کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
QW-433 صلاحیت عملکرد جوشکار طبق F NUMBER
فیلر و الکترودی که جوشکار با آن تست می دهد و بعد از ان تست فیلر و الکترود هایی که جوشکار می تواند با آنها کار کند نشان می دهد .
Backing ( metal, weld metal, double-welded, etc.)
در جدول زیر F نامبرهای جایگزین برای صلاحیت عملکرد جوشکار داده شده برای F-No.1 تا F-No.5 که مشخص است روش جوشکاری SMAW است ، F-NO.5 برای استنلس است ( SMAW ) . در زیرِ جدول ، F-NO.6 برای فرآیند GTAW داده شده و ذکر کرده جوشکار دارای صلاحیت در هر F-No.6 برای جوشکاری تمام F نامبرهای ۶ مورد صلاحیت است.
ER70S-6 , ER308 , ER308L , ER309 , ER309L = F-NO.6
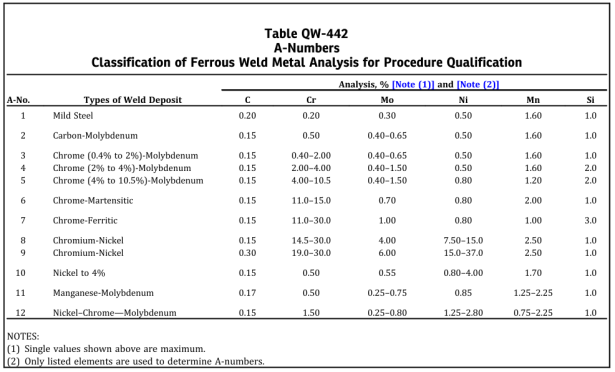
GTAW SFA 5.18 ER70S-6 F-NO.6 A-NO.1
GTAW SFA 5.9 ER308 F-NO.6 A-NO.8
ER308 : Cr+Ni (19.5~22 , 9 ~ 11 ) WT%
ER308L : Cr+Ni (19.5~22 , 9 ~ 11 ) WT% : c:0.03%
E9018-B3 High strength , F-NO.4 A-NO.4
در جدول QW-433 ، جوشکاری که با الکترود F5 تائید شده فقط میتواند با الکترودهای F-No.1 و F-No.5 جوشکاری نماید در حالت با و بدون Backing برای F-No.1 فقط با Backing مورد تائید است ولی در خود F-No.5 که تست داده و بدون Backing می تواند هر دو حالت با و بدون Backing را جوشکاری نماید.
پس این را به خوبی به ذهن بسپارید تست بدون Backing ، جوشکار را برای جوشکاری در همان F-Number و دو حالت با و بدون Backing صلاحیتدار خواهد کرد. در سایر F نامبرها فقط با Backing مورد تایید است .
