کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
تعیین ضخامت B31.3
Table S301.3.1 Generic Pipe Stress Model Input
Term Value
Operating conditions:
internal pressure, P1 3 450 kPa (500 psi)
maximum metal temp., T1 260°C (500°F)
minimum metal temp., T2 −1°C (30°F)
installation temperature 21°C (70°F)
Line size DN 400 (NPS 16)
Pipe Schedule 30/STD, 9.53 mm
(0.375 in.)
Mechanical allowance, c 1.59 mm (0.063 in.)
Mill tolerance 12.5%
Elbows Long radius
Fluid specific gravity 1.0
Insulation thickness 127 mm (5 in.)
Insulation density 176 kg/m3 (11.0 lbm/ft3)
Pipe material ASTM A106 Grade B
Pipe density 7 833.4 kg/m3 (0.283 lbm/in.3)
Total weight 7 439 kg (16,400 lbm)
Unit weight 248.3 kg/m (166.9 lbm/ft)
design conditions by inserting eq. (3a) into eq. (2); terms
are defined in para. 304.1.1 and Appendix J.
E =1.0
P =design pressure
= 3 795 kPa (550 psi)
S = allowable stress from Appendix A, Table A-1
= 125 MPa (18.1 ksi) at design temperature 288°C
(550°F)
Y = 0.4 from Table 304.1.1
tm=t+c
tm=6.10+1.59=7.69
Year : 2014
500F 550F 600F
19 ksi 18.5ksi 17.9ksi
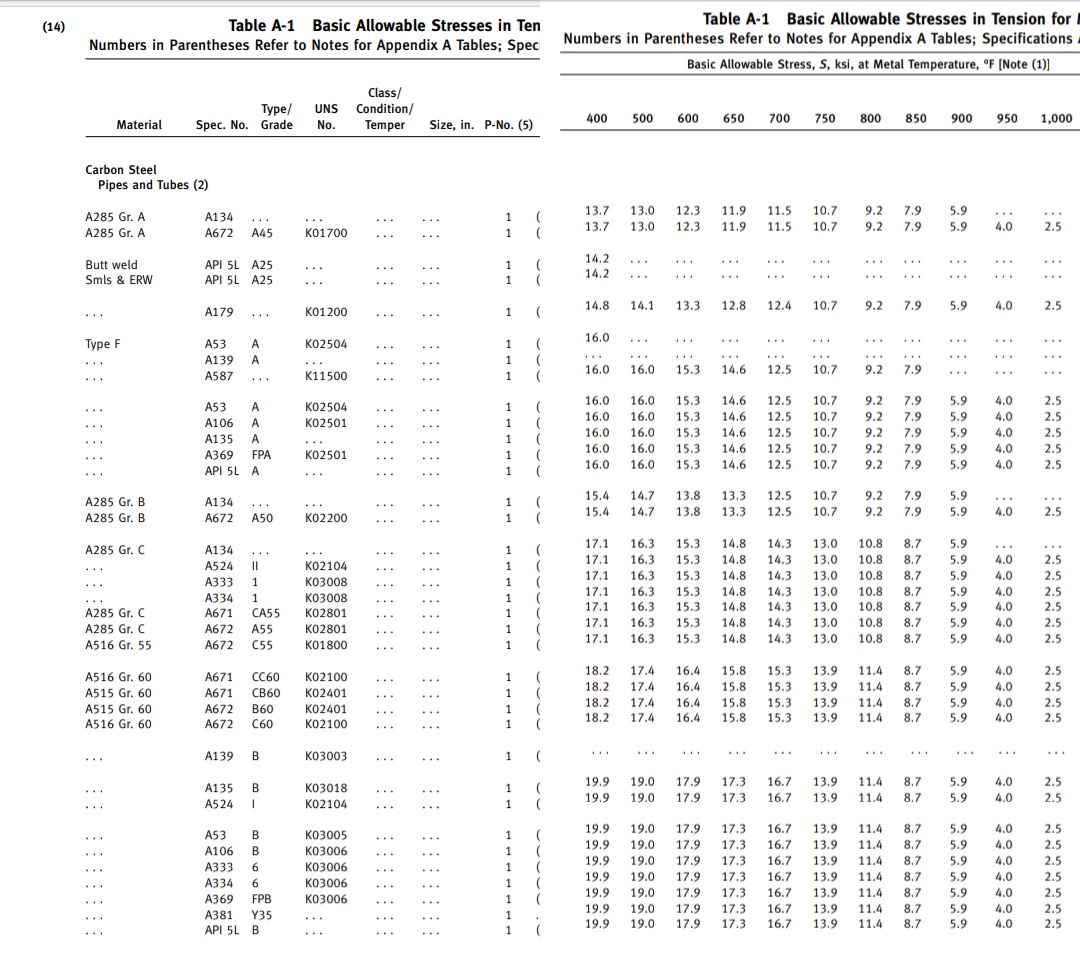
Year 2008
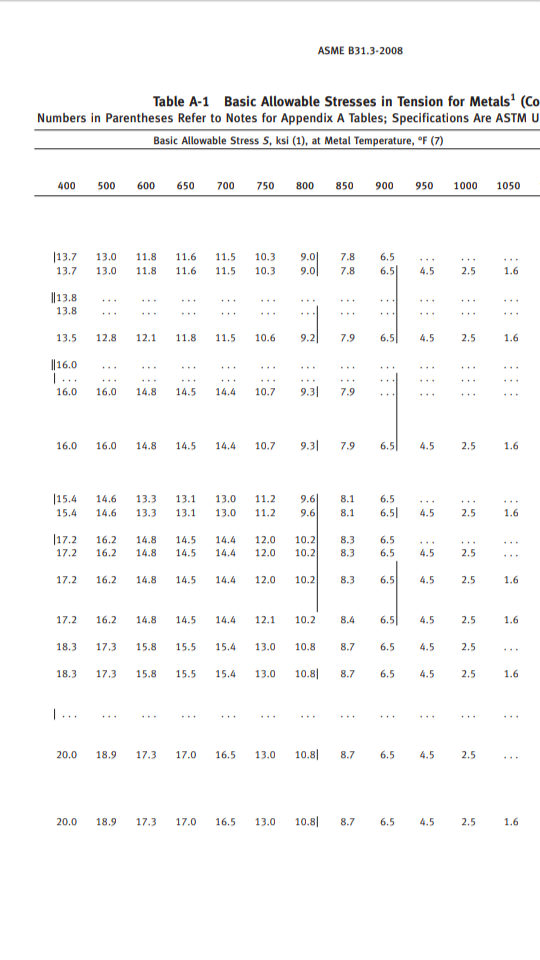
