کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
نظرسنجی
روزانهها
همه- حد پذیرش تست مایعات نافذ Asme Viii Appendix 8
- افسانه شیان فان
- انهدام شبکه جاسوسی در یمن شکست غرب و اروپا در یمن
- طرح نعل اسبی سایت موشکی در سوریه آماده برای شلیک به اسرائیل
- قضیه تالس
- داروی اوسلتامیویر (تامی فلو) برای درمان و پیشگیری از آنفولانزا داروی آنفولانزا
- عزیز جون پرستو ... کنسرت کاروانسرا
- Y Ducting Connector تبدیل Y شکل گالوانیزه Air Ducting
- سایت
- تفسیر قانون پذیرش پزشکی بدون کنکور المپیک 2024
- طرح جدید پذیرش بدون کنکور پزشکی المپیکیها مدال بیار بدون کنکور رشته پزشکی بخون
- مسابقات جهانی آرایش
- جولان افاغنه در ایران از خرید تا اجاره ملک
- یا حسین میر حسین
- کیست تخمدان مراجعه به پزشک زنان قبل از وقوع یا مرحله کم خطر بودن
پیوندها
- برخورداستوانه و مخروط
- برنچ
- رفتارشما
- Jalali Calendar میلادی-شمسی
- Whats app دانلود
- Fabrication راهنمای ساخت
- Slope In Piping روش محاسبه شیب در پایپینگ
- شکستگی و پروتز گردن ران ( فمور )
- ساپورت دامی - زانوئی چند تکه - شلوارک
- مهسا امینی دستگیری بعلت بدحجابی ، از سکته او در پلیس امنیت در جریان بحث و وفات در بیمارستان کسری تهران دهه سوم شهریور ۱۴۰۱
- رحم اجاره ای اخاذی بین ۱۰۰ تا ۲۰۰ میلیون و ماهی ۳ میلیون در سال ۱۴۰۱ و نبود قانون
- مهسا امینی - اعتراضات اواخرشهریور ۱۴۰۱
- اعتراضات شهریور۱۴۰۱
- احکام 18+
- قانون Control Banding بازرسی محوطه کاری ، سرزمینی یا مرزهای دریایی
- The day of revenge is near
- Maximum Allowable Stress Section ii part D تنش مجاز متریال A106 Grade B در دمای ۴۳۵ درجه سانتیگراد
- Thickness Calculation of blind flange مثال هایی برای محاسبه ضخامت ورق برای ساخت فلنج کور بر اساس UG-34
- Bolt root and tensile stress area
- Pressure-Temperature rating B16.5
- Yield Strength for material A105 section ii part D استحکام تسلیم فلنج A105 جدول Y-1 سکشن ii در دماهای مختلف
- Required Wall thickness حداقل ضخامت مورد نیاز براساس بند ug-34 و فرمول یک اپندیکس 2 ( سرهای مسطح دایره ای )
- ( Required Wall Thickness ( Mininmum مثال از حداقل ضخامت Blind flange سایز ۳۴ اینچ
- Flange rating Maximum Design Pressure - حداکثر فشار طراحی بر اساس Asme B16.5
- دختران ایرانی زیر پای سگ های ارتش آمریکا توضیحاتی درباره وضعیت برخی دختران در زمان شاه
- Maximum Stress value SA-312 TP316L حداکثر تنش مجاز متریال در دماهای مختلف
- Asme PCC-1 appendix H-O bolt stress - bolt root area
- Root area + Tensile stress area Bolt
- Bolt root + tensile area ASME B1-1 for threads
- داستان سید مهدی قوام و زن ...
- شارلی ابدو فرانسه
- تجاوز وحشیانه چند افغان به یک زن جوان در فرحزاد
- ورزش با حرکات موزون + موسیقی
- دامی ساپورت انواع مختلف نصب
- اپلیکیشن دامی ، مایتر زانویی و شلوارک
- YJC.IR
- عیوب جوش
ابر برچسب
شابلون برنچ Branch Unequal Branch Miter دامی ساپورت Dummy support ELBOW DEGREE مخروط ناقص impact test مهسا امینی ردیوسر Pipe To Cone شابلون دامی ساپورت Y Piece PWHT Dummy پایپینگ Pipe Branch Miter bend pipingجدیدترین یادداشتها
همه- [ بدون عنوان ]
- Welding A106-B To A335-P22 For welding A106-B to A335-P22 , a filler metal like E8018-B2 is recommended. This electrode is suitable for similar...
