کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
نگاهی اجمالی بر ASME سکشن 8 ، Div 1
Div1 برای فشارهای تا ۳۰۰۰psi
UG-80 ( تغییر فرم یا Out of roundness )
اختلاف بین حداکثر و حداقل قطر داخلی در هر مقطعی نباید از ۱ درصد قطر داخلی بیشتر باشد
دسته بندی خطوط جوش مخازن :
Category A : جوش های عرضی
Category B : جوش های محیطی
Category C : اتصال Neck به فلنج
Category D : اتصالات لوله به مخازن
UW-9 حداقل فاصله خط جوش های طولی
در مخازنی که با بیشتر از یک کورس ساخته شده اند، درصورتیکه رادیوگرافی نداشته باشد، فاصله دو خط جوش طولی باید حداقل برابر با ۵ برابر ضخامت باشد. درصورتیکه رادیوگرافی فول باشد و یا رادیوگرافی شده باشد، این فاصله نیاز نیست.
مطابق شکل UW-9 باید مقدار اختلاف ضخامت به نسبت ۱ به ۳ لبه سازی ( Taper ) شود.
ULT-17 فاصله خطوط جوش سرویس های سرد
در صورتیکه تست ضربه ( impact testing ) نیاز باشد (عموماً در سرویسهای دما پایین یا Low Temp ) طبق (ULT-17(b فاصله دو خط جوش عرضی باید حداقل 5tباشد، حتی اگر رادیوگرافی فول باشد.
UW-39
برای کنترل پیچیدگی ( Distortion ) و آزاد کردن تنشهای پسماند ( Relieve residual stress ) از Peening استفاده میشود. که درواقع ضربات آهسته و قابل کنترل است که به سطح جوش وارد میشود. این ضربات میتواند دستی یا برقی یا بوسیله ابزارهای بادی انجام شود. که درواقع برای جداکردن سرباره های جوش استفاده میشود. از این روش در پاس یک ( Root pass ) و پاس آخر ( Final pass ) استفاده نمیشود مگراینکه آن جوش PWHT شود. باید توجه داشت به هیچ عنوان Peening جایگذین PWHT نمیشود.
دستورالعمل تعیین ملاک ضخامت، جهت PWHT طبق UW40
درصورتیکه این اتصال ( Unequall Thickness اتصال Head به Shell باشد برای تعیین ضخامت مورد نظر برای عملیات PWHT ملاک ضخامت، جزء نازکتر است. و درصورتیکه اتصالات Shell باشد، ملاک ضخامت، ضخامت Shell است.
اتصال ضخامت های غیر یکسان در API-620
مطابق استاندارد 2004 620 API در پاراگراف 16.6 چنین قید شده: برای Plateهای دارای ضخامت بالاتر از ۱۲.۷mm در ورقهای بدنه ، سقف، کف مخزن اگر ضخامت دو ورقی که به همدیگر متصل میشوند و بصورت Butt Weld جوش میشوند ، بیشتر از 3mm با همدیگر تفاوت ضخامت داشته باشند ورق ضخیم تر باید لبه سازی ( Trimmed ) شود بصورت Taper به نسبت 4/1
اتصال ضخامت های غیر یکسان در B31.3
وضعیت اتصال دو ضخامت نابرابر در استاندارد قید شده وقتی محل اتصال یک جوش محیطی ( Girth ) یا در زانوهای دست ساز ( Groove ) ترکیبی از دوضخامت نابرابر باشد و یکی از آنها بیشتر از 1.5 دیگری باشد نحوه اتصال باید مطابق طراحی قابل قبول ضخامتهای نابرابر در استاندارد Asme B16.25 باشد که در این استاندارد آمده نسبت Taper نیز ۱ به ۳ است.