B31.3 2008 : A106-B
500F 550F 600F
18.9 ksi 18.1 ksi 17.3 ksi
In accordance with para. 304.1.2(a), t must be less than D/6 for eq. (3a) to be appropriate without considering additional factors to compute the pressure design thickness, t (i.e., t < D/6, or 7.69 mm < 406.4 mm/6). Since 7.69 mm (0.303 in.) < 67.7 mm (2.67 in.), eq. (3a) is applicable without special consideration of factors listed in para. 304.1.2(b).
Now select a pipe schedule of adequate thickness. Determine the specified minimum pipe wall thickness, T, from nominal pipe wall thickness, T, considering a mill tolerance of 12.5%. Select DN 400 (NPS 16) Schedule 30/STD nominal wall thickness from ASME B36.10M.
T =9.53 mm (0.375 in.)
T =(9.53 mm)(1.00 − 0.125) p 8.34 mm (0.328 in.)
Since T ≥ tm (i.e., 8.34 mm > 7.69 mm), the selection of the nominal pipe wall thickness, T, for Schedule 30/STD pipe is acceptable. The long radius elbows specified for this piping system are in accordance with ASME B16.9 and are specified to be for use with Schedule 30/STD wall thickness pipe.
رویدادهای اواخر آبان ۱۴۰۱ خورشیدی

سردار سعید قاسمی به سیزده و یک روز حبس تعزیری محکوم شد.
