کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
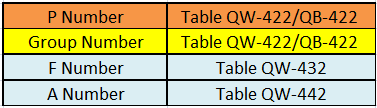
QW-433 صلاحیت عملکرد جوشکار طبق F NUMBER
فیلر و الکترودی که جوشکار با آن تست می دهد و بعد از ان تست فیلر و الکترود هایی که جوشکار می تواند با آنها کار کند نشان می دهد .
Backing ( metal, weld metal, double-welded, etc.)
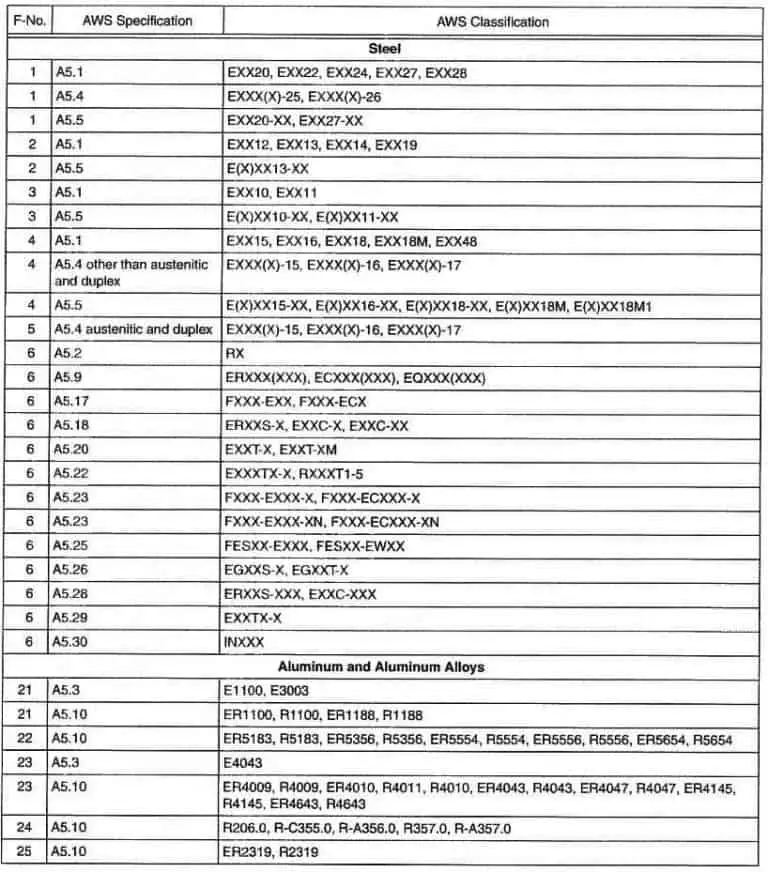
در جدول زیر F نامبرهای جایگزین برای صلاحیت عملکرد جوشکار داده شده برای F-No.1 تا F-No.5 که مشخص است روش جوشکاری SMAW است ، F-NO.5 برای استنلس است ( SMAW ) . در زیرِ جدول ، F-NO.6 برای فرآیند GTAW داده شده و ذکر کرده جوشکار دارای صلاحیت در هر F-No.6 برای جوشکاری تمام F نامبرهای ۶ مورد صلاحیت است.
ER70S-6 , ER308 , ER308L , ER309 , ER309L = F-NO.6
GTAW SFA 5.18 ER70S-6 F-NO.6 A-NO.1
GTAW SFA 5.9 ER308 F-NO.6 A-NO.8
ER308 : Cr+Ni (19.5~22 , 9 ~ 11 ) WT%
ER308L : Cr+Ni (19.5~22 , 9 ~ 11 ) WT% : c:0.03%
E9018-B3 High strength , F-NO.4 A-NO.4
در جدول QW-433 ، جوشکاری که با الکترود F5 تائید شده فقط میتواند با الکترودهای F-No.1 و F-No.5 جوشکاری نماید در حالت با و بدون Backing برای F-No.1 فقط با Backing مورد تائید است ولی در خود F-No.5 که تست داده و بدون Backing می تواند هر دو حالت با و بدون Backing را جوشکاری نماید.
پس این را به خوبی به ذهن بسپارید تست بدون Backing ، جوشکار را برای جوشکاری در همان F-Number و دو حالت با و بدون Backing صلاحیتدار خواهد کرد. در سایر F نامبرها فقط با Backing مورد تایید است .
