کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
روش های آزمون و حد پذیرش برای صلاحیت WPS ... برداشت از AWS D1.1 2020
6.10 Methods of Testing and Acceptance Criteria for WPS Qualification
The welded test assemblies shall have test specimens prepared by cutting the test plate , whichever is applicable. The test specimens shall be prepared for testing
Visual Inspection of Welds. The visual acceptance criteria for qualification of groove and fillet welds (excluding weld tabs) shall conform to the following requirements, as applicable:
6.10.1.1 Visual Inspection of Groove Welds. Groove welds shall meet the following requirements:
(1) Any crack shall be unacceptable, regardless of size.
(2) All craters shall be filled to the full cross section of the weld.
(3) Weld reinforcement shall not exceed 1/8 in [3 mm]. The weld profile shall conform to Figure 1.4 and shall have complete fusion.
(4) Undercut shall not exceed 1/32 in [1 mm].
(5) The weld root for CJP grooves shall be inspected, and shall not have any cracks, incomplete fusion, or inadequate joint penetration.
(6) For CJP grooves welded from one side without backing, root concavity or melt-through shall conform to the following:
(a) The maximum root concavity shall be 1/16 in [2 mm], provided the total weld thickness is equal to or greater than that of the base metal.
(b) The maximum melt-through shall be 1/8 in [3 mm].
6.10.1.2 Visual Inspection of Fillet Welds. Fillet welds shall meet the following requirements: (1) Any crack shall be unacceptable, regardless of size.