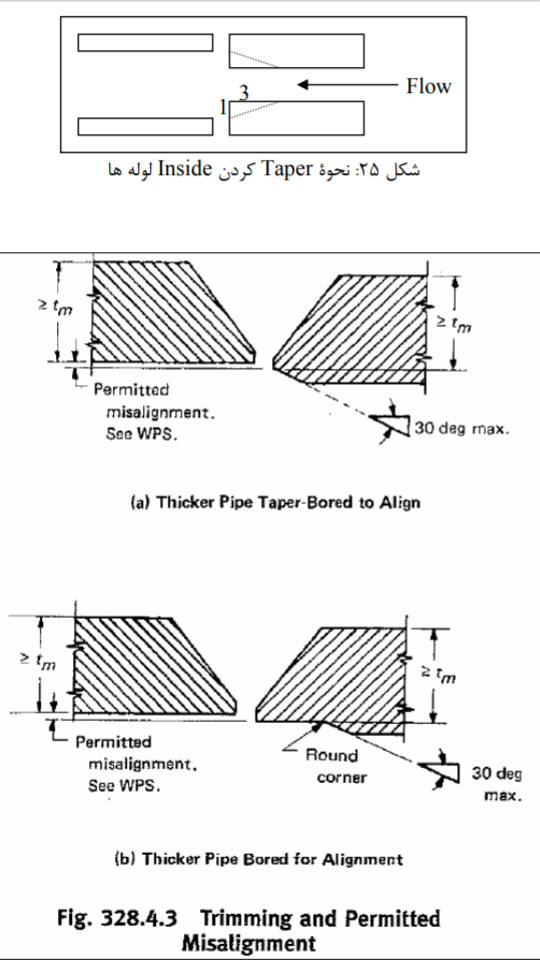
نکته: در Piping درصورتیکه اختلاف ضخامت در Inside باشد، درصورتی میتوانیم Taper کنیم ( ۱ به ۳ ) که Taper در جهت عبور سیال باشد. ولی چنانچه در Outside باشد ماکزیمم ۳۰ درجه.
در استاندارد Asme B16.47 که مربوط میشود به فلنجهای سایز بالا از "26 تا "60 لبه سازی اتصالات ضخامتهای نابرابر ( Unequal ) به نسبت ۱ به ۳ میبایست Taper شود.
محدوده Qualify ضخامت غیر یکسان در PQR
وضعیت محدوده Qualify ضخامت PQR تهیه شده از اتصالات غیر یکسان مطابق Asme سکشن 9 یا IX پاراگراف 4.202 QW و جدول 1.451 QW به ترتیب زیر است:
-مطابق با (QW-202.4(a و QW-451.1 قسمت نازک ( Thinner ) به میزان 2T
-مطابق (QW-202.4(b چنانچه ضخامت نمونه آزمایش ( Test coupon ) بیشتر از 6mm باشد برای برخی از متریال که لیست آنها ازجمله استنلس استیل ها با 8. No-P آمده محدوده حداکثر ضخامت آنها نامحدود است
- -The thickness of the thinner member in production weld shall meet the range set by QW 451.
- The thickness of thicker member also shall be within the range permitted by QW 451, with the following exemptions:
- For P numbers 8, 42 through 46, 49, 51 through 53, and 61 and 62, there is no limitation on the maximum thickness of the thicker member provided qualification was made on base metal of thickness 1/4 inch (6 mm) or more.
- For all other metals there is no limitation on the maximum thickness of the thicker member provided qualification was made on base metal of thickness 1-1/2 inch (38 mm) or more
برای زمانیکه سرویس ما Piping Pressure High است تهیه WPS و WQT مطابق پاراگراف 2.K328 براساس Asme سکشن ۹ ( IX ) است به استثنای مواردی که در پاراگراف 1.2.K328 قید شده. این استثنائات نسبت به استثنائاتی که در پاراگراف 328.2.1 قید شده است به مراتب سختگیرتر است.
برای مثال :
- برای همه WPSها حتماً باید Test Impact انجام شود.
-برای همه WPSها حتماً باید تست PQR با همان متریال و با همان الکترود قید شده در WPS انجام شود.
-تست PQR تهیه شده بر روی لوله یا تیوب WPS مربوط به Plate را Qualify میکند اما برعکسش خیر.
-انجام تست Mechanical برای همه جوشکاران
-برای همه WQTها حتماً باید Test Impact انجام شود.
درصورت استفاده از WPS ِدیگران، درصورتیکه شرایط زیر برقرار باشد نیاز به PQR ِمجدد نیست:
-تایید بازرسی
-متریال فقط P-NO.1&2&3 & GR.1 یا P-NO.8 باشد و نیاز به تست ضربه تست نباشد
-اتصال در WPS جدید کاملاً Similar یا مشابه باشد. یعنی P نامبر ِدو قطعه ای که به هم متصل میشود یکی باشد.