- تست کوپن جوش داده شده با الکترود F-NO.4 با Backing یا بدون Backing که تائید شده ، جوشکار را برای جوشکاری با الکترودهای F-NO 1,2,3, تنها با Backing صلاحیت دار میکند یعنی می تواند با الکترودهای F نامبر ۱ تا ۳ و فقط با داشتن Backing یا پشت بند جوشکاری انجام دهد ( دقت شود اگر این جوشکار بدون Backing تست داده باشد و تائید شود می تواند با الکترودهای این F نامبر با و بدون Backing جوشکاری نماید ) . فرضاً در تست کوپن جوش داده شده با فرآیندهای GTAW و SMAW فرآیند GTAW برای SMAW یک Backing محسوب میشود یا در یک فرآیند SMAW و بکار بردن دو الکترود با F NUMBER متفاوت ( F3&F4 ) الکترود F3 برای الکترود F4 یک Backing خواهد بود یا حتی در جوش فیلت یا گوشه ای Base metal نقش Backing را ایفا می کند یا حتی استفاده از دو پروسس مثل SAW و SMAW
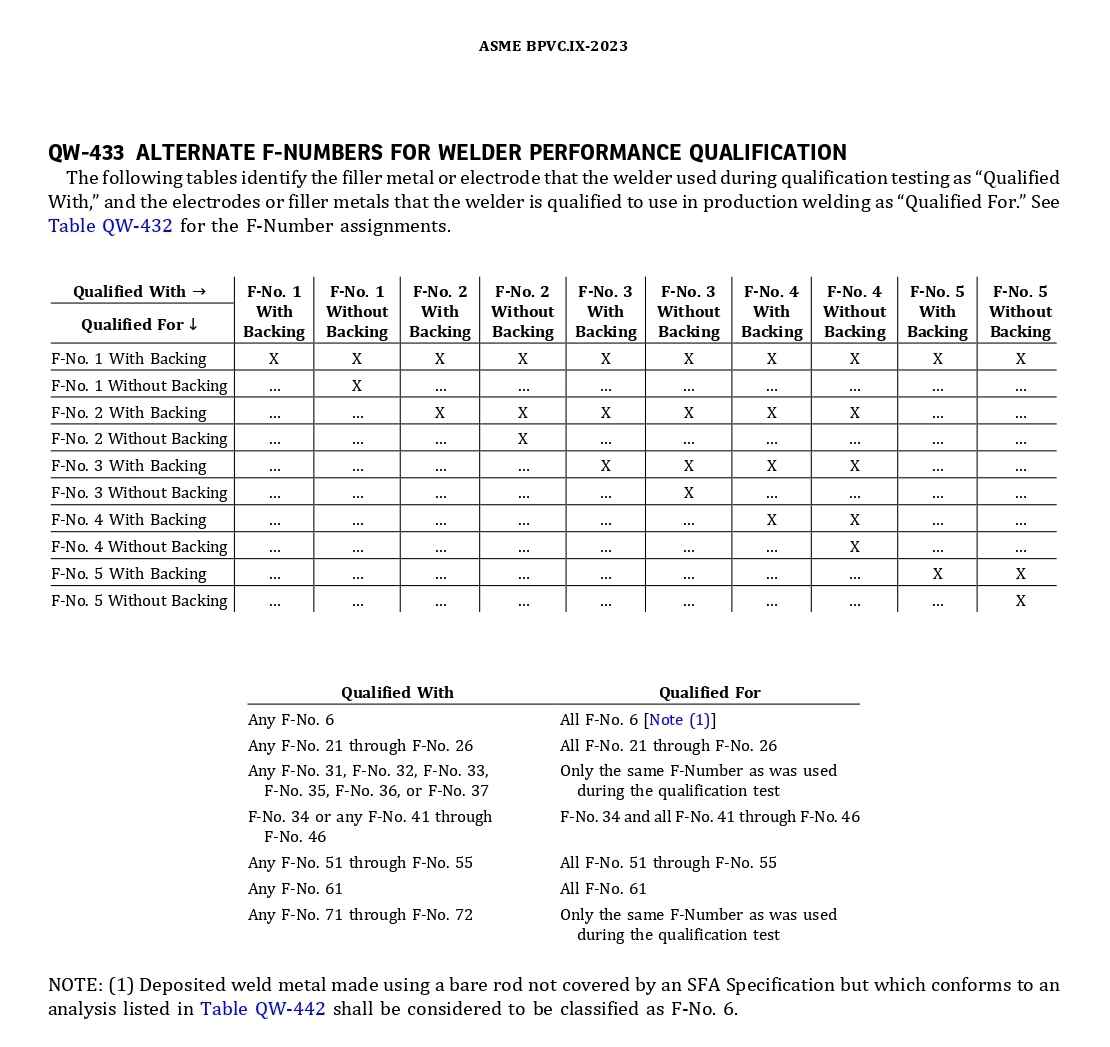
جدول QW-433 از سکشن ۹ را ملاحظه کنید ، قسمت جوش داده شده با الکترود E7018 فرآیند SMAW دارای F-NO.4 با backing مورد صلاحیت است ( که با فرآیند GTAW پاس ریشه انجام شده است ، در نتیجه backing برای SMAW است ) . جوشکار برای فرآیند SMAW با استفاده از الکترودهای F1 تا F3 با فقط backing واجد شرایط است . لذا جوشکار جوشکاری بدون backing نمی تواند انجام دهد.
