewing the essential variable you should consider them cumulatively. Based the P number variable he can weld but based on F number variable he cannot weld. So make sure you are considering all essential variables and each of these variables have veto power.
محدودیت P نامبر طبق QW-423 برای مثال جوشکاری که با فلزپایه PNO1 تا 15F مورد صلاحیت قرار گرفته می تواند هر چیزی بین آنها را جوشکاری نماید و اینطور بیان میشود که می تواند استنلس را هم انجام دهد ولی با محدودیت F نامبر مواجه میشود پس کسیکه کربن تست داده نمیتواند لوله استنلس را جوشکاری نماید.
F number: The F number variable requirement has been addressed in the QW- 433. For example if a welder qualified with SMAW process with E 7018 for carbon steel material cannot weld with the E-308 Electrode in same SMAW process. The F number for E-7018 is 4 and for E-308 is 5 and 4 cannot cover 5 based on the QW-433 requirements.
الزامات متغیر اصلی F نامبر طبق آدرس QW-433 برای مثال جوشکار مورد صلاحیت قرار گرفته با فرآیند SMAW با الکترود E7018 برای کربن استیل نمی تواند در همان فرآیند جوش با E-308 را انجام بدهد چرا که F نامبر کربن و استنلس فرق میکند و هم پوشانی نمیکند.
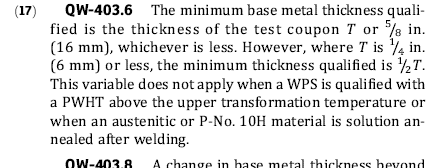
t weld deposit: Any welder qualified in plate or pipe above ½ inch with minimum 3 layer can weld unlimited. This is different from PQR and most people confusing between these two.
ضخامت جوش : هر جوشکار صلاحیت یافته برای لوله یا پلیت با ضخامت ۱۳ میلیمتر با حداقل ۳ لایه می تواند بدون محدودیت ضخامت ، جوشکاری نماید.این با PQR فرق میکند و اکثر مردم بین این دو سردرگم میشوند.
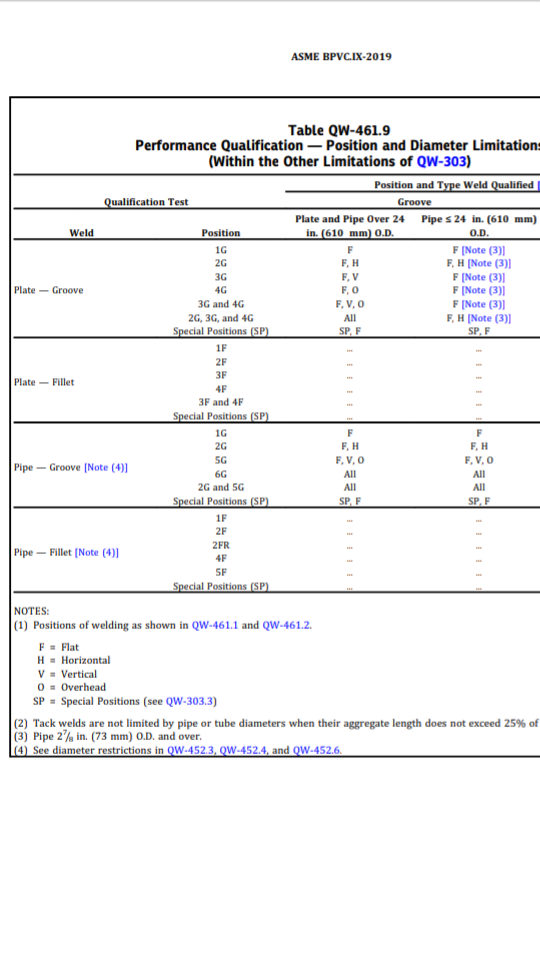
Position: The welding position is one of important essential variable in welding performance qualification. The requirement addressed in QW-461.9. Normally a welder who qualified in 6G position can weld all positions, or alternatively if he qualified in one 2G and one 5G can weld every other position.
حالت جوشکاری یکی از مهمترین متغیرهای اصلی اجرای صلاحیت جوشکاری است به آدرس QW-461.9 . به طور معمول جوشکاری که در حالت 6G تست داده در تمام حالات می تواند جوشکاری نماید یا اگر در حالت 2G و 5G مورد قبول قرارگرفته شود می تواند در هر حالت دیگری جوشکاری نماید.