-ضخامت ، کمتر از 19mm باشد. یعنی PWHT نیاز نباشد.
-فشار طراحی از 300Psi بیشتر نباشد و دمای طراحی بین 20- تا 399 درجه سانتیگراد باشد.
(B16.5 PN 50 PN=Pressure Nominal)
-روش جوشکاری، SMAW یا GTAW یا ترکیب ایندو باشد.
-فقط از الکترودهای ذکر شده در این بخش برای پروسه SMAW استفاده شود.
-تایید WPS و PQR از جانب کارفرمای جدید و تقبل مسئولیت.
-یک نمونه قطعه جوش شده با این WPS تست خمش شود.
UW-30 حداقل دمایی که جوشکاری می تواند انجام پذیرد ( Lowser permissible temperature for welding )
دمای Base Metal پائین تر از 18- نباشد. در دمای بین صفر و منهای 18 درجه سانتیگراد سطح تمام منطقه تا ۳ اینچ از محل جوش باید تا دمایی که دست گرم می شود ( تخمینی ۱۶ درجه ) حرارت داده شود.توصیه میشود در صورت خیس بودن سطح یا یخ زدگی ، وزش باد سنگین یا بارش برف جوشکاری انجام نگردد مگر اینکه اقدامات حفاظتی انجام گرفته باشد.
دمای پیشنهادی پیش گرم در مورد جوش مخازن، به تفکیک متریال در Asme سکشن 8 یا VIII جلد ( DIV ) یک ( Appendix ) ضمیمه R بیان شده است.
برای P-NO.1&2&3 برای متریال هایی که حداکثر محتوی کربن بی ش از ۰.۳۰ درصد و ضخامت محل اتصال بیش از ۱ اینچ داشته باشند.
-۱۰ درجه سایر متریال ها در این P نامبر
برای P-No.3 گرید3&2&1 ، 79 درجه سانتیگراد برای متریال هایی که دارای حداقل استحکام کششی ( Tensile ) بیش از ۷۰ هزار PSI و یا ضخامت در محل اتصال بیش از ۱۶ میل باشد
۱۰ درجه سانتیگراد برای سایر متریال ها در این P نامبر
برای P-No.4 گرید 2&1 ، 121 درجه سانتیگراد برای متریال هایی که دارای حداقل استحکام کششی بیش از ۶۰ هزار PSI و یا ضخامت محل اتصال بیش از ۱۳ میل داشته باشند
۱۰ درجه سانتیگراد برای سایر متریال ها در این P نامبر
P-No 7&8 لازم نیست
تنش زدایی ( PWHT )
۲ عامل، تعیین کننده عملیات تنش زدایی در مخازن تحت فشار در ASME سکشن 8
۱-سرویس مخزن مطابق UW2
۲-ضخامت بر اساس جنس متریال مخزن مطابق 56 UCS
UW-2 محدودیت های سرویس در تنش زدایی :
درصورتیکه سرویس حاوی مواد کشنده باشد، عملیات تنش زدایی الزامی میشود
طبق 56 UCS برای متریال مختلف ضخامتهایی که میبایست PWHT شوند مشخص شده است. بطور مثال برای P-NO.1 GR 1&2&3 درصورتیکه ضخامت بیشتر از 38mm باشد باید تنش زدایی انجام شود. و برای ضخامت بیشتر از 32mm و کمتر از 38mm چنانچه هنگام جوشکاری عملیات پیش گرم تا دمای 93ºC اعمال شده باشد، نیاز به PWHT نیست.