Welding the second side of a double-sided butt joint is regarded as welding a joint with backing because the first weld run put in from the second side is supported by weld metal from the first side.
For a single-sided, multi-process weld made without backing (open root) such as one with TIG root and MMA fill, the TIG root run is classed as a weld made without backing but the MMA fill is classed as a weld made with backing.
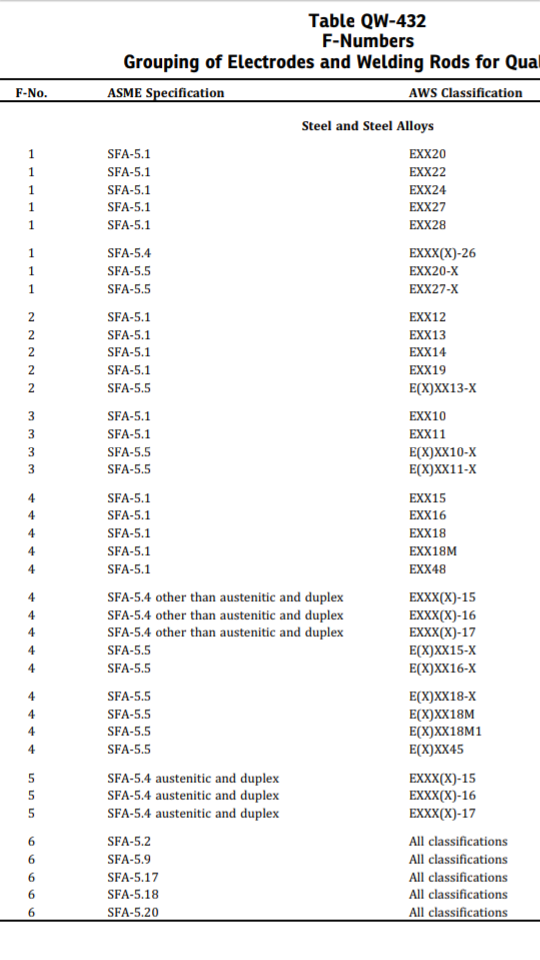
گروه بندی الکترودها و فیلرها طبق AWS
Electrode E6013 F-No.2
Electrode E6010 F-NO.3
Electrode E7018 F-NO.4
Electrode Rod ER70S-6 F-No.6
Electrode Rod ER309 F-No.6