محمد جعفر غفاری رئیس شعبه ۱۰۰۵ دادگاه کیفری دو مجتمع قضایی ولیعصر تهران، در خصوص اتهام سردار بازنشسته سعید محمد قاسمی لنگرودی دائر بر توهین و تهدید به قتل موضوع شکایت رضا گلپور چمرکوهی نویسنده و فعال رسانهای منطبق بر مفاد کیفرخواست صادره توسط زهرا مشایخی ریاست شعبه یکم دادیاری دادسرای عمومی و انقلاب ناحیه ۱۲ (امام خمینی ره) تهران؛ وقوع دو بزه انتسابی به نامبرده را محرز تشخیص و به استناد قوانین مربوطه سعید قاسمی را از بابت توهین به پرداخت مبلغ سیزده میلیون و یک ریال جزای نقدی در حق دولت و از بابت تهدید به قتل و ضررهای جسمی و حیثیتی به سیزده ماه و یک روز حبس تعزیری محکوم نمود.
رضا گلپور نویسنده کتاب "شنود اشباح" پس از بیان مطالبی از سوی سردار سعید قاسمی در سخنرانی بعد از ظهر دهم اردیبهشت ۱۴۰۱ در مراسم تشییع جنازه مرحوم نادر طالب زاده اردوبادی که توسط رسانه های مختلف، به شکل زنده منتشر گردید به اتهامات توهین به اشخاص عادی، تهدید به قتل و شکنجه، نشر اکاذیب و افتراءبه طرح شکایت از او پرداخته بود.
سال گذشته علی رهبری موسیقیدان و آهنگساز برجسته ایرانی نیز در نامهای به وزیر فرهنگ و ارشاد اسلامی، سرود جمهوری اسلامی ایران را «کپی» سرود ملی کره جنوبی دانست و خواستار ساخت سرودی جدید با استفاده از بنمایه موسیقی ایرانی شد. او افزود: از این سرود «بویی از ایران» به «مشام» نمیرسد و «گویا توسط غیرایرانیان نوشته شده است»
به گزارش همشهری آنلاین، روح الله حکیمی فرد مسوول روابط عمومی سپاه صاحبالزمان(عج) استان اصفهان با بیان جزئیاتی از حادثه تروریستی در فلکه نگهبانی خانه اصفهان اظهار کرد: شامگاه چهارشنبه مورخ ۲۵ آبان ماه در پی فراخوان گسترده ضدانقلاب برای ایجاد آشوب و اغتشاش نیروهای حافظ امنیت به منظور برقراری نظم و امنیت در فلکه نگهبانی خانه اصفهان حضور پیدا میکنند.... در ایذه هم ۵ نفر کشته ( شهید ) و چند تن نیز زخمی گزارش شده..... ( خودم : مراقب باشید خیزش جوانان انقلابی شروع شده مکان های شلوغ را سریعا ترک نمائید.)
وی افزود: پس از آن عوامل تروریستی از بین اغتشاشگران با رگبار به سمت نیروهای مدافع امنیت تیراندازی میکنند که ۲ نفر از نیروهای بسیجی به نام محسن حمیدی و محمدحسین کریمی به شهادت رسیده و ۲ نفر دیگر نیز مجروح هستند.
حکیمی فرد با تکذیب هرگونه حمله تروریستی به حوزه بسیج در اصفهان گفت: اطلاعیه منتشر شده از سوی سپاه کذب است و جزئیات تکمیلی از رسانههای رسمی متعاقبا اعلام خواهد شد.
در بالا روابط عمومی شرح میدهد بعد عنوان می کند اطلاعیه سپاه کذب است ؟!!!!!
نفر پنجم ؟!!!
2 : شما می دانید که حقیقت همیشه بالاتر از هر چیزی است، دوست ندارید مردم بخواهند از شما سوء استفاده کنند. بنابراین تصمیم می گیرید که حقیقت را بگویید، حتی اگر دروغگو به حساب بیایید.