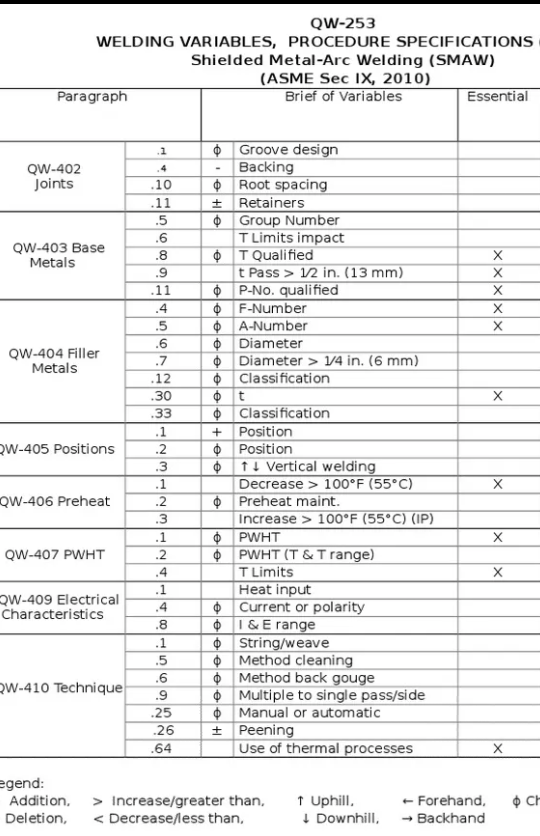
Please note the essential variable is different from one process to other process
به اطلاع میرساند متغیرهای اساسی یا اصلی از یک فرآیند به فرآیند دیگر متفاوت است و باید به جدول QW آن در استاندارد ASME IX ( یا سکشن ۹ ) مراجعه نمود. مثلا QW-253 برای فرآیند SMAW است.
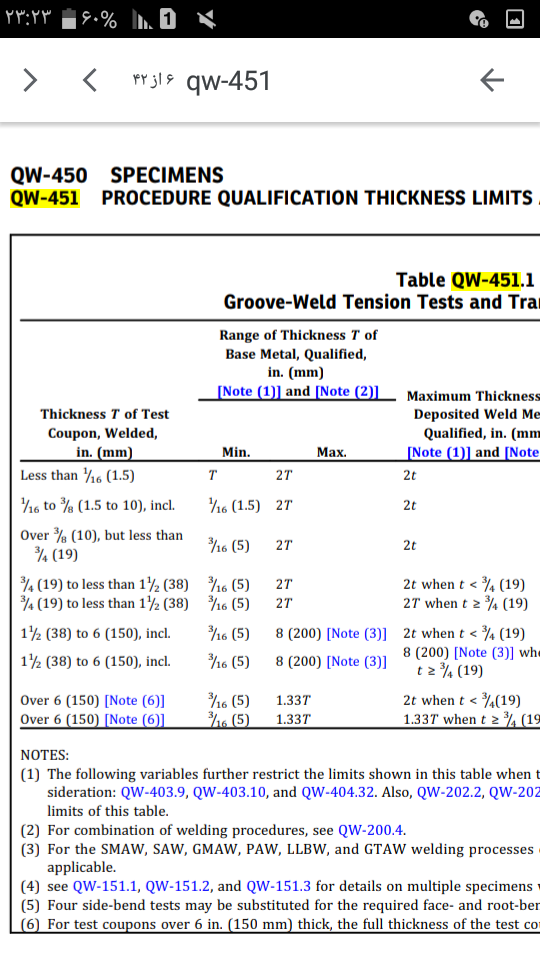
QW-200.4
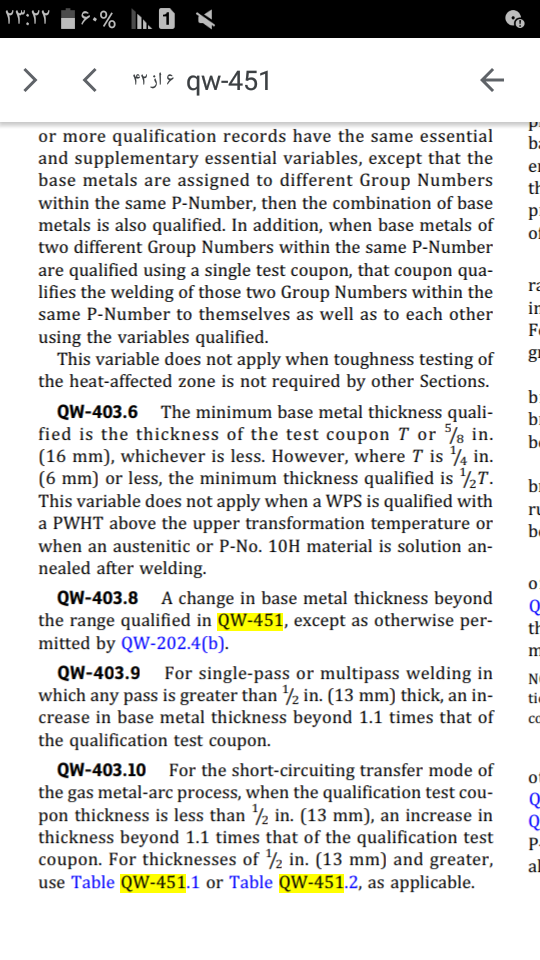
This applies to test coupons 13mm and thicker and welding processes SMAW, SAW, GTAW, GMAW. A WPS consisting of several processes can be created from different PQR’s, but the maximum thickness of base metal covered by this WPS can’t exceed 2 x the thickness of the thinnest test coupon used for each PQR and each process can’t exceed 2 x its deposited thickness. This applies even if all the processes used for that coupon are not required in this WPS. However the base metal thickness of the PQR used for the root does not have to be considered if the WPS is single sided QW200.4 b