- حد پذیرش تعمیر ترک در API 1104 جوش دارای عیب ترک باید تعمیر شود یا سرجوش کلا بریده شود ، عیب ترک یا ترک ستاره ای موجود در گرده جوش خارجی یا داخلی می...
- جوشکاری تعمیری E 200 Repair welding procedures 201.Repair welding shall be qualified by a separate weld repair qualification test ....
- Sizing 6dB or 20dB Drop زمانیکه اندازه ناپیوستگی بزرگتر از قطر ترانسدیوسر باشد، طول ناپیوستگی با قانون ۶ دسی بل قابل اندازه گیری است. اسکن می...
- بازرسی جوش به روش UT و حد پذیرش یک استاد دانشگاه درباره اقدام اخیر متروی تهران نوشت: برگزاری مسابقه نامه خودمونی به خدا از سوی مترو کار خوبی است اما...
- Piping isometric elbow degree calculation یک استاد دانشگاه درباره اقدام اخیر متروی تهران نوشت: برگزاری مسابقه نامه خودمونی به خدا از سوی مترو کار خوبی است اما...
- سوالات تست مایعات نافذ ASNT Developer types Dry powder method of application : Dust/fog, dip Application sequence : After drying Dwell time : 1/2...
- multiple PQRs used to support a single WPS, مدیران اماکن عمومی و صاحبان و متصرفان اماکن خصوصی موظفاند توقف اتباع خارجی را ظرف مدت 24 ساعت پس از ورود آنان، به مرجع...
- Thickness Of Base Metal Qualified پدر دانشآموزان جانباخته خطاب به وزیر آموزش و پرورش: نه تسلیت میخواهم watch ‹ www.youtube.com ۲۱ بهمن ۱۴۰۳ · پدر...
- TEST COUPON IN PIPE AND MIN LENGTH مدیران اماکن عمومی و صاحبان و متصرفان اماکن خصوصی موظفاند توقف اتباع خارجی را ظرف مدت 24 ساعت پس از ورود آنان، به مرجع...
- هدف از صلاحیت جوشکار هدف از احراز صلاحیت فردی که از فرآیند اتصال استفاده می کند، نشان دادن توانایی آن فرد برای تولید یک اتصال سالم و بی عیب...
- VALVE DBB ( double block and bleed ) شیر انسداد و تخلیه ... با دو سطح نشیمن که در حالت بسته، در برابر فشار از دو سر شیر با...
- Visual Testing Quiz تقریظ واژهای عربی مأخوذ از «قَرَظَ»، در لغت به معنای مدح و ستایش است. قَرِظَ قرظاً؛ مهترو ارجمند گردید بعدِ مذلت و...
- PT QUIZ -کندن کانال چندروز طول کشید؟ در مجموع ۵۵ روز کانال کندیم و در ۹ روز آخر فقط من و حسن رعیت بودیم که خوشبختانه توانستیم...
- Wire IQI حکم اعدام ظریف در دادگاه صحرایی چه معنایی دارد؟ - فرارو سیاست ‹ سیاست ‹ fararu.com ۱۳ بهمن ۱۴۰۳ ... ظریف برکنار و...
- PIPING-NDT پسر قاضی مقیسه در صفحه شخصی خود در فضای مجازی نوشت: حاجی دو بار برای عمل جراحی نیروی خدماتی (قاتل منافق) از همه قضات...
- انجام تست جوش با روش مایعات نافذ بهمن ماه ۱۴۰۳ پسر قاضی مقیسه در صفحه شخصی خود در فضای مجازی نوشت: حاجی دو بار برای عمل جراحی نیروی خدماتی (قاتل منافق)...
- Cone ترک ها ضرب المثلی دارند که : balık baştan kokar یعنی ماهی از سر گندیده میشود. منظور این است که آب از سرچشمه گل آلود...
- فشار تست در High Pressure piping فصل IX سلام بر او؛ روزى که زاده شد و روزى که مىمیرد و روزى که دیگر بار زنده برانگیخته مىشود. ( حضرت عیسی ) for the signs of...
