کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
الکترود فولاد آلیاژی A335-P22 ( کروم-مولیبدن )
A333
Seamless and Welded Steel Pipe for Low-Temperature Service and Other Applications with Required Notch Toughness
A334
Seamless and Welded Carbon and Alloy-Steel Tubes for Low-Temperature Service
A335
Seamless Ferritic Alloy-Steel Pipe for High-Temperature Service
A350
Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing for Piping Components
E9018-B3L : الکترود کم هیدروژن
حتما 2 ساعت در آون با دمای 350°C پخت شود و سپس به آون نگهداری منتقل شود. الکترود در حد مصرف به جوشکاران تحویل شود.
از الکترودهائی که روپوش معیوب دارد، استفاده نشود. الکترودهای اضافی و سالم مجددا به آون نگهداری تحویل شود.
در حین جوشکاری دمای قطعه در اطراف جوش ازC °150 کمتر نشود و از 250°C نیز بیشتر نشود.
جوشکاری باید از سنتر پائین لوله به طرف بالا انجام شود . در حالتی که دو جوشکار باهم کار می کنند باید همزمان از سنتر پائین به طرف بالا کار کنند.
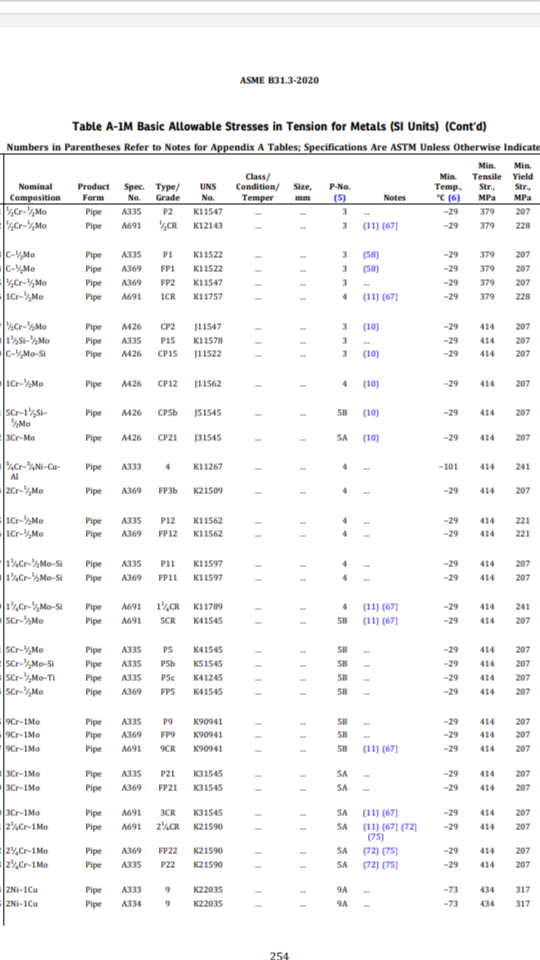
در تصویر زیر طبق استاندارد Asme B31.3 که مربوط به کارخانه لوله کشی است حداقل استحکام کششی و حداقل دما داده شده
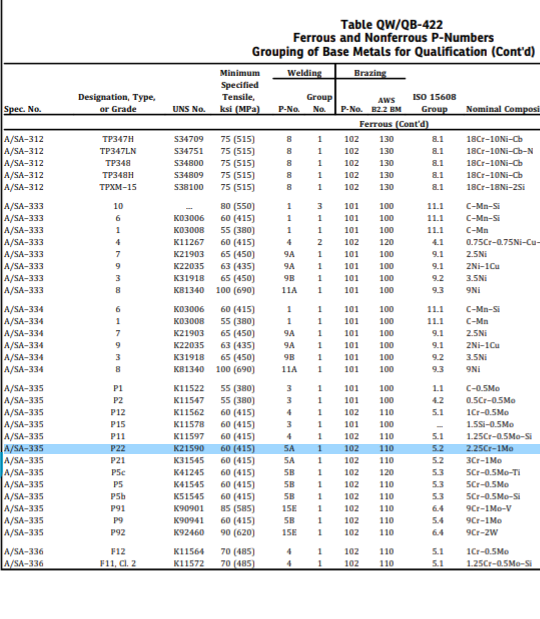
در تصویر زیر از استاندارد ASME IX ( سکشن ۹ ) جدول QB/QW-422 متریال ها با ذکر استحکام کششی ، P نامبر و G نامبر و سیستم شماره گذاری یکپارچه آمده است.