نکته:
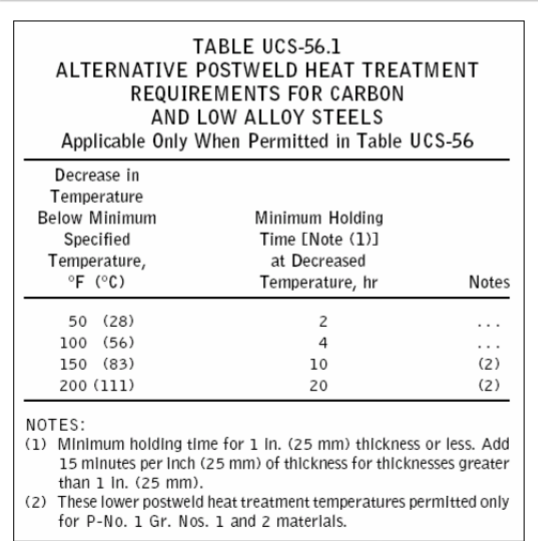
در جاهاییکه انبساط خطرناک است و افزایش دما به اندازه ذکر شده ممکن نیست، میتوانیم مطابق UCS-56.1 ، زمان توقف یا Holding Time را افزایش وHolding Temp را کاهش دهیم
نرخ گرمایش یا Heating Rate :
طبق UW-56 در طی انجام PWHT پس از آنکه دما از 427 درجه سانتیگراد بیشتر شد نرخ گرمایش نباید بیشتر از 222C/hr شود
نرخ سرمایش یا Cooling Rate :
به همین ترتیب، در دمای بالاتر از 427 درجه سانتیگراد نرخ سرمایش به حداکثر 278C/hr محدود میشود.
تعمیرات جوش پس از PWHT
با توجه به اینکه بعضاً عیوب جوش بعداز PWHT از محدوده قابل قبول به محدوده Repair میروند، رادیوگرافی باید بعداز PWHT انجام شود. حال درصورتیکه بعد از PWHT تعمیرات انجام شود وضعیت PWHT آن به دو صورت است.
1 -PWHT نیاز دارد
2 -PWHT نیاز ندارد
درشرایط 1 ،PWHT مجدد پس از تعمیرات بنابه شروط زیر الزامیست:
- درصورتیکه PWHT براساس نوع سرویس انجام شده باشد (سرویس کشنده) ،
- درصورتیکه PWHT براساس ضخامت انجام شده باشد و مجموع عمق تعمیر بیشتر از ضخامت تعیین شده در ASME Sec VIII UCS 56 پاراگراف (f(2 باشد:
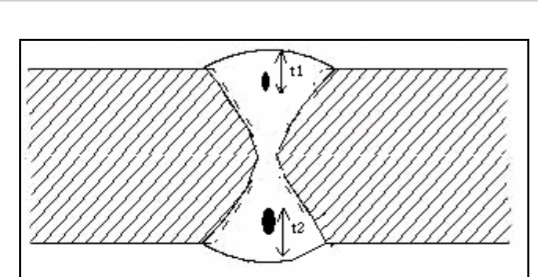
عمق کل تعمیر ( مجموع عمق در سراسر دو طرف جوش ) برای متریال P-NO.1 GR 1&2&3 نباید بیش از 38mm باشد و 16mm برای P-NO.3 GR 1&2&3
درشرایط 2 ،PWHT مجدد پس از تعمیرات بنابه شروط زیر نیاز نیست:
-درصورتیکه PWHT براساس نوع سرویس انجام نشده باشد (سرویس کشنده) ،
-درصورتیکه PWHT براساس ضخامت انجام شده باشد و مجموع عمق تعمیر بیشتر از ضخامت تعیین شده در پاراگراف (f(2 نشده باشد.
- عملیات تعمیر براساس روش Welding Bead Temper انجام شود.
متد Temper Bead Welding
1-حداقل دمای پیش گرم 175 درجه و حداکثر دمای بین پاسها 230 درجه باشد.
2-پاس اول را با الکترود 3mm جوش داده، نصف آنرا بر میداریم. پاسهای بعدی را نیز با الکترود حداکثر 4mm میزنیم و پس از هر پاس نصف آنرا برمیداریم.
3-حرارت ایجاد شده ( Input Heat ) باید در محدوده تعیین شده WPS باشد.
4-تا دو ساعت پس از جوشکاری باید دمای 260 درجه حفظ شود.
5-VT باید انجام شود.
6-پروسه جوشکاری باید با الکترودهای Low Hydrogen انجام شده و پهنای Bead جوش باید حداکثر چهار برابر قطر الکترود باشد.
7-درصورتیکه تعمیر تا ضخامت تعیین شده UCS-56 باشد دیگر نیازی به تنش زدایی نیست. اما چنانچه مجموع عمق تعمیر بیشتر از این مقدار شود باید PWHT انجام شود.