محاسبه ضخامت مورد نیاز لوله در فشار طراحی شده
فرمول
(t=P(psi)D(mm)/2SEW+2PY
t=thickness
(P=Design Pressure (psi
(D=Outside diameter (mm
S=Stress Value(Allowable Tensile Strength
E=Quality Factor TableA1 B31.3
W=Weld Joint Strength Factor 302.3.5 b31.3
Y=Coefficient Factor Table 304.1.1 B31.3
(Design Prssure=11bar (159.5 psi
Design Temp = 85C
Material= Astm API 5L Grade B , Seamless
(Corrosion Alliwance =3mm(0.11811inch
Y=0.4
(E=1(Seamless
S=15000psi
Wall Thk Tolerance=12.5% Of Wall Thickness
(t=(159.5×88.9)/(2×20000+2×0.4×159.5
0.35=14179.55/40127.6
3.828=0.35+3/0.875
سپس به استاندارد Asme b36.10 ( ضخامت ها ) مراجعه میشود و در جدول دنبال ضخامتی می گردیم که طبق OD بالا نزدیک به آن باشد و در ستون Sch ذکر شده باشد و در پروژه های معمول نفت و گاز 3 Sch30 وجود ندارد پس Sch40 میشود ضخامت لوله ی استفاده شده
Input Values
Calculated Results
Design Thickness Calculated = 0.35
Thickness With Allowances = 3.83
Suggested Standard Pipe Thickness = S30



Flange THK


www.engineeringtoolbox.com/amp/a106-carbon steel-pipes