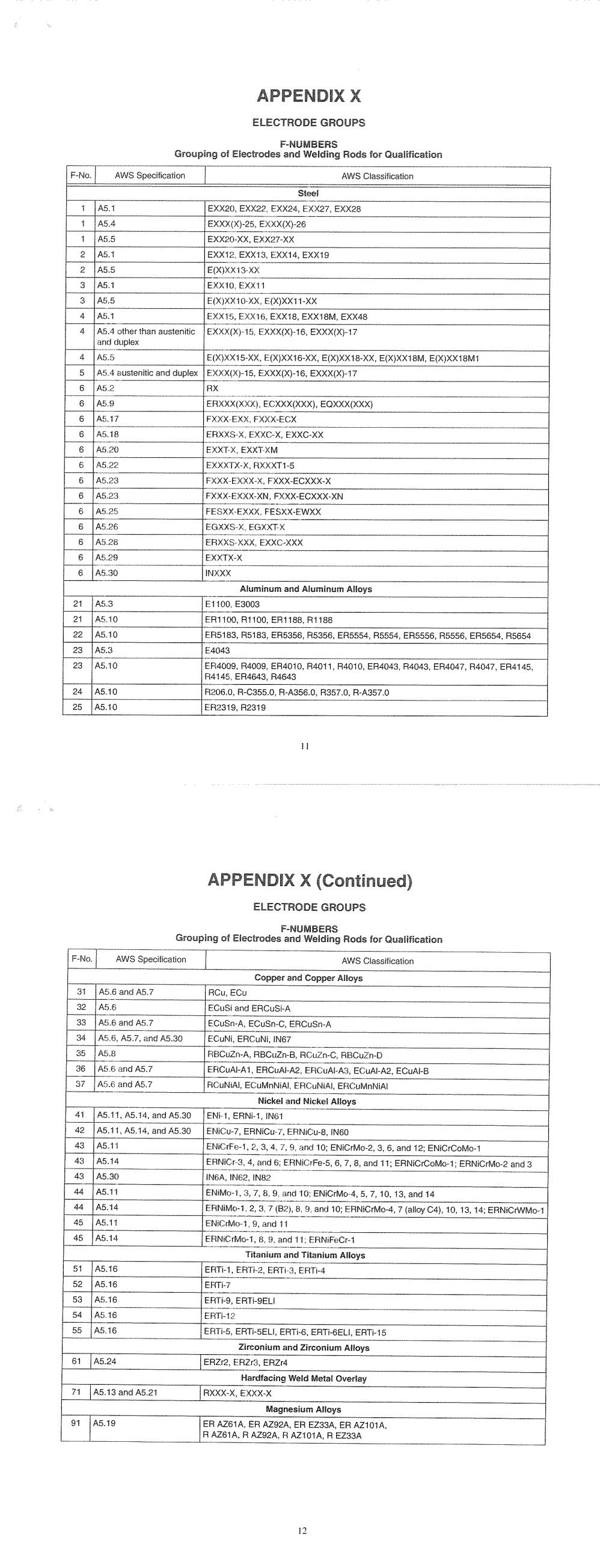
الکترود استنلس
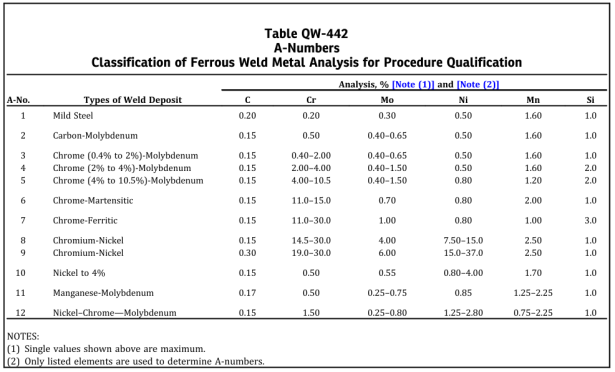
الکترود E308 :
از 19.5% کروم و 10% نیکل تشکیل شده است و ماکزیمم کربن 0.08 درصد ، معمولاً برای جوشکاری فلزات پایه با ترکیبات مشابه، مانند انواع 301 ، 302 ، 304 و 305 استفاده می شود.
الکترود E308H :
E309/309L-16 :
-الکترود استنلس استیل
-برای اتصال استنلس استیل به خودش یا به کربن یا low alloy
- میزان کربن در فلز جوش تا حداکثر 0.04% نگه داشته می شود که باعث افزایش مقاومت در برابر خوردگی بین دانه ای می شود.
معنی E309L-16
- مشابه به E309-16 است با این تفاوت که حاوی کربن پائینی است.آنها حاوی کربن بالاتری نسبت به الکترود E309H هستند.
