کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
معافیت از impact test
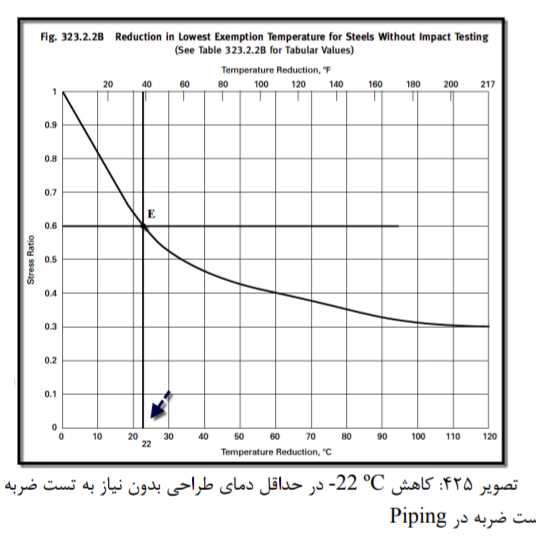
b -تست ضربه الزامی نمی باشد، اگر حداقل دمای طراحی بیشتر یا برابر با دمای 104C- باشد و نسبت تنش یا StressRatio تعریف شده در تصویر 323.2.2B از 0.3 تجاوز نکرده باشد
c- وقتی نسبت تنش Ratio Stress تعریف شده در تصویر 323.2.2B از 3.0 بیشتر باشد پایین ترین دما، حداقل دمای طراحی مجاز 55F- یا 48C- می باشد.
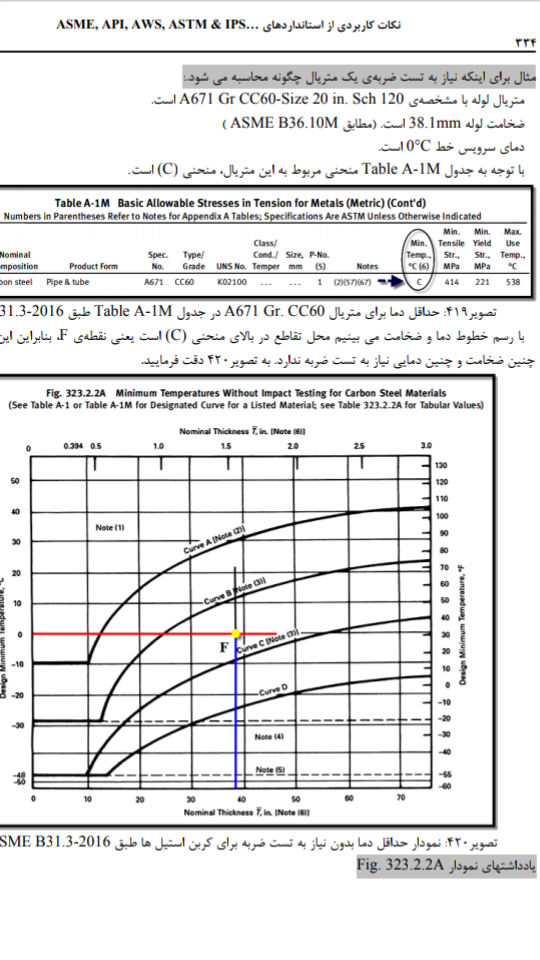
Material: A106 Gr. B (Seamless)
OD Pipe size: 12.75 in.
Design Temperature: 0ºC
Design Pressure: 500 Psi
Basic Allowable Stresses in Tension (From Table A-1) → 20000 Psi
E (quality factor from Table A-1B): → = 1
W (Weld Joint Strength Reduction Factor): From para. 302.3.5(e) → = 1
Y = (Table 304.1.1 Values of Coefficient Y for t < D/6) : → = 0.4
t = ? From para. 304.1.2 Straight Pipe Under Internal Pressure → For t < D/6
t = 500 × 12.75 / 2 (20000 × 1 × 1 + 500 × 0.4) → t = 0.158 in. → t = 4 mm
Sch 5 (according ASME B36.10M) → Thickness = 3.9 mm (0.156 in.)
با این افزایش ضخامت یک معافیت کاهش دمای پایین تر برای این متریال بدون نیاز به تست ضربه حاصل می شود. حال میزان این کاهش چند درجه است؟ اول می بایست مقدار Tension in Stresses Allowable Basic حقیقی این ضخامت جدید را حساب کرد. بصورت زیر:
0.25 = 500 × 12.75 / 2 (S × 1 × 1 + 500 × 0.4) → 0.25 = 6375 / 2S + 400
→ 0.50S = 6375 / ( 0.25 × 400) → 0.50S = 6375 - 100 → S = 6275 / 0.50 → S = 12550
Stress Ratio = Actual Ratio / Basic Allowable Stresses → Stress Ratio = 12550/20000
→ Stress Ratio = 0.6
حال مطابق نمودار 2B.2.323. Fig از 6.0 خطی افقی رسم می کنیم تا خط قوسی نمودار را در نقطهی E قطع کند سپس از نقطه E به خط افقی نمودار خطی عمود رسم می کنیم تا میزان کاهش دما بدون نیاز به تست ضربه مشخص گردد. به نمودار دقت شود، منظور دمای ºC 22 است. یعنی این متریال تا دمای ºC 22 -نیاز به تست ضربه ندارد.