(2) All craters shall be filled to the full cross section of the weld.
(3) The fillet weld leg sizes shall not be less than the required leg sizes.
(4) The weld profile shall meet the requirements of Figure 1.4.
(5) Base metal undercut shall not exceed 1/32 in [1 mm].
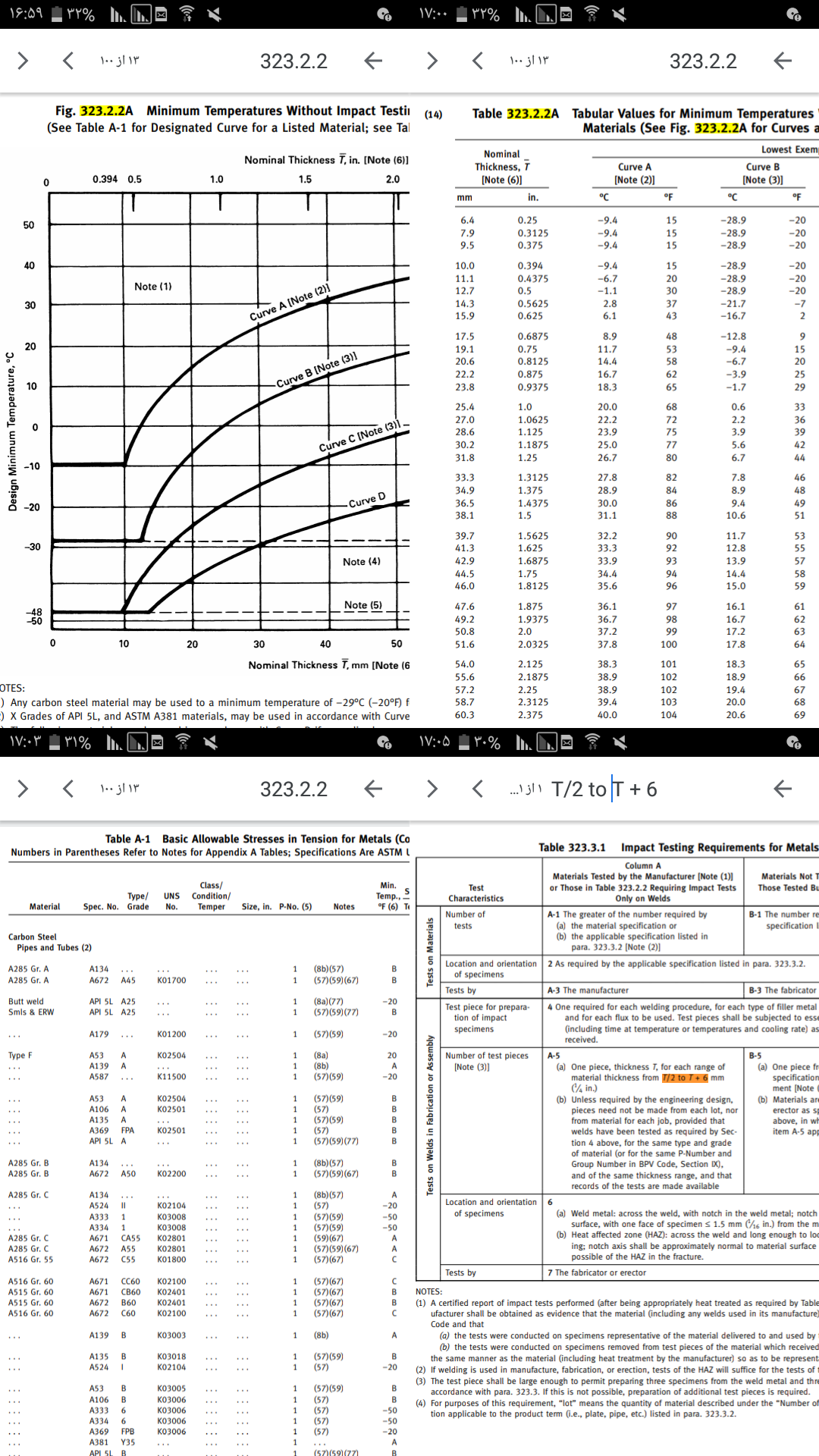
الزامات تست ضربه
آیا مورد بالا برای تائید WPS به تست ضربه احتیاج دارد ؟
WPS و پنالتی جوشکار
QW-200.2(f)
یک WPS می تواند محدوده ضخامت از 1.5 میل تا 32 میل را کاور کند اگر PQRs برای هر دو رنج 1.5 تا 5 و 5 تا 32 میل موجود باشد.
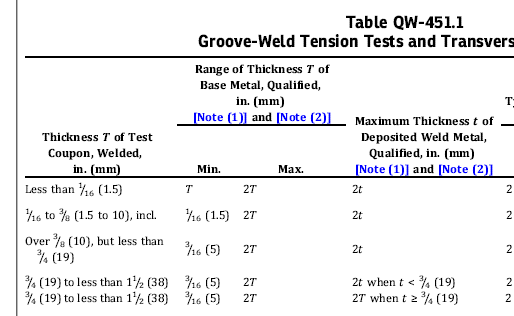
QW-202.1 Mechanical Tests.
نوع و تعداد نمونه های آزمون برای صلاحیت جوش شیاری در QW-451 داده شده و بایستی به همان روشی که در شکل QW-463.1(a تا (f) نشان داده شده برداشته شوند.اگر هر در هر کدام از قطعات عیبی وجود داشته باشد که شرط پذیرش را مردود کند می بایستی بعنوان عیب در نظر گرفته شود
QW-202.2 Groove and Fillet welds
تائید WPS روی جوش شیاری باید با استفاده از TENSION و GUIDED-BEND تست انجام شود.تست THOUGHNESS بایستی زمانیکه توسط کد لازم است تهیه گردد.WPS بایستی برای استفاده از جوش شیاری در محدوده متغیرهای اساسی لیست شده تائید گردد.
زمانیکه تست کوپن با ضخامت متفاوتی جوش شده باشند T یا ضخامت Base Metal تائید شده در QW-451 بطور جداگانه باید برای هر فلز پایه در تست کوپن تعریف شوند.اگر ضخامت بیشتر TAPER شود ( تا ضخامت عضور کوچکتر بصورت ۳۰ درجه برداشته شود ) محدوده مورد تائید بایستی بر اساس ضخامت فلز پایه نزدیک به پنجه جوش در نازکترین انتهای TRANSITION ( محل تغییر ضخامت ) باشد.نمونه های آزمایش برای تست TENSILE و تست BEND می تواند تا ضخامت مورد نیاز برای فلز پایه نازکتر قبل از آزمایش ماشینکاری شود.