نکته:
طبق UCS-56 حداکثر Bead جوش بعداز تنش زدایی و تعمیر چهار برابر قطر الکترود است
نکته:
در مواردی که ضخامت بالاست به منظور کاهش هزینه، عمق Defect را با UT می سنجند تا نیاز به شکافتن اضافه نباشد.
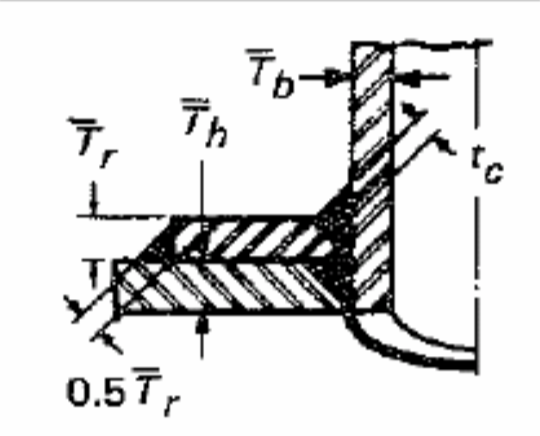
تنش زدایی برنچ در ASME B31.3
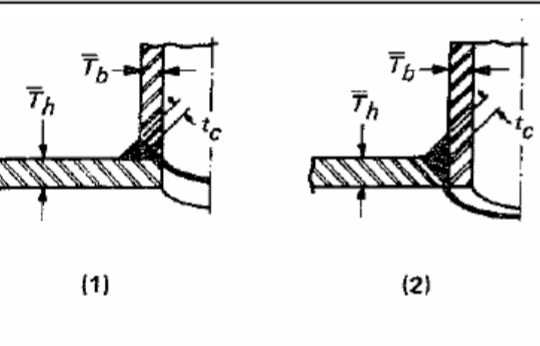
-در برنچ Stub-on یا Set-on بدون PAD ، چنانچه مجموع ضخامت جداره برنچ یا Tb و ضخامت جوش ( tc ) از مجموع دو برابر حداقل ضخامتی که نیاز به PWHT دارند ( مثلا برای P-No.1 حداقل ضخامت ۲۰ میل است ویرایش ۲۰۰۸ ) بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
در برنچ Stub-in بدون PAD ،چنانچه مجموع ضخامت جداره Header یا Th و ضخامت جوش ( tc ) از مجموع دو برابر حداقل ضخامتی که نیاز بهPWHT دارند بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
در برنچ Stub-on با PAD ،چنانچه مجموع ضخامت Reinforcing Pad یا Tr و ضخامت جوش ( tc ) از مجموع دو برابر حداقل ضخامتی که نیاز به PWHT دارند بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
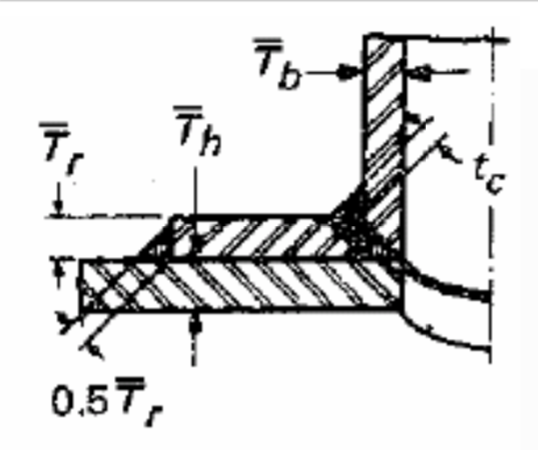
در برنچ Stub-in دارای PAD ،چنانچه مجموع ضخامت جداره Header یا Th و ضخامت Reinforcement یا Tr و ضخامت جوش (tc) از مجموع دو برابر حداقل ضخامتی که نیاز به PWHT دارند بیشتر شود Branch میبایست PWHT شود. حتی اگر ضخامت یکی از این دو جزء کمتر از حداقل ضخامت باشد.