E به معنی الکترود
309 ارجاع به ترکیب شیمیایی الکترود طبق AWS A5.4 و L به معنی کم کربن
16- به معنی پوشش روتیلی
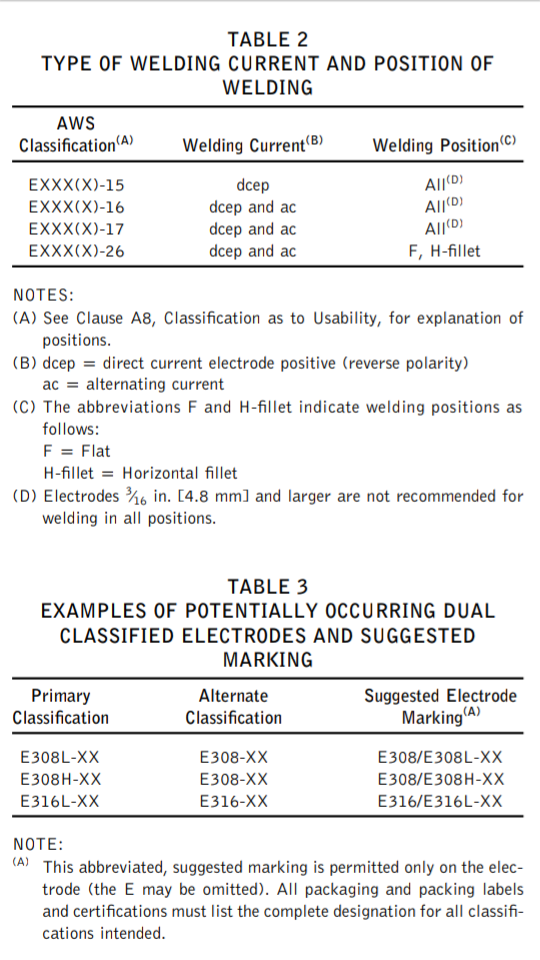
الکترود E316-15 :
دارای پوشش آهکی و فقط برای قطبیت DCEP یا Direct current electrode positive قابل استفاده است . جوشکاری با قطبیت AC و DCEN منجر به قوس جوشکاری ناپایدار می شود که در حین جوشکاری منحنی جریان از منفی به مثبت روی منحنی AC ناپدید می شود. این الکترود بدلیل پوشش اولیه ، تافنس یا چقرمگی بالاتری را برای فلز جوش ( weld metal ) در مقایسه با پوشش های نوع 16- یا 17- فراهم می کند.
الکترود E316-16 :
عدد 16 در انتها بعنوان مثال 309L-16 دارای پوشش تیتانیا یا روتیل روی میله است که با هر دو قطبیت AC و DCEP استفاده می شوند. میله جوش قطر 4 میلیمتر و کمتر می تواند برای جوشکاری در همه موقعیت ها استفاده شود. الکترودهایی که دارای طبقه بندی 26- هستند مشابه نوع پوشش 16- هستند اما نرخ رسوب بالاتری دارند و فقط برای جوشکاری در حالات Flat و Horz در مقایسه با نوع 16- استفاده می شوند و برای موقعیت Vert و Over کارآیی ندارند.


جدول F-NO به Asme سکشن 9 مراجعه شود
بعد از حمله موشکی و پهپادی سپاه به مقر جیش العدل در مناطق مرکزی پاکستان
۲۸ دیماه ۱۴۰۲ :
ارتش پاکستان در این بیانیه آورده است که حملات در نقاط مرزی ایران ۶ پایگاه وابسته به «ارتش آزادی بخش بلوچستان» را با دقت هدف قرار داد.
ارتش پاکستان تاکید کرد که در این حملات هیچ نظامی یا غیر نظامی ایرانی مورد هدف قرار نگرفتهاند.
وزارت خارجه پاکستان نیز ضمن تاکید بر همکاری مشترک با ایران درخصوص مبارزه با تروریسم، گفت این کشور یک سری «حملات دقیق علیه مخفیگاههای تروریستها در داخل ایران» انجام داده که در نتیجه آن تعدادی از «تروریستها» کشته شدند.