انرژی جذب شده در جدول برای نمونه های با ابعاد استاندارد Size Full می باشد ( 10 × 10 ) . برای نمونه های زیراستاندارد یا Subsize این ارقام باید در نسبت عرض نمونه واقعی به عرض نمونه با ابعاد کامل 10mm ضرب شود.
مثال: چنانچه نمونه کامل بایستی 18J انرژی جذب نماید ولی ابعاد نمونه موجود 3mm است و زیر سایز استاندارد میباشد، مقدار انرژی جذب شده بوسیله این نمونه باید
3÷10×18=5.4J
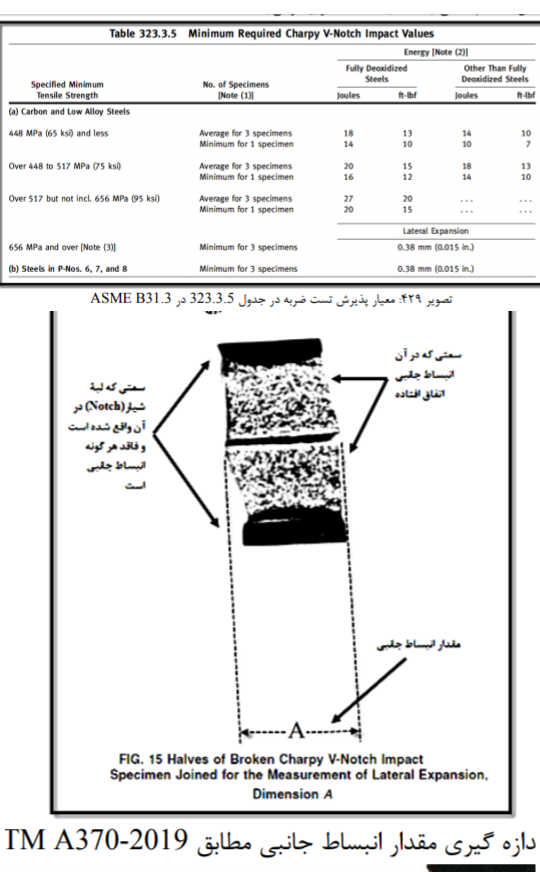
برای مواردی که انبساط جانبی (Criterion Expansion Lateral For ملاک است: اگر مقدار انبساط جانبی برای یک نمونه در یک دسته ی سه تایی زیر 038mm باشد ولی نباید زیر 0.25 باشد و چنانچه میانگین مقدار سه نمونه برابر یا بیشتر از mm 38.0 گردد ممکن است سه نمونه اضافی دیگر آزمایش مجدد شوند و هر یک از آنها (هر کدام از سه نمونه) بایستی برابر یا بیشتر از حداقل مقدار mm 38.0 باشند.
API 1104
نمونه های تست ضربه باید در جهت محور طولی لوله تهیه شوند. بایستی بزرگترین اندازه نمونه که بوسیله ضخامت لوله مجاز می باشد استفاده شود. ضخامت نمونه های Subsize بایستی حداقل %80 درصد ضخامت واقعی قطعه را دارا باشند. از هر یک از موقعیت های ساعت 6, 12 و 3 یا 9( از جوش محیطی لوله) بایستی 6 نمونه برداشته شود در مجموع 18 نمونه برداشته شود. که برای هر یک از موقعیتها، شیار (notch-V (3 نمونه در مرکز جوش و 3 نمونه دیگر در منطقه ی HAZ
حداقل 9 قطعه سالم برای هر موقعیت شیار (فلز جوش یا منطقهی متأثر از حرارت جوش HAZ ( بایستی مطابق الزامات ASME E23 در حداقل دمای طراحی یا پایین تر از این دما تست ضربه شوند.
A.3.4.2.3 Requirements API 1104 :
The impact energy for each notch location (weld metal or HAZ) is acceptable when the following criteria are met:
a) the average absorbed energy for each set of three specimens equals or exceeds 30 ft-lb (40 J);
b) the minimum individual absorbed energy for each set of three specimens equals or exceeds 22 ft-lb (30J)
c) when subsized Charpy specimens are used, the energy requirements, without correction or conversion, as stated in Items a) and b) above shall apply.
A.3.4.2.4 Retesting ( API 1104 2018 )
Retesting is permitted when no more than one specimen in each group of nine specimens (weld metal or HAZ) generates an absorbed energy less than 22 ft-lb (30 J), but the average absorbed energy from the set of three specimens that contains the low individual value exceeds 30 ft-lb (40 J). The retest requirements are as follows:
a) the three retest specimens shall be extracted from a location as close as possible to the location of the specimen that generated the low result,
b) the absorbed energy of all three retest specimens shall meet or exceed 30 ft-lb (40 J).
If the above retest criteria are satisfied, the Charpy results are acceptable. If the above criteria are not satisfied, no further retesting is permitted and the weld is rejected.
(Retesting) آزمایش تکرار- A.3.4.2.4 پاراگراف
وقتی که انرژی جذب شده یک قطعه (one than more no (در هر گروه (هر گروه یک ست سه قطعه ای است) از 9قطعه (منظور سه ست است) (از فلز جوش باشد یا از منطقهی متأثر از حرارت جوش HAZ ) کمتر از 30J باشد اما میانگین انرژی جذب شده برای هر سه ست قطعه بیشتر از 40J باشد ولی انرژی جذب شده یکی از قطعات تکی آن کم باشد، تکرار آزمایش مجاز است.


