- تست کوپن جوش داده شده با الکترود F-NO.4 با Backing یا بدون Backing که تائید شده ، جوشکار را برای جوشکاری با الکترودهای F-NO 1,2,3, تنها با Backing صلاحیت دار میکند یعنی می تواند با الکترودهای F نامبر ۱ تا ۳ و فقط با داشتن Backing یا پشت بند جوشکاری انجام دهد ( دقت شود اگر این جوشکار بدون Backing تست داده باشد و تائید شود می تواند با الکترودهای این F نامبر با و بدون Backing جوشکاری نماید ) . فرضاً در تست کوپن جوش داده شده با فرآیندهای GTAW و SMAW فرآیند GTAW برای SMAW یک Backing محسوب میشود یا در یک فرآیند SMAW و بکار بردن دو الکترود با F NUMBER متفاوت ( F3&F4 ) الکترود F3 برای الکترود F4 یک Backing خواهد بود یا حتی در جوش فیلت یا گوشه ای Base metal نقش Backing را ایفا می کند یا حتی استفاده از دو پروسس مثل SAW و SMAW
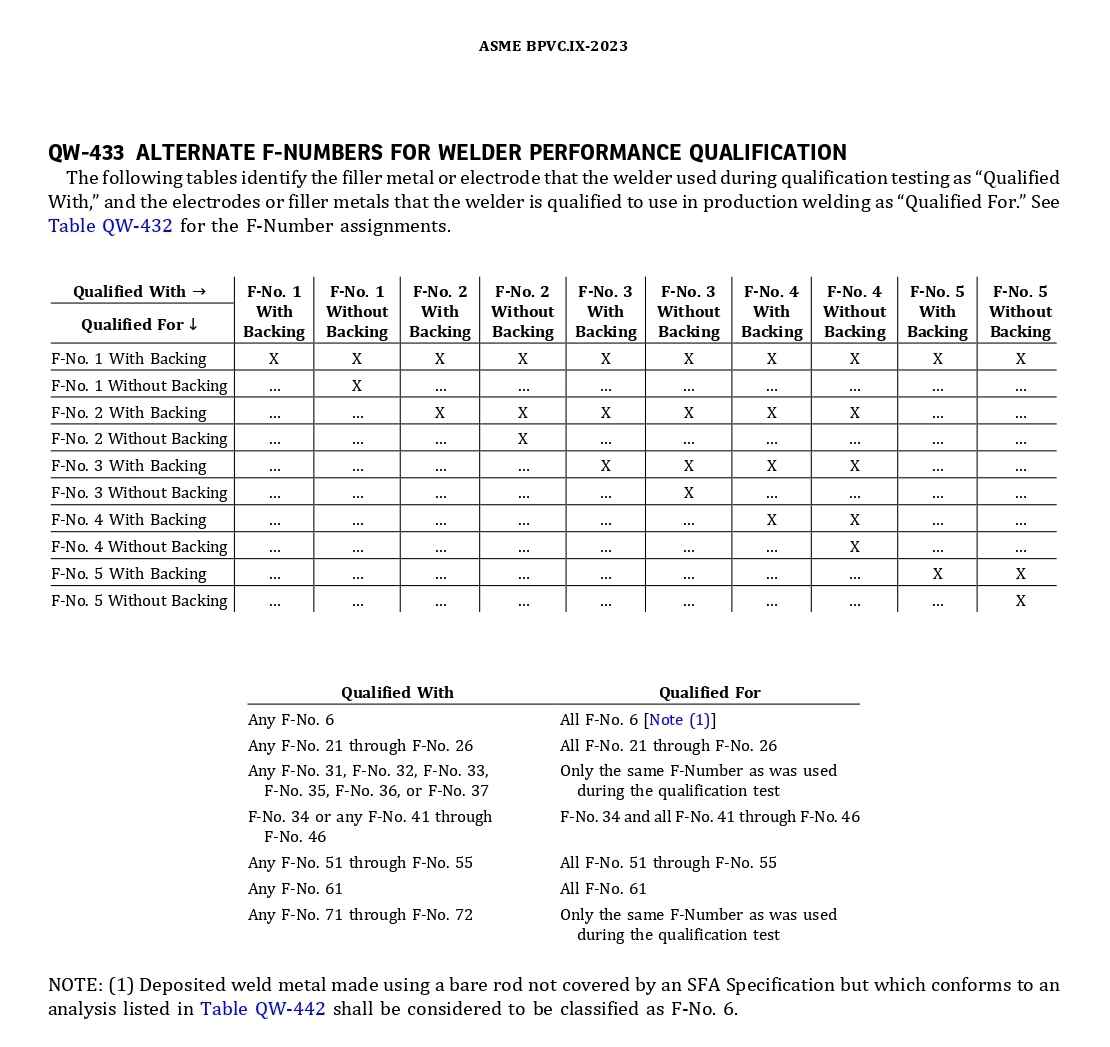
جدول QW-433 از سکشن ۹ را ملاحظه کنید ، قسمت جوش داده شده با الکترود E7018 فرآیند SMAW دارای F-NO.4 با backing مورد صلاحیت است ( که با فرآیند GTAW پاس ریشه انجام شده است ، در نتیجه backing برای SMAW است ) . جوشکار برای فرآیند SMAW با استفاده از الکترودهای F1 تا F3 با فقط backing واجد شرایط است . لذا جوشکار جوشکاری بدون backing نمی تواند انجام دهد.
Welding the second side of a double-sided butt joint is regarded as welding a joint with backing because the first weld run put in from the second side is supported by weld metal from the first side.
For a single-sided, multi-process weld made without backing (open root) such as one with TIG root and MMA fill, the TIG root run is classed as a weld made without backing but the MMA fill is classed as a weld made with backing.