- Severe cyclic condition Severe cyclic is not a fluid service 305.2.3 Pipe for Severe Cyclic Conditions (a) Except as limited in (b) through (d)...
- درصد رادیوگرافی طبق Asm3 B31.3 حکم اعدام ظریف در دادگاه صحرایی چه معنایی دارد؟ - فرارو سیاست ‹ سیاست ‹ fararu.com ۱۳ بهمن ۱۴۰۳ ... ظریف برکنار و...
- TESTING کپسول تامیفلو (تامی فلو) 45 میلی گرم | TAMIFLU Capsule 45 mg TAMIFLU-Capsule-4... ‹ www.darooyab.ir موارد مصرف کپسول...
- Y Ducting Connector ventilation اسلتامیویر دارو اُسِلتامیویر با نام تجاری تامیفلو یک داروی آنتیویروس است که فعالیت ویروس آنفلوآنزا را در بدن مسدود...
- Lateral Pipe Branch 12 × 4 thk 5.49 سرانجام بشار اسد در ۱۸ آذر ۱۴۰۳ سرنگون گردید زندان صیدنایا - ویکیپدیا، دانشنامهٔ آزاد زندان_صیدنایا ‹ wiki ‹...
- Elbow Side Joint ویدیویی از یک مدیر در کارخانهای در فضای مجازی منتشر شده که سراغ کارگرانش میرود و به آنها بابت نزدن ریششان هشدار...
- زاویه بین سوراخ های فلنج 360 ÷ Number Of Holes چهلم ( ۱۰ آبانماه ۱۴۰۳ ) مجاهدان عرصه اقتصاد کشور روحشان شاد و یادشان گرامی فوت ( ۵۳ نفر ) : بعلت...
- CON PIPE REDUCER امیر نصیرزاده در پاسخ به سوالی درباره آسیب دیدن یک مرکز در شاهرود و احتمال حمله از مرزهای شمالی عنوان کرد: خیر چنین...
- ماکزیمم فشار داخلی مجاز برای لوله ها در مخازن تحت فشار MAWP امیر نصیرزاده در پاسخ به سوالی درباره آسیب دیدن یک مرکز در شاهرود و احتمال حمله از مرزهای شمالی عنوان کرد: خیر چنین...
- CLOD BEND طبق استاندارد ملی گاز ایران ماکزیمم زاویه خم بر اساس ۱۲ متر لوله داده شده مثلاً برای سایز ۴ اینچ حداکثر 118 درجه ... در...
بایگانی
- خرداد 1404 3
- اردیبهشت 1404 4
- فروردین 1404 1
- بهمن 1403 8
- دی 1403 5
- آذر 1403 3
- آبان 1403 8
- مهر 1403 15
- شهریور 1403 28
- مرداد 1403 3
- تیر 1403 2
- خرداد 1403 12
- اردیبهشت 1403 20
- فروردین 1403 2
- اسفند 1402 3
- بهمن 1402 11
- دی 1402 24
- آذر 1402 55
- آبان 1402 17
- مهر 1402 1
- شهریور 1402 3
- مرداد 1402 1
- خرداد 1402 3
- اردیبهشت 1402 3
- فروردین 1402 4
- اسفند 1401 10
- بهمن 1401 15
- آذر 1401 8
- آبان 1401 25
- مهر 1401 7
- شهریور 1401 13
- مرداد 1401 6
- تیر 1401 2
- خرداد 1401 13
- اردیبهشت 1401 1
- دی 1400 2
- آذر 1400 15
- آبان 1400 44
- شهریور 1400 6
- مرداد 1400 27
- تیر 1400 38
- خرداد 1400 16
- اردیبهشت 1400 4
- فروردین 1400 10
- اسفند 1399 8
- بهمن 1399 6
- دی 1399 3
- آذر 1399 2
- شهریور 1399 9
- فروردین 1399 10
- بهمن 1398 12
- آذر 1398 8
- آبان 1398 5
جستجو
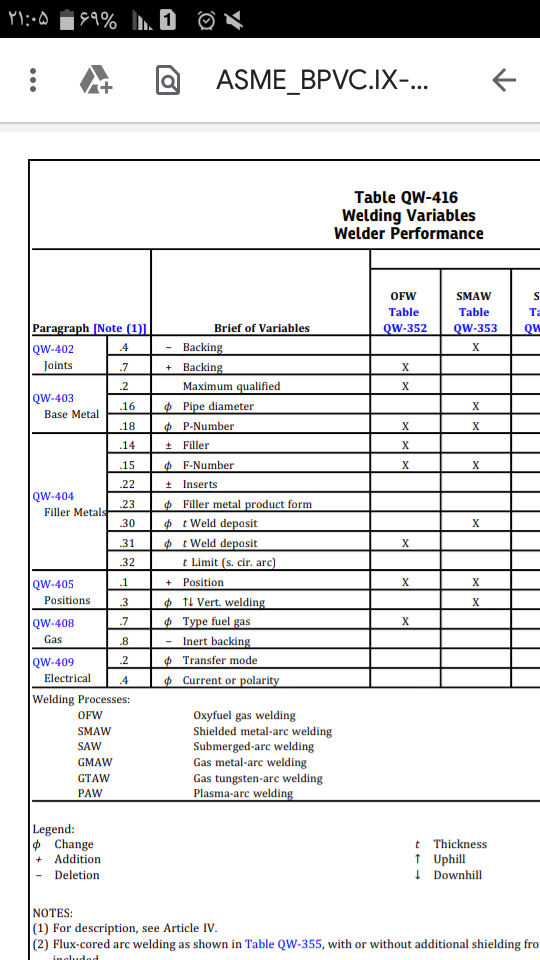
متغیرهای اصلی Essential Variable
Essential Variable