QW-202.3 Weld repair and build up
WPS مورد تائید برای جوشکاری شیاری بایستی انجام شود برای تعمیرات جوش شیاری و گوشه ای و برای buildup.
a)محدودیتی در ضخامت فلز پایه یا فلز رسوب داده شده برای جوش گوشه ای وجود ندارد
b)برای سایر جوش های گوشه ای محدوده ضخامت برای فلز پایه و فلز جوش رسوب داده شده برای هر فرآیند جوشکاری باید بر طبق QW-451 باشد جز اینکه محدودیت بالایی برای ضخامت فلز پایه وجود نداشته باشد ، مشروط بر اینکه تائیدیه برای فلز پایه با ضخامت 38 میل یا بیشتر تهیه شده باشد.
QW-202.4 Dissimilar Base Metal Thicknesses
WPS تائید شده روی جوش های شیاری بایستی برای تولید جوش بین ضخامت فلز پایه غیر مشابه اجرائی یا عملی باشد به شرط آنکه :
a) ضخامت عضو نازک بایستی در محدوده مجاز QW-451 باشد
b) ضخامت عضو بیشتر بایستی طبق زیر باشد :
(1) برای P نامبرهای زیر
For P‐No. 8, P‐No. 41, P‐No. 42, P‐No. 43, P‐No.
44, P‐No. 45, P‐No. 46, P‐No. 49, P‐No. 51, P‐No. 52,
P‐No. 53, P‐No. 61, and P‐No. 62
نباید محدودیتی روی ماکزیمم ضخامت عضور ضخیم تر در اتصال متریال های با P نامبر مشابه باشد به شرط آنکه تائیدیه روی فلز پایه با ضخامت 6 میل یا بیشتر فراهم شده باشد.
(2) برای سایر فلزهای دیگر ضخامت های عضو ضخیم تر بایستی در رنج مجاز جدول QW-451 باشد جز اینکه محدودیتی روی ماکزیمم ضخامت غضو ضخیم تر نیاز نباشد به شرط اینکه تائیدیه روی فلز پایه با ضخامت 38 میل یا بیشتر صورت گرفته باشد.
QW-203 LIMITS OF QUALIFIED POSITIONS FOR PROCEDURES
تائیدیه در هر وضعیت جوشکاری پروسیجور برای تمام وضعیت ها را مجاز می کند.فرآیند جوشکاری و الکترودها بایستی برای وضعیت بکار برده شده توسط WPS مناسب باشد . جوشکار یا اپراتور جوشکاری که توسط WPS مجاز دانسته شده در همان وضعیت مورد تائید هستند.
QW-211 BASE METAL
فلز پایه می تواند شامل هم ورق ، لوله یا سایر فرم های تولیدی باشد.صلاحیت در جوشکاری ورق جوشکاری برای لوله را هم تائید میکندو بالعکس.ابعاد تست کوپن باید کافی باشد تا نمونه های تست مورد نیاز را فراهم نماید.
QW-251.2 Essential Variables.
متغیرهای اساسی آنهایی هستند که تغییرات شرح داده شده در متغیر مشخص شده در خواص مکانیکی weldment تاثیر بگذارد و نیاز به تائید مجدد WPS دارند.متغیرهای اساسی تکمیلی زمانیست که به THOUGHNESS تست احتیاج باشد برای هر فرآیند جوشکاری.
QW-251.3 Nonessential Variables.
متغیرهای غیر اساسی آنهایی هستند که تغییرات در متغیر مشخص شده می تواند بدون تائید دوباره در WPS ایجاد شود.