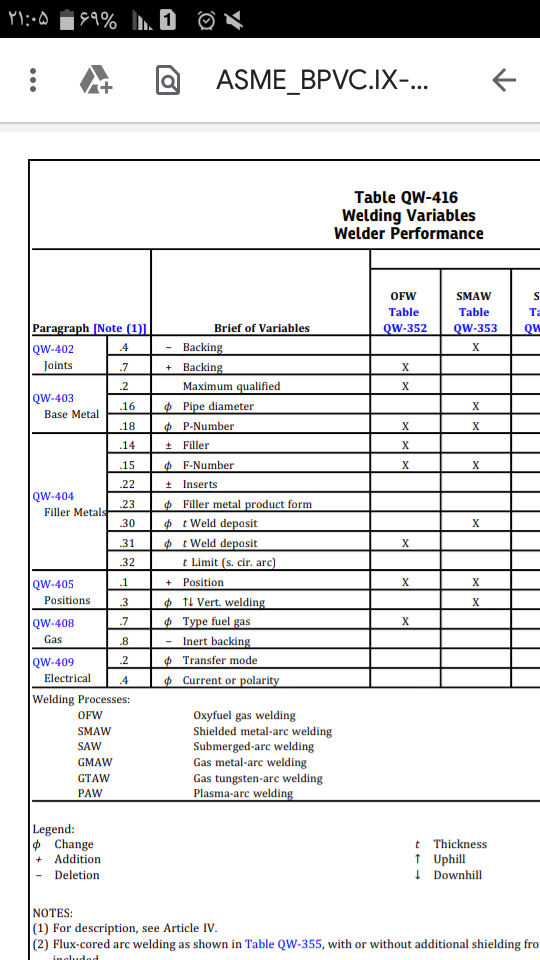
متغیرهای اصلی Essential Variable
Essential Variable
Backing: Removing the backing is an essential variable; it means if your welder qualified with a test coupon with butt welding and subsequent back welding cannot weld a job without back welding (he can only do welding when there is backing on it
حذف پشت بند یک متغیر اصلی است به این معنی که جوشکار مورد صلاحیت با تست کوپن جوش لب به لب همراه پشت بند نمی تواند قطعه ای بدون پشت بند را جوشکاری نماید .
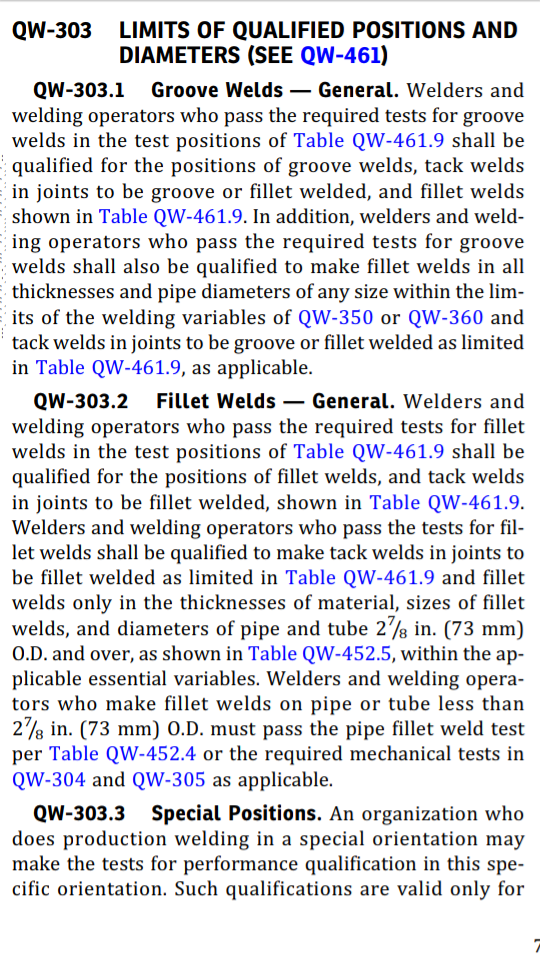
Pipe Diameter: The limitation for pipe diameter addressed in QW-452.3. The welder who qualified in 6 inch pipe cannot weld a 2 inch pipe. He can weld till 2 ½ and not less than that. Other example that is that when a welder is qualified by 1 ½ inch pipe, can weld min 1 inch and max 2 ½ inch.
محدودیت قطر لوله طبق QW-452.3 ، جوشکار با تست اکسپت لوله ۶ اینچ نمی تواند لوله ۲ اینچ را جوشکاری نماید همینطور جوشکاری که با لوله ۱/۲ ۱ مورد صلاحیت قرار گرفته حداقل لوله ۱ اینچ و حداکثر لوله با قطر ۱/۲ ۲ را می تواند جوشکاری نماید.
P number: The limitation for P number addressed in QW- 423, for example a welder who has been qualified in base material with P number1 thru P number 15 F can weld anything in between. This might be a little confusing because it says if a welder qualified in carbon steel with P number 1 can weld a stainless steel material with P number 8 which we know this is not possible. The point is that when you reviewing the essential variable you should consider them cumulatively. Based the P number variable he can weld but based on F number variable he cannot weld. So make sure you are considering all essential variables and each of these variables have veto power.