SIZE 10 INCH SCH 100 MATERIAL API5L GR.B TEMP 100F
2X20000X((1-12.5)×0.719)/10.75-2×0.4×((1-12.5×0.719
2456=25165/10.2467
2456PSI=169.34Bar
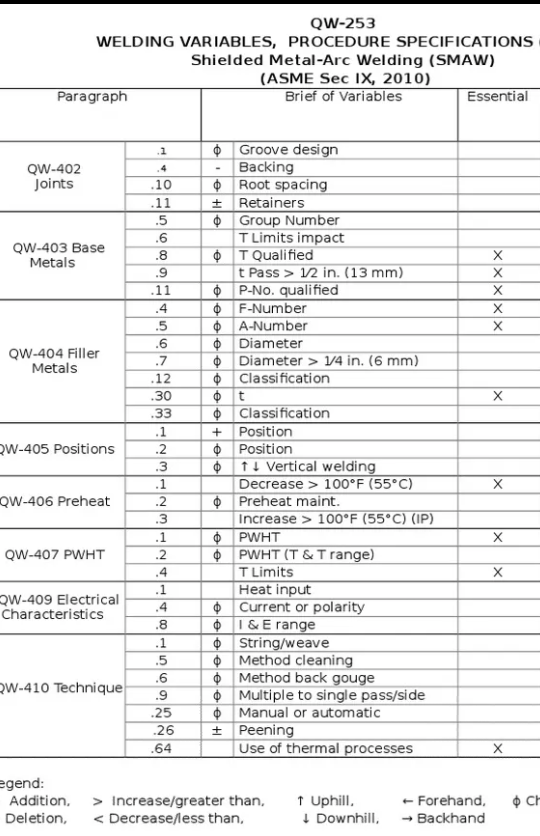
ضخامت مورد تائید برای تک فرآیندی با PQR و WPS دو فرآیندی
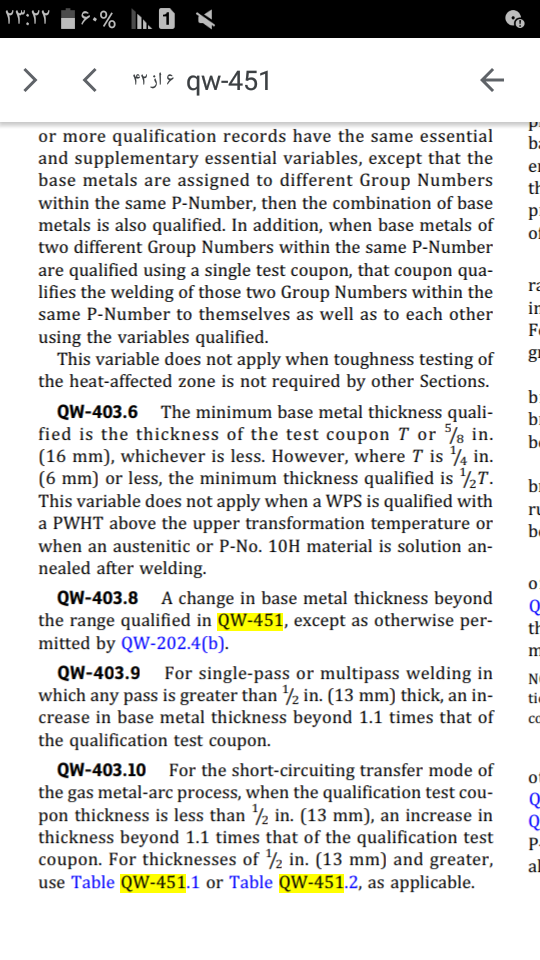
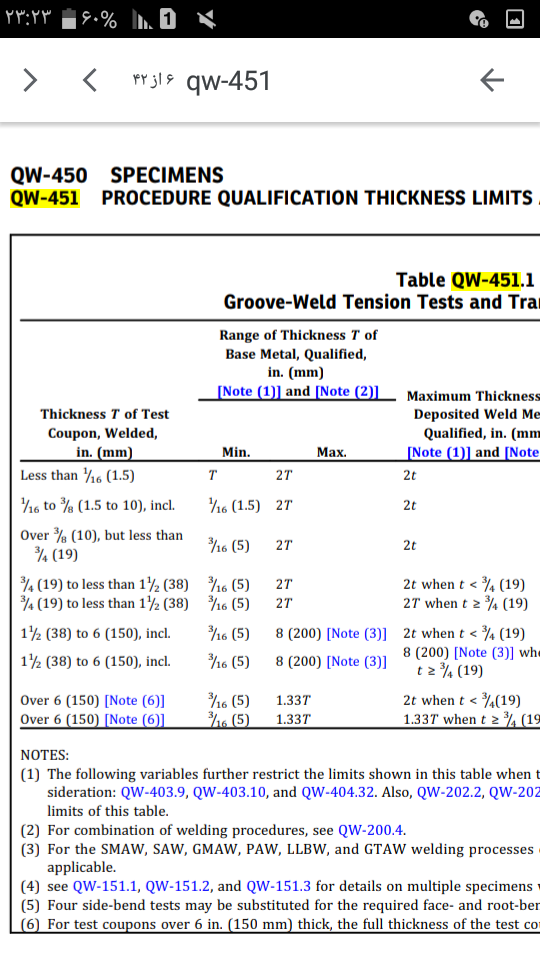
ضخامت مورد تایید در Asme سکشن 9 یا ix
Minimum qulified Base Metal Thickness
ضخامت مورد تائید PQR
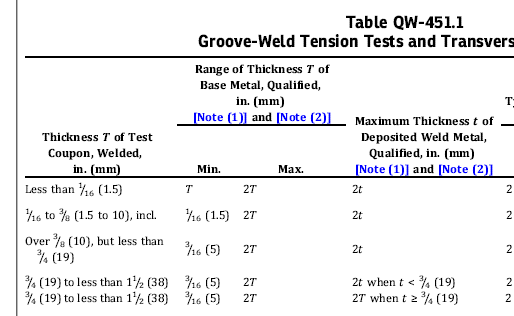
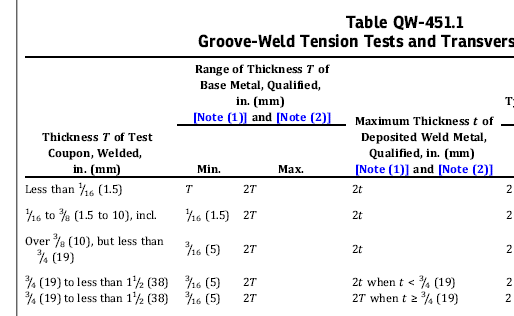
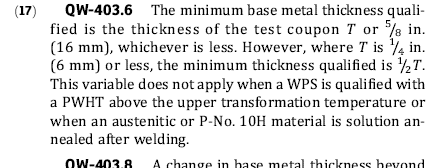
اگر قطعه به impact تست نیاز داشته باشد محدوده پذرش طبق ۴۰۳.۶ درغیراینصورت طبق ۴۰۳.۸ از جدول ۴۵۱.۱ بدست می آید
فرضا اگر ورق 10 میلیمتر باشد و به تست ضربه احتیاج باشد حداقل ضخامت مورد پذیرش طبق QW-403.6 یک T یا 16 میلیمتر هر کدام کمتر باشد در اینجا 10 میلیمتر کمتر از 16 است و بنابراین مینیمم ضخامت همان 10 میلیمتر و حداکثر هم 2T می باشد طبق 451.1 ، پس در حالت تست ضربه ضخامت بین 10 تا 20 مورد قبول است و ضخامت بالاتر احتیاج به PQR جدید دارد ولی در حالتی که تست ضربه لازم نباشد محدوده پذیرش طبق جدول 451.1 میشود بین 1.5 تا 20 میلیمتر .