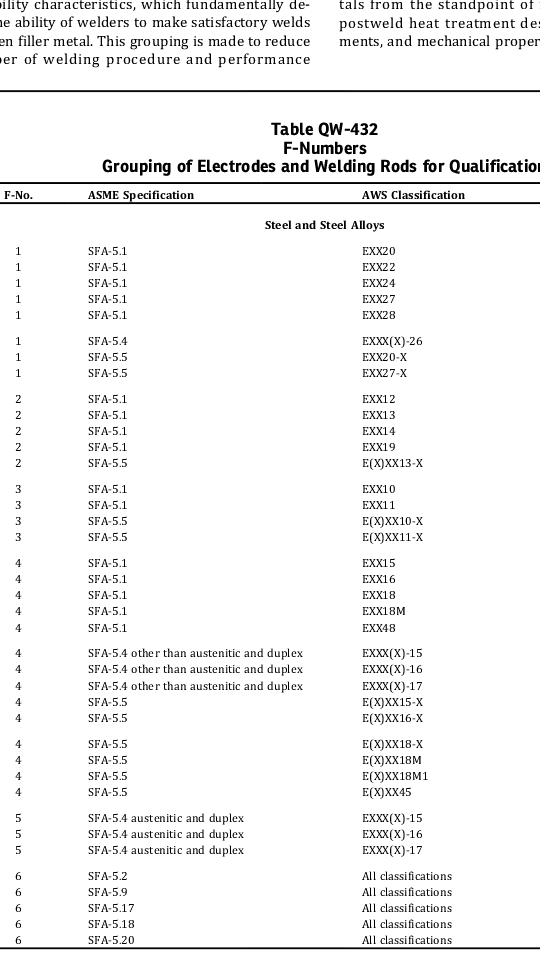
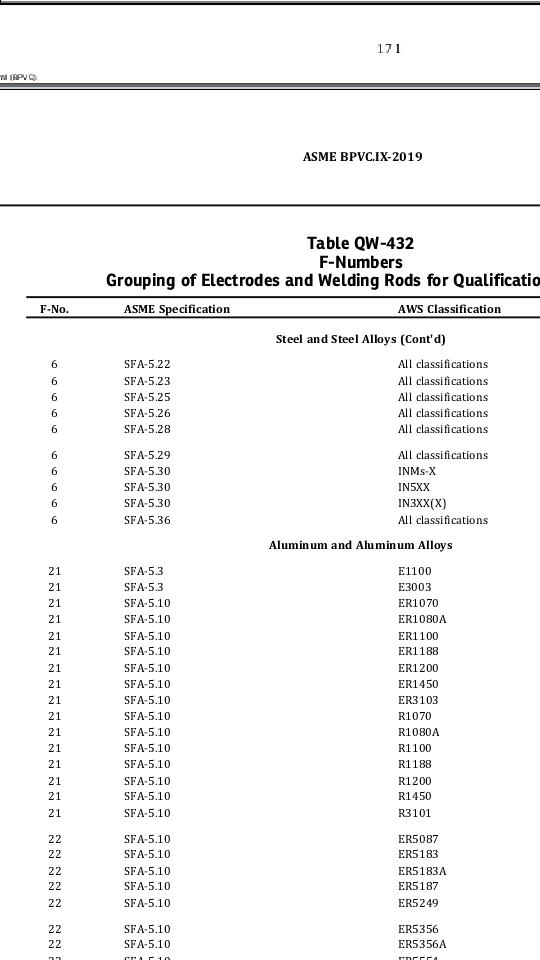
QW-253 ( SMAW )
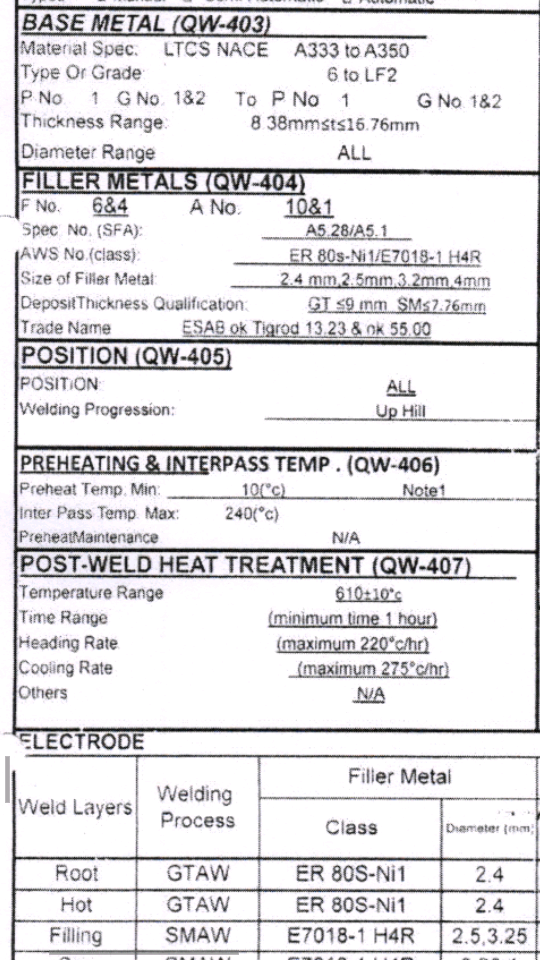
QW-402 JOINTS
QW-403 BASE METALS
QW-404 FILLER METALS
QW-405 POSITIONS
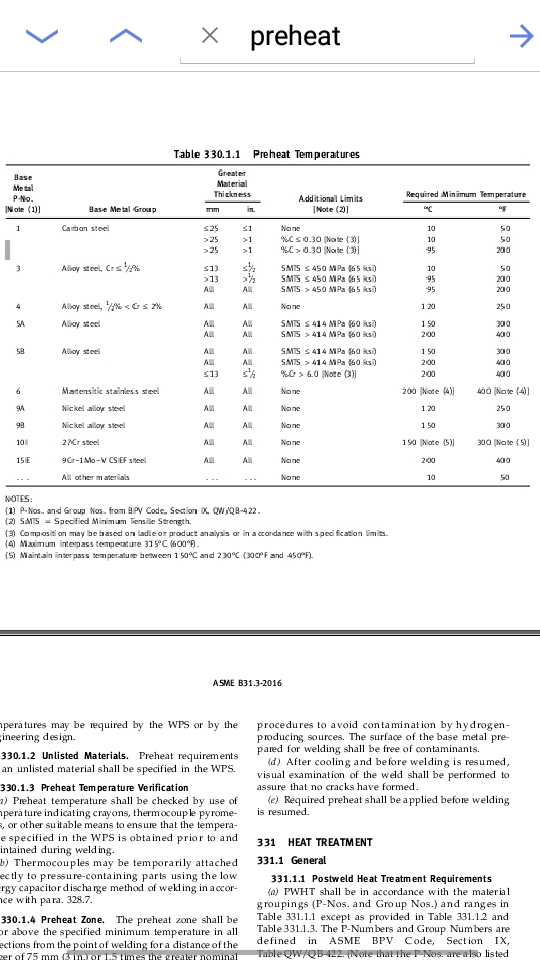
QW-406 PREHEAT
QW-407 POST WELD
QW-409 ELECTRICAL CHARACT
QW-410 TECHNIQUES
در اتصالات تغییر در GROOVE DESIGN ، حذف BACKING ، تغییر در فاصله ریشه جوش جزء متغیرات غیر اساسی یا NON ESENTIAL هستند.
در فلزهای پایه ، G NUMBER و ضخامت فلز پایه یا T زمانیکه IMPACT TEST مورد نیاز باشد جزء متغیرات تکمیلی اساسی است. تغییر ضحامت فلز پایه ( T ) و تغییر ضخامت پاس جوش بیشتر از 13 میل و تغیی در P نامبر جزء متغیرات اساسی هستند.
در فلزهای پرکننده ، تغییر در F و A نامبر و تغییر ضخامت جزء متغیرات اساسی هستند. تغییر در قطر الکترود بیش از ۶ میل و طبقه بندی جزء متغیرات اساسی تکمیلی هستند ( زمانیکه IMPACT TEST مورد نیاز باشد ) . تغییر در قطر الکترود جزء متغیرات غیر اساسی است.