محدودیت P نامبر طبق QW-423 برای مثال جوشکاری که با فلزپایه PNO1 تا 15F مورد صلاحیت قرار گرفته می تواند هر چیزی بین آنها را جوشکاری نماید و اینطور بیان میشود که می تواند استنلس را هم انجام دهد ولی با محدودیت F نامبر مواجه میشود پس کسیکه کربن تست داده نمیتواند لوله استنلس را جوشکاری نماید.
F number: The F number variable requirement has been addressed in the QW- 433. For example if a welder qualified with SMAW process with E 7018 for carbon steel material cannot weld with the E-308 Electrode in same SMAW process. The F number for E-7018 is 4 and for E-308 is 5 and 4 cannot cover 5 based on the QW-433 requirements.
الزامات متغیر اصلی F نامبر طبق آدرس QW-433 برای مثال جوشکار مورد صلاحیت قرار گرفته با فرآیند SMAW با الکترود E7018 برای کربن استیل نمی تواند در همان فرآیند جوش با E-308 را انجام بدهد چرا که F نامبر کربن و استنلس فرق میکند و هم پوشانی نمیکند.
t weld deposit: Any welder qualified in plate or pipe above ½ inch with minimum 3 layer can weld unlimited. This is different from PQR and most people confusing between these two.
ضخامت جوش : هر جوشکار صلاحیت یافته برای لوله یا پلیت با ضخامت ۱۳ میلیمتر با حداقل ۳ لایه می تواند بدون محدودیت ضخامت ، جوشکاری نماید.این با PQR فرق میکند و اکثر مردم بین این دو سردرگم میشوند.
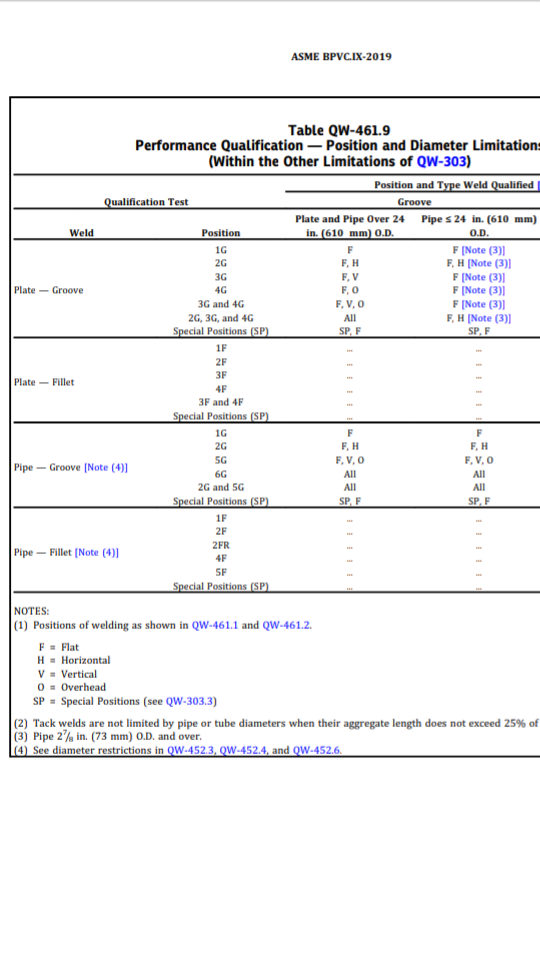
Position: The welding position is one of important essential variable in welding performance qualification. The requirement addressed in QW-461.9. Normally a welder who qualified in 6G position can weld all positions, or alternatively if he qualified in one 2G and one 5G can weld every other position.
حالت جوشکاری یکی از مهمترین متغیرهای اصلی اجرای صلاحیت جوشکاری است به آدرس QW-461.9 . به طور معمول جوشکاری که در حالت 6G تست داده در تمام حالات می تواند جوشکاری نماید یا اگر در حالت 2G و 5G مورد قبول قرارگرفته شود می تواند در هر حالت دیگری جوشکاری نماید.
Please note the essential variable is different from one process to other process
به اطلاع میرساند متغیرهای اساسی یا اصلی از یک فرآیند به فرآیند دیگر متفاوت است و باید به جدول QW آن در استاندارد ASME IX ( یا سکشن ۹ ) مراجعه نمود. مثلا QW-253 برای فرآیند SMAW است.