زمانی استفاده میشه که تست کوپن 13 میلیمتر یا ضخیم تر باشد و فرایند جوشکاری طبق موارد بالا باشد.یک WPS شامل چندین فرآیند جوشکاری می تواند از PQR های مختلف تهیه شود.اما حداکثر ضخامت پوشش داده شده برای فلز پایه یا Base Metal توسط این WPS نمی تواند از دوبرابر ضخامت نازک ترین تست کوپن استفاده شده برای هر PQR تجاوز نماید و هر فرآیند نمی تواند از دو برابر ضخامت Deposit خودش تجاوز نماید.
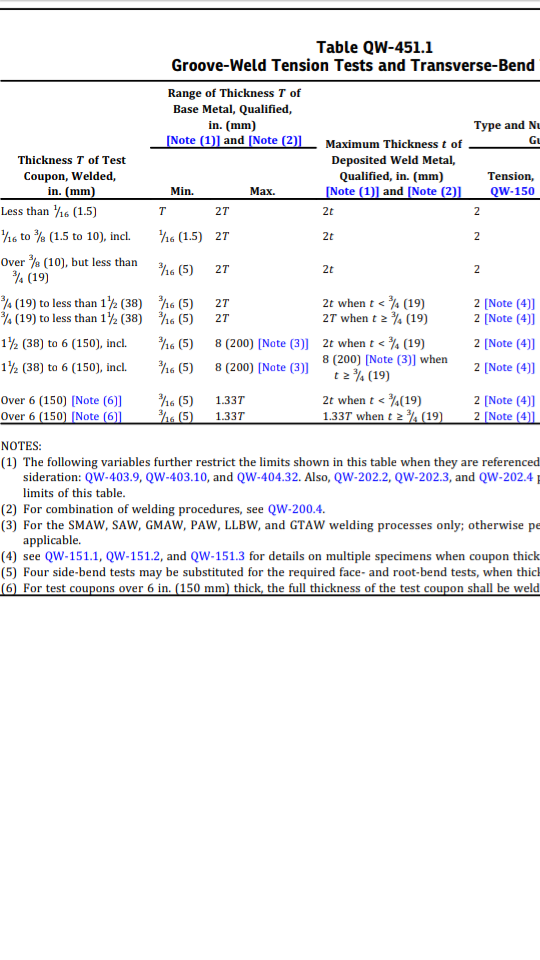
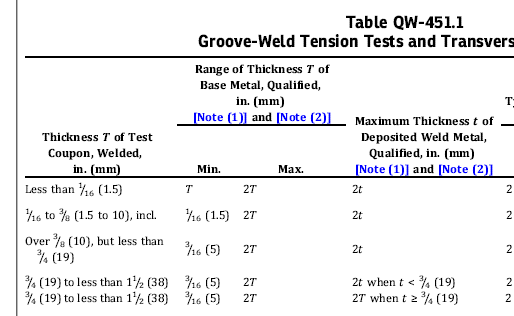
Note test coupons 38mm and above approve deposited weld metal and also base metal thickness up to 200mm max QW451.1. (QW403.7 Processe GTAW,SMAW,GMAW,SAW)
|

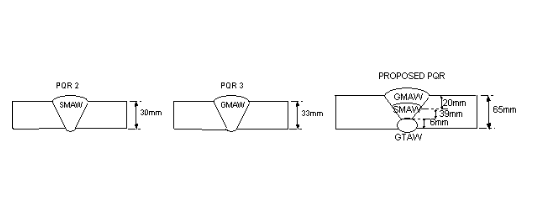
Can the proposed PQR be made from the above example + PQR 2 + PQR 3.