در وضعیت ها ، اضافه شدن وضعیت و تغییر در UPHILL یا DOWHILL بودن جزء متغیرات غیراساسی هستند.
در پیش گرمایش ، کاهش بیشتر از 55 درجه سانتیگراد جزء متغیرات اساسی است ، افزایش بیش از 55 درجه سانتیگراد جزء متغیرات اساسی تکمیلی و دمای نگهداری جزء متغیرات غیر اساسی است .
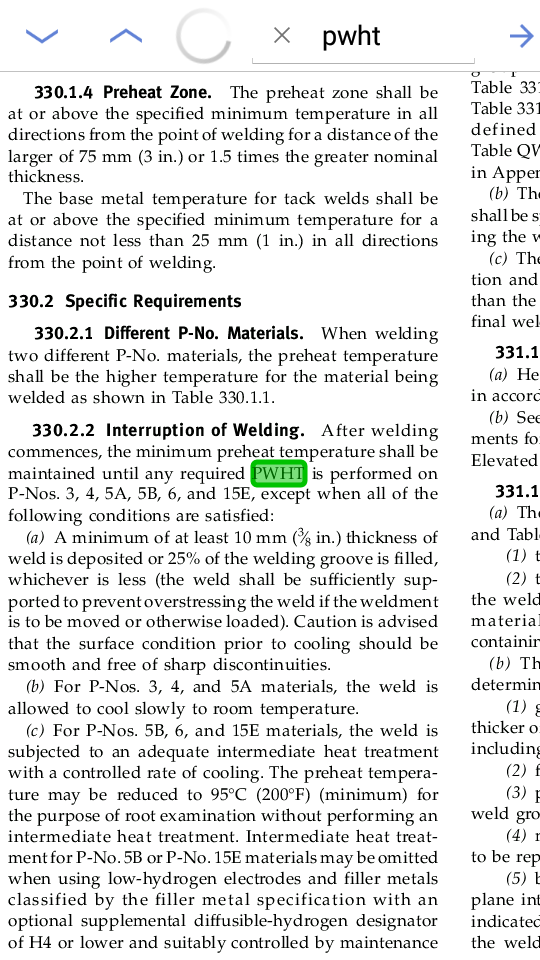
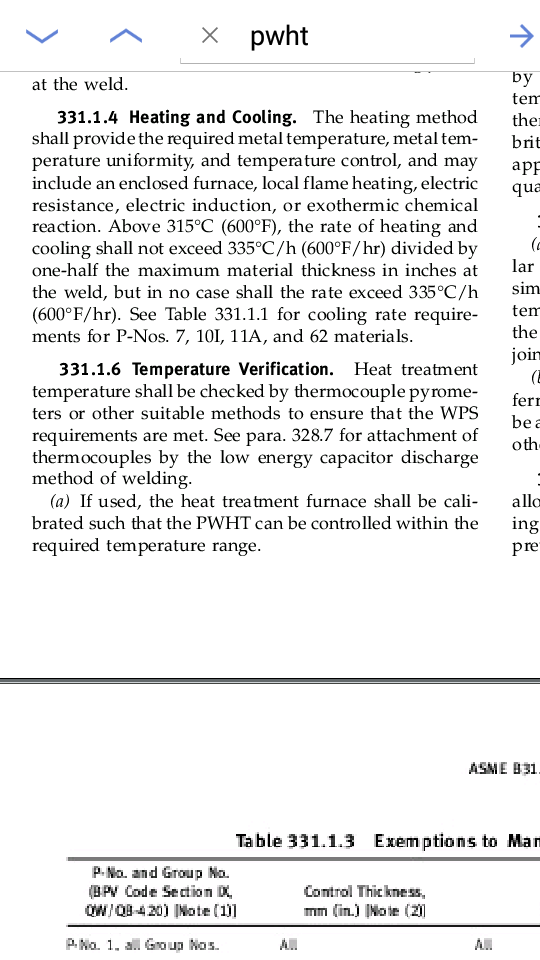
در تنش زدایی ، تغییر در تنش زدایی متغیر اساسی و تغییر در دما جزء متغیر اساسی تکمیلی است به جدول ALTERNATIVE PWHT مراجعه گردد.