414×0.145~60ksi
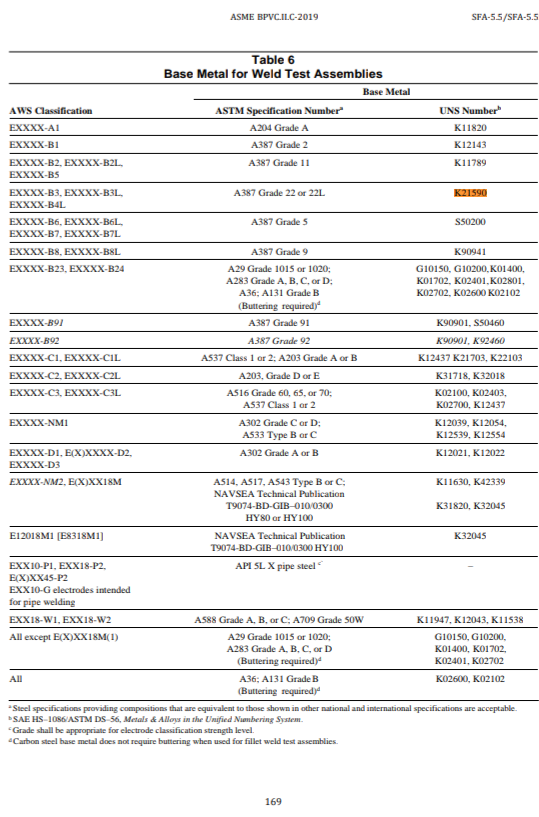
با جستجوی ساده در استاندارد Asme Section ii Part C که اطلاعات در مورد فیلرمتال و الکترودهاست با جستجوی سیستم شماره گذاری یکپارچه می توانید طبقع بندی الکترود پیشنهادی مورد نظر را بیابید البته الزامات مهندسی و متالورژی هم نباید فراموش شود.
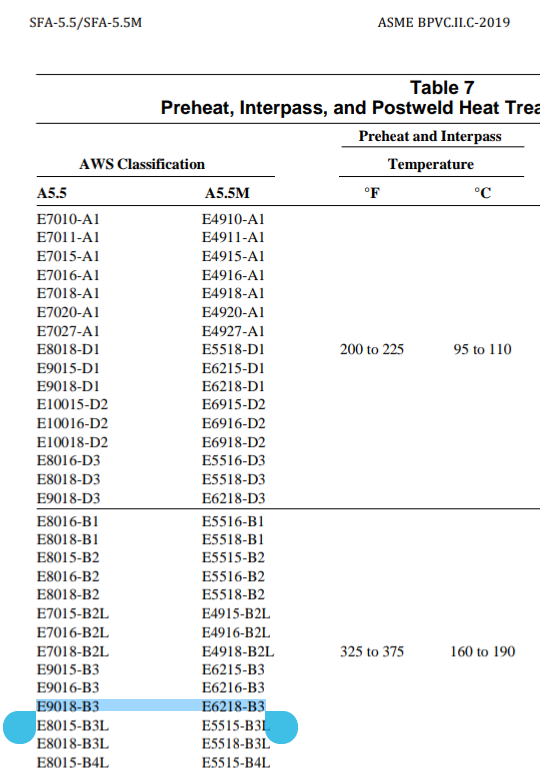
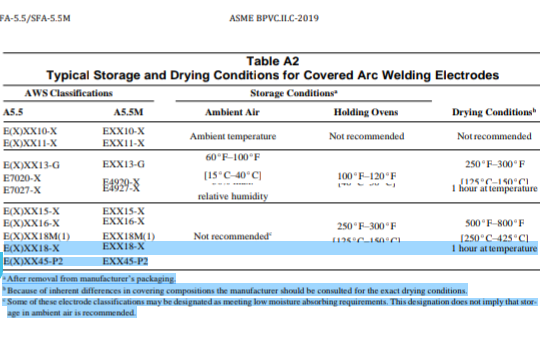
روش نگهداری الکترود در این استاندارد ارائه گردیده
A7.1.2-الکترودهای EXXXX-BX و EXXXX-BXL ( فولاد کروم-مولیبدن ) . این الکترودهای کم هیدروژن فلز جوش که بصورت اسمی حاوی بین ۰.۵ و ۱۰ درصد کروم و تا ۱.۲۵ درصد مولیبدن است.آنها طراحی شدند تا فلز جوش برای سرویس دما بالا و برای تطابق با فلزات پایه ( مبنا ) نوع Cr-Mo تولید کنند ، برخی از آنها در جدول ۶ نشان داده شده است.