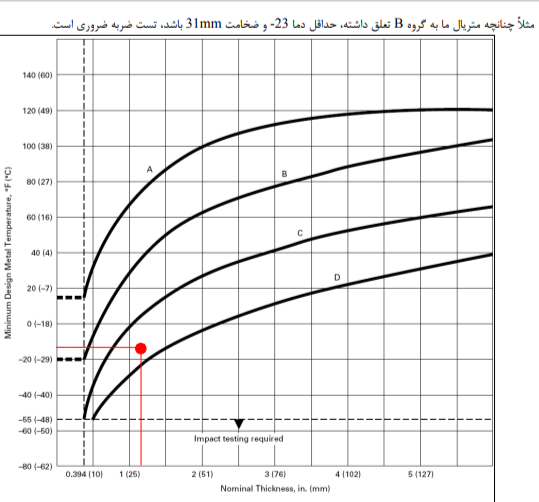
تست ضربه در مخازن تحت فشار Asme VIII DIV 1
در نمودار 66-UCS متریال به چهار دسته تقسیم بندی شده اند: A , B , C , D طبق نمودار 66-UCS هر ماده مربوط به یکی از این منحنیهاست. برای اینکه بدانیم متریال ما به تست ضربه نیاز دارد یا خیر، ابتدا به این منحنی مراجعه میکنیم. درصورتیکه تلاقی دما و ضخامت مفروض، زیرِ Curve ِمخصوص ماده باشد تست ضربه ضروری است. برای تشخیص Curve ِمربوط به هر متریالی باید به شکل UCS-66 مراجعه شود.
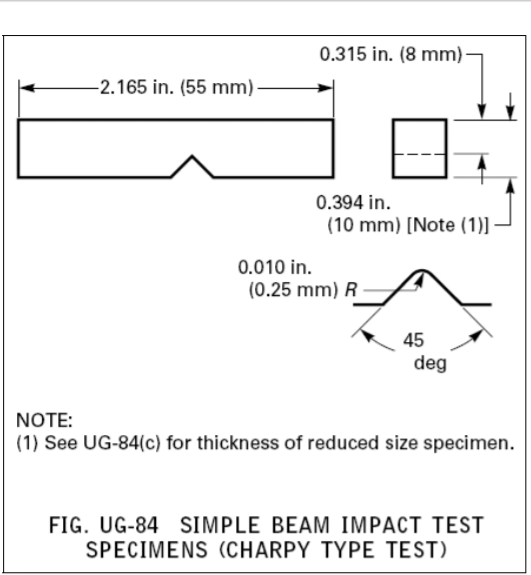
برای انجام تست ضربه ابتدا 9 نمونه ( Sample ) از مناطق فلز مبنا ، منطقه متاثر از جوش و فلز جوش آماده میکنند (از هر منطقه سه نمونه) و در دمای مورد آزمایش و در زمان مشخص قرار می دهند.
قطعه ای که آماده میکنند 5.5 سانت طول و در صورتیکه 10 میل ضخامت داشته باشد، به این حالت Full-Section میگویند.
چنانچه ضخامت کمتر از 10 میل باشد به این حالت Sub-Size میگویند. مثلاً با ضخامت 5mm حالت Sub-Size اطلاق میشود.
آماده کردن نمونه تست ضربه طبق UG84
هم سازی حقوق بازنشستگان تامین اشتباهی
دبیر اجرایی خانه کارگر آران و بیدگل تصریح کرده؛ متاسفانه دولت با همراهی مجلس یازدهم برخلاف سیاستهای ابلاغی تامین اجتماعی، بعد از اعلام مغایرت شورای نگهبان، نسبت به جزء ۱ بند الحاقی ۲ ماده ۲۹ لایحه برنامه هفتم توسعه بجای رفع ایراد آن را حذف کرد و با این کار دولت را تا پایان برنامه از پرداخت بدهی حسابرسی شده معاف کرد. با این کار عملا متناسب سازی برای بازنشستگان تامین اجتماعی در هالهای از ابهام قرار گرفت.
حاجیزاده بیان کرده؛ با حذف این موضوع عملا دولت طی پنج ساله هفتم هیچگونه تعهدی نسبت به بازپرداخت بدهی محاسبه شده به سازمان تامین اجتماعی نخواهد داشت و کل مصوبات سال گذشته برای متناسبسازی این قشر از مستمریبگیران که با رقم ۱۷۰ همت شروع و در نهایت با ۱۳۰ همت مصوب شد، وضعیت نامعلومی پیدا میکند.