Consider individual deposited thickness 2 x t
GTAW 12mm > 6mm. SMAW 60mm > 39mm. GMAW 66mm > 20mm All OK
Consider Plate thickness 2 x T
SMAW 60mm <65mm Fail. GMAW 66mm > 65mm OK. GTAW not
.considered
مراجعه شود به Note 2 در جدول پائین
ضخامت مورد تائید برای تک فرآیندی با PQR و WPS دو فرآیندی
ضخامت مورد تایید در Asme سکشن 9 یا ix
Minimum qulified Base Metal Thickness
ضخامت مورد تائید PQR
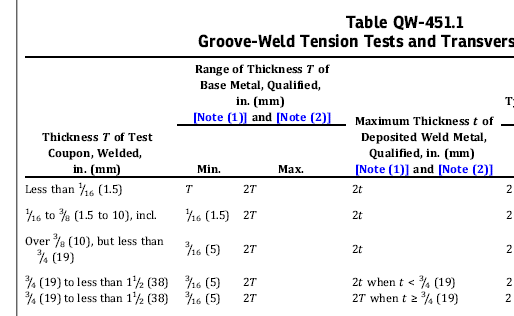
اگر قطعه به impact تست نیاز داشته باشد محدوده پذرش طبق ۴۰۳.۶ درغیراینصورت طبق ۴۰۳.۸ از جدول ۴۵۱.۱ بدست می آید
فرضا اگر ورق 10 میلیمتر باشد و به تست ضربه احتیاج باشد حداقل ضخامت مورد پذیرش طبق QW-403.6 یک T یا 16 میلیمتر هر کدام کمتر باشد در اینجا 10 میلیمتر کمتر از 16 است و بنابراین مینیمم ضخامت همان 10 میلیمتر و حداکثر هم 2T می باشد طبق 451.1 ، پس در حالت تست ضربه ضخامت بین 10 تا 20 مورد قبول است و ضخامت بالاتر احتیاج به PQR جدید دارد ولی در حالتی که تست ضربه لازم نباشد محدوده پذیرش طبق جدول 451.1 میشود بین 1.5 تا 20 میلیمتر .