برای بسیاری از این طبقه بندی های الکترود Cr-Mo ، طبقه بندی های EXXXX-BXL کم کربن ( low carbon ) ایجاد شده اند .
-ماکزیمم کربن گرید L به ۰.۰۵ درصد محدود می شوند.
-با توجه به درصد کربن پائین که در فلز جوش ductility و hardness را بهبود می بخشد ، همچنین استحکام در دمای بالا و مقاومت در برابر خزش ( creep resistance ) فلز جوش را کاهش می دهد.
-از آنجایی که تمام الکترودهای کروم-مولیبدن فلز جوشی تولید می کنند که در هوای ساکن سخت می شوند ، برای بیشتر کاربردها هم Preheat و هم PWHT مورد نیاز است.
-حداقل الزامات تافنس برای هیچ یک از طبقه بندی الکترودهای کروم-مولیبدن ایجاد نشده است.
- در حالیکه امکان بدست آوردن الکترودهای کروم-مولیبدن با مقادیر تافنس حداقل در دمای محیط صفر درجه سانتیگراد وجود دارد ، مقادیر خاص و آزمون باید بین خریدار و تامین کننده توافق شود.
330.1.4 Preheat Zone.
The preheat zone shall be at or above the specified minimum temperature in all directions from the point of welding for a distance of the larger of 75 mm (3 in.) or 1.5 times the greater nominal thickness.
The base metal temperature for tack welds shall be at or above the specified minimum temperature for a distance not less than 25 mm (1 in.) in all directions from the point of welding.
330.2 Specific Requirements
330.2.1 Different P-No. Materials.
When welding two different P-No. materials, the preheat temperature shall be the higher temperature for the material being welded as shown in Table 330.1.1.
330.2.2 Interruption of Welding.
After welding commences, the minimum preheat temperature shall be maintained until any required PWHT is performed on P-Nos. 3, 4, 5A, 5B, 6, and 15E,
وقفه جوشکاری : بعد از انجام جوشکاری حداقل دمای پیش گرم باید حفظ شود تا تنش زدایی مورد نیاز روی P نامبرهای ۳ ، ۴ ، ۵A ، ۵B ، ۶ و ۱۵E انجام شود.
P نامبر متریال A335-P22 5A است.طبق جدول QW-QB-422 استاندارد ASME IX
تبصره c - برای متریال ها با P نامبر 5B ، 6 ، 15E ، جوش تحت یک عملیات حرارتی متوسط کافی با سرعت کنترل شده خنک سازی قرار می گیرد. دمای پیش گرم مجار است تا ۹۵ درجه سانتیگراد برای هدف آزمون ریشه بدون انجام یک عملیات حرارتی متوسط کاهش یابد. عملیات حرارتی متوسط برای متریال ها با P نامبر 5B یا 15E مجاز است زمان بکارگیری از الکترودهای کم هیدروژن و فیلر متال های طبقه بندی شده بر اساس مشخصات فیلر متال با یک نشانگر H4 یا پائین تر ( انتخاب مکمل میزان هیدروژن نفوذپذیر ) حذف شود و بطور مناسب با روش های نگهداری ( maintenance ) کنترل شود تا از آلودگی توسط منابع تولید کننده هیدروژن جلوگیری شود. سطوح فلز مایه آماده شده برای جوشکاری باید عاری از آلودگی باشد.
(d) After cooling and before welding is resumed, visual examination of the weld shall be performed to assure that no cracks have formed.
(e) Required preheat shall be applied before welding is resumed


