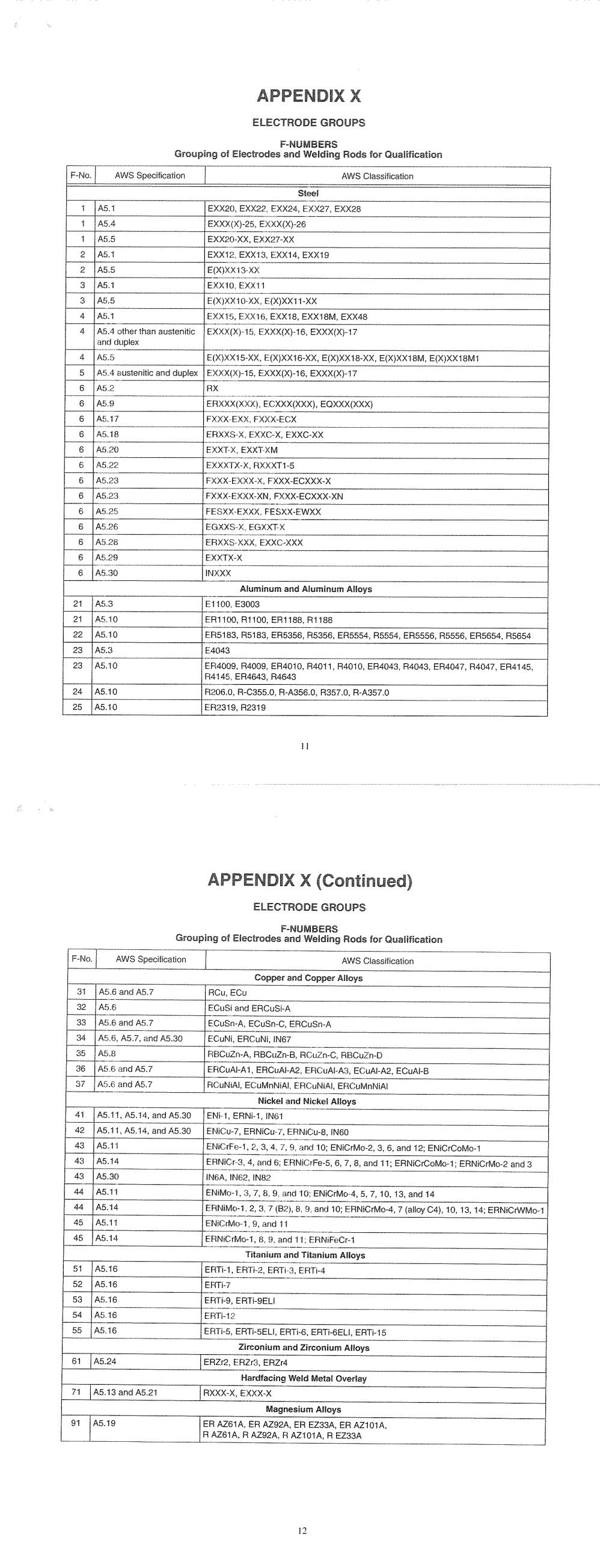
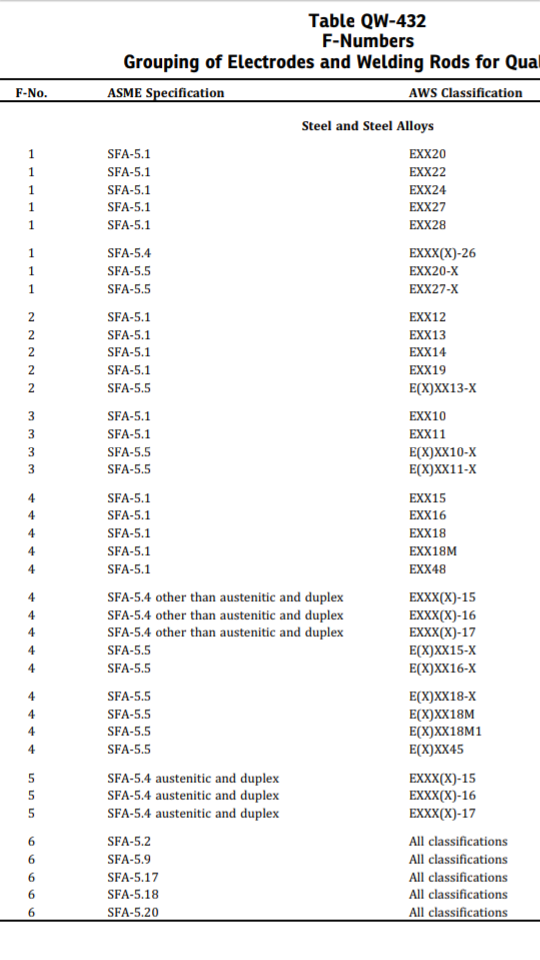
گروه بندی الکترودها و فیلرها طبق AWS
Electrode E6013 F-No.2
Electrode E6010 F-NO.3
Electrode E7018 F-NO.4
Electrode Rod ER70S-6 F-No.6
Electrode Rod ER309 F-No.6