در مشخصات الکتریکالی یا برقی ، افزایش در HEAT INPUT و تغییر در جریان یا قطبیت جزء متغیرات تکمیلی اساسی و I & E RANGE جزء متغیر غیر اساسی هستند.البته تغییر در جریام و قطبیت هم در این رده قرار داده شده.
QW-303 LIMITS OF QUALIFIED POSITIONS AND
DIAMETERS (SEE QW-461)
QW-303.1 Groove Welds — General.
جوشکاران و اپراتورهای جوشی که آزمایشات مورد نیاز برای جوش شیاری در وضعیت های جدول QW-461.9 را پاس می کنند می بایست برای وضعیت های جوش های شیاری تائید شوند، تک ولدرها در اتصالات که جوش شیاری یا گوشه ای می شوند و جوش های گوشه ای نشان داده شده در QW-461.9.بعلاوه جوشکاران و اپراتورهای جوشی که آزمایشات مورد نیاز برای جوش های شیاری را پاس نموده اند همچنین بایستی تائید شوند برای ایجاد جوش های گوشه ای در تمام ضخامت ها و قطرهای لوله در هر سایزی داخل محدودیت های متغیرهای جوشکاری QW-350 یا QW-360 و تک ولدها در اتصالاتی که جوش شیاری یا گوشه ای می شوند طبق محدودیت در جدول QW-461.9.
QW-303.2 Fillet Welds — General.
جوشکاران و اپراتورهای جوشی که آزمایشات مورد نیاز برای جوش های گوشه ای در وضعیت های تست جدول QW-461.9 را پاس نموده اند می بایست برای وضعیت های جوش های گوشه ای و تک ولد در اتصالاتی که جوش گوشه ای می شوند همانطوری که در جدول QW-461.9 نشان داده شده ، تائید شوند.
جوشکاران و اپراتورهای جوشی که آزمایشات برای جوش های گوشه ای را پاس می کنند بایستی برای انجام تک ولدها در اتصالاتی که جوش گوشه ای میشوند طبق محدودیت ها در جدول QW-461.9 تائید شوند و جوش های گوشه ای فقط در متریال ها ، سایزهای جوش های گوشه ای ، لوله و تیوب با قطرهای بالای 2.7/8 و بیشتر همانطور که د ر جدول QW-452.5 ، در متغیرهای ضروری قابل اجرا نشان داده شده است .جوشکاران و اپراتورهای جوشی که جوش گوشه ای روز لوله یا تیوب کمتر از 2.7/8 انجام میدهند بایستی تست جوش گوشه به لوله را طبق جدول QW-452.4 پاس کنند یا الزامات آزمایشات مکانیکی در QW-304 و QW-305 را که اجرائی است.
QW-304.1 Examination.
جوش های ایجاد شده در تست کوپن ها برای صلاحیت اجرا می توانند بصورت چشمی و آزمایشات مکانیکی یا با NDE طبق QW-302.1 , QW-302.4 ) مورد آزمایش قرار گیرند . حداقل 6 اینچ طول اولین جوش تولیدی می تواند با روش های NDE مورد آزمایش قرار گیرد
(a) برای لوله یا لوله های جوش شده در وضعیت های 5 یا 6G یا خاص کل جوش محیطی تولیدی توسط جوشکار بایستی مورد آزمون قرار گیرد.
نکته : در بالا مینیمم یک سر جوش برایانجام رادیوگرافی PRODUCTION ذکر شده و بیان نموده جوشکار حداقل 6 اینچ طول جوشکاری کرده باشد ولی به SPEC خود پروژه مراجعه کنید اگر گفته شد دو سر جوش برای PRODUCTION زده شود همان اجرائی است در کد B31.3 مینیمم ها ذکر شده.