Backing: Removing the backing is an essential variable; it means if your welder qualified with a test coupon with butt welding and subsequent back welding cannot weld a job without back welding (he can only do welding when there is backing on it
حذف پشت بند یک متغیر اصلی است به این معنی که جوشکار مورد صلاحیت با تست کوپن جوش لب به لب همراه پشت بند نمی تواند قطعه ای بدون پشت بند را جوشکاری نماید .
Pipe Diameter: The limitation for pipe diameter addressed in QW-452.3. The welder who qualified in 6 inch pipe cannot weld a 2 inch pipe. He can weld till 2 ½ and not less than that. Other example that is that when a welder is qualified by 1 ½ inch pipe, can weld min 1 inch and max 2 ½ inch.
محدودیت قطر لوله طبق QW-452.3 ، جوشکار با تست اکسپت لوله ۶ اینچ نمی تواند لوله ۲ اینچ را جوشکاری نماید همینطور جوشکاری که با لوله ۱/۲ ۱ مورد صلاحیت قرار گرفته حداقل لوله ۱ اینچ و حداکثر لوله با قطر ۱/۲ ۲ را می تواند جوشکاری نماید.
P number: The limitation for P number addressed in QW- 423, for example a welder who has been qualified in base material with P number1 thru P number 15 F can weld anything in between. This might be a little confusing because it says if a welder qualified in carbon steel with P number 1 can weld a stainless steel material with P number 8 which we know this is not possible. The point is that when you reviewing the essential variable you should consider them cumulatively. Based the P number variable he can weld but based on F number variable he cannot weld. So make sure you are considering all essential variables and each of these variables have veto power.
محدودیت P نامبر طبق QW-423 برای مثال جوشکاری که با فلزپایه PNO1 تا 15F مورد صلاحیت قرار گرفته می تواند هر چیزی بین آنها را جوشکاری نماید و اینطور بیان میشود که می تواند استنلس را هم انجام دهد ولی با محدودیت F نامبر مواجه میشود پس کسیکه کربن تست داده نمیتواند لوله استنلس را جوشکاری نماید.
F number: The F number variable requirement has been addressed in the QW- 433. For example if a welder qualified with SMAW process with E 7018 for carbon steel material cannot weld with the E-308 Electrode in same SMAW process. The F number for E-7018 is 4 and for E-308 is 5 and 4 cannot cover 5 based on the QW-433 requirements.
الزامات متغیر اصلی F نامبر طبق آدرس QW-433 برای مثال جوشکار مورد صلاحیت قرار گرفته با فرآیند SMAW با الکترود E7018 برای کربن استیل نمی تواند در همان فرآیند جوش با E-308 را انجام بدهد چرا که F نامبر کربن و استنلس فرق میکند و هم پوشانی نمیکند.