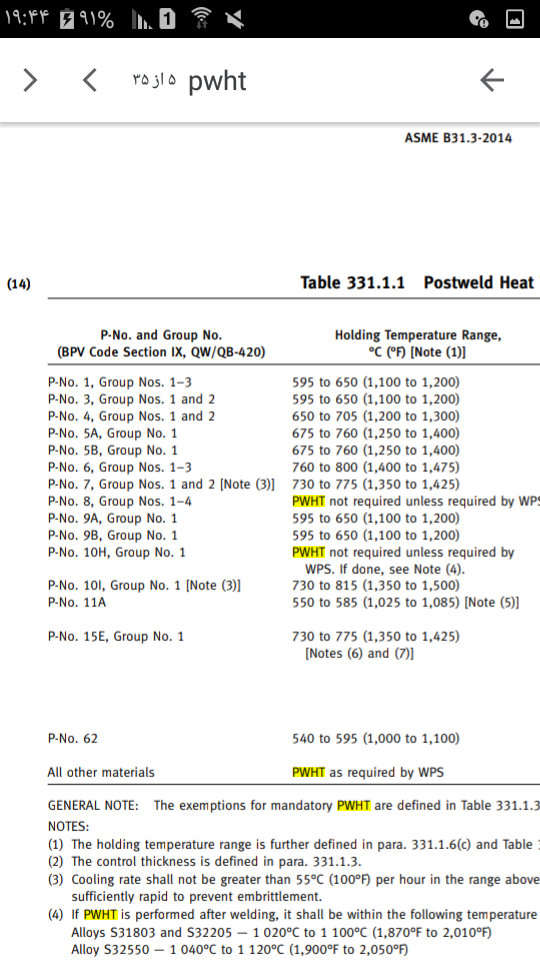
Preheating
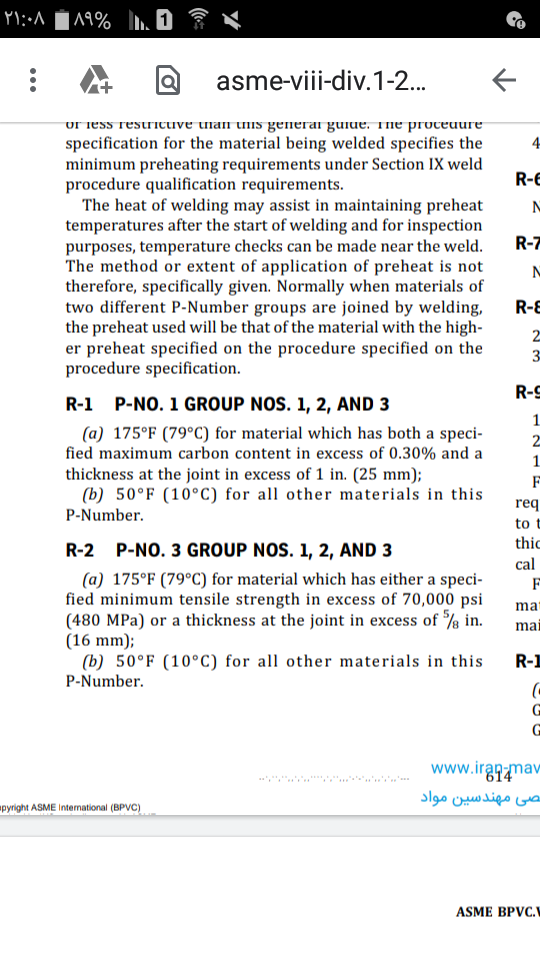
Asme viii div 1 appendix r nonmandatort
R-1 P-NO. 1 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has both a speci-
fied maximum carbon content in excess of 0.30% and a
thickness at the joint in excess of 1 in. (25 mm);
(b) 50°F (10°C) for all other materials in this
P‐Number.
R-2 P-NO. 3 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has either a speci-
fied minimum tensile strength in excess of 70,000 psi
(480 MPa) or a thickness at the joint in excess of 5
/8 in.
(16 mm);
(b) 50°F (10°C) for all other materials in this
P‐Number.