(b) برای لوله با سایزهای کوچکتر که حداقل طول جوش از محیط لوله تولیدی را نمی توان بدست آورد ، محیط های متوالی اضافی از همان قطر لوله ایجاد شده توسط جوشکار بایستی مورد آزمایش قرار گیرد با این تفاوت که تعداد کل محیطی که لازم است نباید از 4 تجاوز نماید.
طبق گفته ی بالا حداقل 6 اینچ طول اولین جوش تولیدی آن جوشکار باید مورد آزمون قرار گیرد حال برای حالت های 5G یا 6G کل محیط جوش رادیوگرافی می شوند چنانچه طول محیط لوله کمتر از 6 اینچ باشد سرهای تولید شده از همان قطر لوله طوری انتخاب می شود که بیشتر از 4 برابر تست کوپن نباید باشد. ( در کل رعایت نمی شودو مهم هم نیست چون می توانید با WELDER PERFORMANCE جوشکار را چک کنید که اگر فرضا 2/3 سرجوش هایی که زده معیوب باشد بکل ریجکت شود.
وقتی جوشکاری در متریال و وضعیت جوشکاری مورد نظر تائید میشود البته چشمی و با رادیوگرافی ... سرجوش های اول از این جوشکار که باصطلاح PRODUCTION می گویند انتخاب شده و رادیوگرافی میشوند که مشخص شود مورد صلاحیت برای ادامه جوشکاریست معمولا تا رسیدن جواب پیمانکار معطل نمی شود و جوش های بعدی را هم به جوشکار میدهد تا انجام دهد. در کل اگر سرجوشی از آن معیوب باشد معمولا برای جوش شیاری دو سر جوش و ساکت 3 سرجوش جریمه می دهند که رادیوگرافی شود .. البته رادیوگرافی ساکت برای گپ چک است ( همان 1.5 یا 1.6میل فاصله طبق استانداره B31.3) و تک شات میزنند ولی چنانچه سلامت جوش ساکت مد نظر باشد مثل سرهای TIE-INنه تنها گپ چک لازم است بلکه باید عیوب جوش با دقت بیشتری بررسی گردد و لذا تک شات کاور نمیکند و باید طبق استاندارد حداقل دو شات در زوایای مختلف زده شود .
در کل پنالتی برای ساکت معنی ندارد ولی در سیال فشار بالا مثل SL و SH حتما باید پنالتی یا جریمه جوشکار زده شود که آنرا هم کارفرما تائید میکند نه پیمانکار یا TPA
برای متریال های کربن NACE با ضخامت بالای 25 میل بخاطر مسئله ی ترک گرم چون هم دمای تنش زدایی است و هم پیش گرم و دمای بین پاسی حتما رادیوگرافی را بعد از تنش زدائی انجام دهید تا مجبور به انجام رادیوگرافی مجدد نشوید ، وگرنه به دستور کارفرما ممکن است درصدی از این خطوط را UT کنید ... ضخامت های بالای 40 میل طبق اسپک توتال نیازمند UT است .برای SLUG CATCHER یا آشغال گیر اولت ها و سرهای ساکت باید MT شوند.
ترک باز گرمی جوش یا ترک ذوب جزئی به انگلیســـی Reheat cracking یکی از ترک های جوشی است که بیشتـــر در فولادهای کم آلیاژ حاوی عناصــر آلیاژی کروم،مولیبدن وانادیوم هنگامــی که تحت حرارت مجدد ناشی از جوشکاری چند پاسه یا PWHT قرار میگیرند بـــه وجود می آید .
ترک باز گرمی معمولاً در فصل مشترک بین فلز جوش و HAZ به وجود می آید اندازه این ترک ها معمولاً کوچک هستند و اغلب به اندازه قطر ۲ یــا ۳ دانه فلز پایه یا فلز جوش می باشند . یکی از مهمتـــرین دلایلی که ترک باز گرمی در جوش به وجود می آید بعلت مکانیــزیم منحصر بفرد انجماد جوش است
ضخامت مورد تائید برای تک فرآیندی با PQR و WPS دو فرآیندی