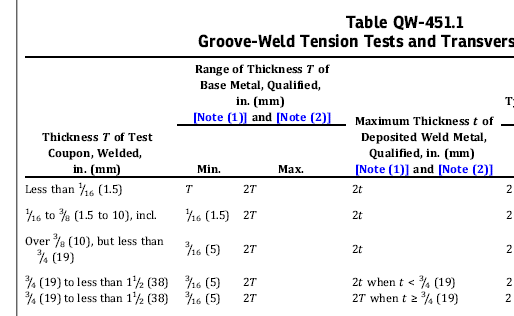
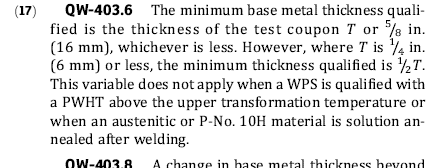
t weld deposit: Any welder qualified in plate or pipe above ½ inch with minimum 3 layer can weld unlimited. This is different from PQR and most people confusing between these two.
ضخامت جوش : هر جوشکار صلاحیت یافته برای لوله یا پلیت با ضخامت ۱۳ میلیمتر با حداقل ۳ لایه می تواند بدون محدودیت ضخامت ، جوشکاری نماید.این با PQR فرق میکند و اکثر مردم بین این دو سردرگم میشوند.
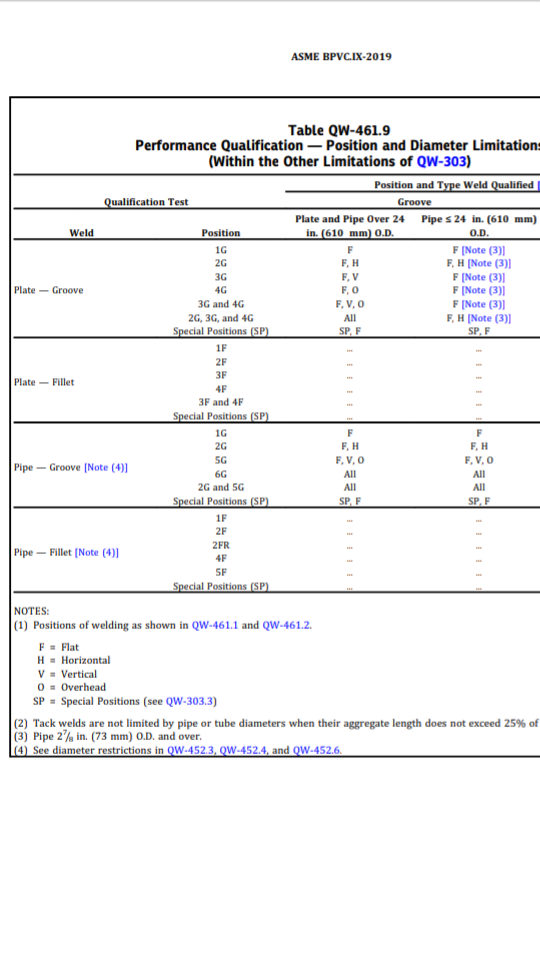
Position: The welding position is one of important essential variable in welding performance qualification. The requirement addressed in QW-461.9. Normally a welder who qualified in 6G position can weld all positions, or alternatively if he qualified in one 2G and one 5G can weld every other position.
حالت جوشکاری یکی از مهمترین متغیرهای اصلی اجرای صلاحیت جوشکاری است به آدرس QW-461.9 . به طور معمول جوشکاری که در حالت 6G تست داده در تمام حالات می تواند جوشکاری نماید یا اگر در حالت 2G و 5G مورد قبول قرارگرفته شود می تواند در هر حالت دیگری جوشکاری نماید.
Please note the essential variable is different from one process to other process
به اطلاع میرساند متغیرهای اساسی یا اصلی از یک فرآیند به فرآیند دیگر متفاوت است و باید به جدول QW آن در استاندارد ASME IX ( یا سکشن ۹ ) مراجعه نمود. مثلا QW-253 برای فرآیند SMAW است.
ضخامت مورد تایید در Asme سکشن 9 یا ix