QW-403.6
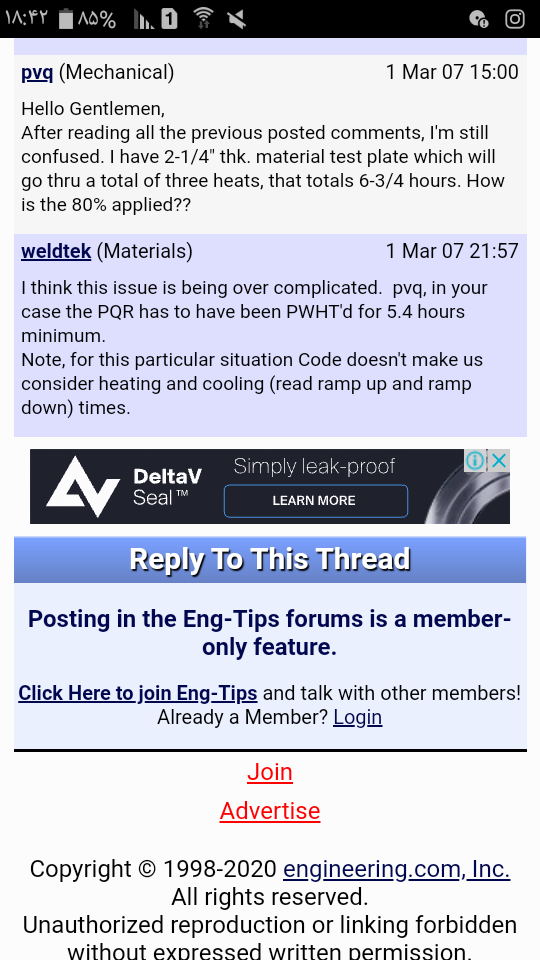
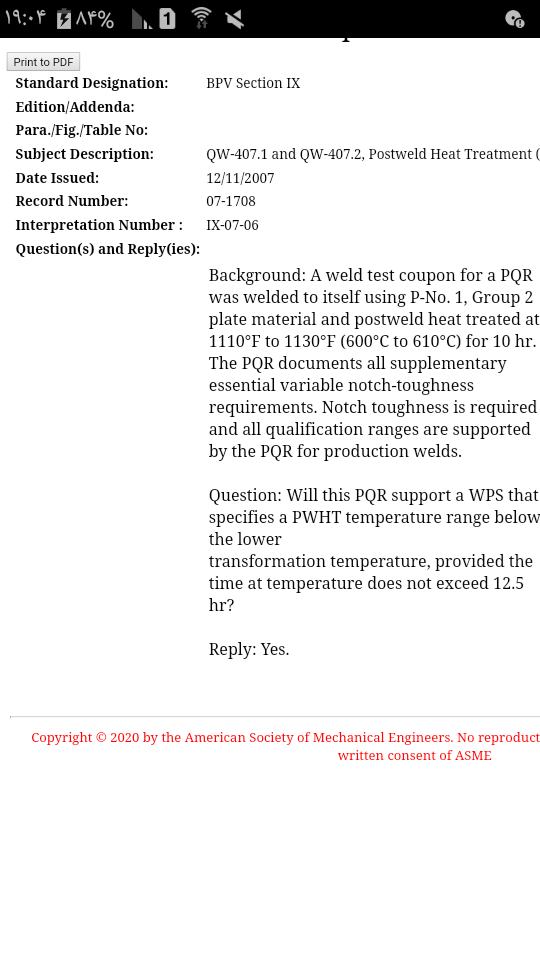
تفسیر QW-407.2 از استاندارد ASME سکشن ۹
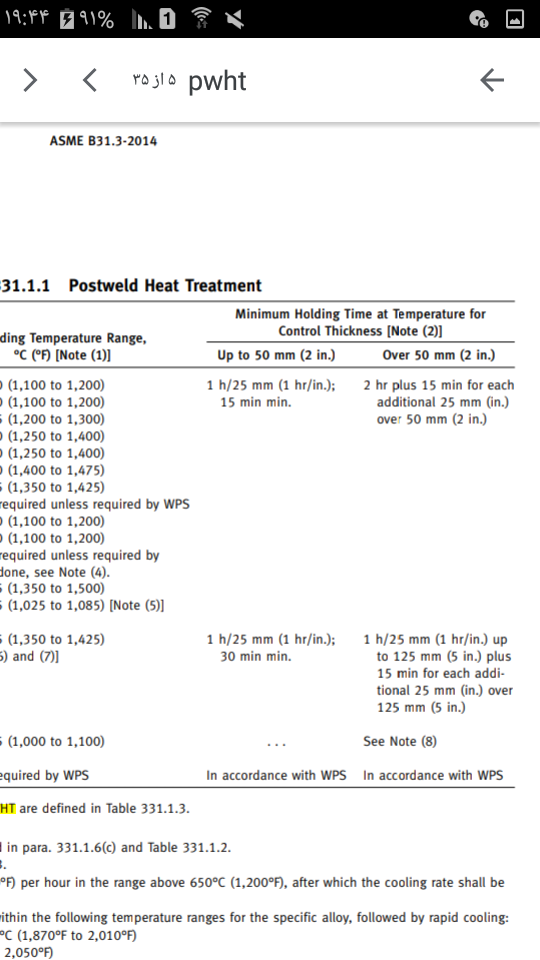
MIN PWHT (SOAKING TIME )
ساعت 5.4=0.8÷6.75