کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
فصل ix استاندارد ASME ... سرویس سیال فشار بالا
ASME B31.3 عنوان می کند که سرویس سیالی که کارفرما فصل نهم را برای طراحی و ساخت لوله کشی مشخص می کند، سرویس سیال پر فشار نامیده می شود معمولا هر سرویسی که نیاز به کلاس فلنج بیش از ۲۵۰۰ پوند داشته باشد سرویس سیال پرفشار نامیده می شود.
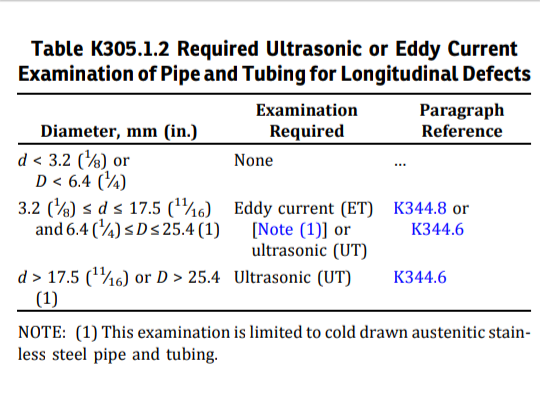
K305.1.2 Additional Examination. Pipe and tubing shall have passed a 100% examination for longitudinal defects in accordance with Table K305.1.2. This examination is in addition to acceptance tests required by the material specification.
K311.2.1 Backing Rings and Consumable Inserts.
Backing rings shall not be used. Consumable inserts shall not be used in butt welded joints except when specified by the engineering design.
K311.2.2 Fillet Welds. Filletwelds may be usedonly for structural attachments in accordance with the requirements of paras. K321 and K328.5.2.K311.2.3 Other Weld Types. Socket welds and seal welds are not permitted.
K314.2 Taper-Threaded Pipe Joints
(a) Taper-threaded pipe joints shall be used only for instrumentation, vents, drains, and similar purposes, and shall be not larger than DN 15 (NPS 1∕2).
(b) The nominal wall thickness of piping components with external taper threads shall be at least as thick as that specified for Schedule 160 in ASME B36.10M.
K328.5.2 Fillet Welds. Fillet welds, where permitted (see para. K311.2.2), shall be fused with and shall merge smoothly into the component surfaces.
K328.5.3 Seal Welds. Seal welds are not permitted.
K332.4.1 Hot Bending and Forming. After hot bending and forming, heattreatmentis required for all thicknesses of P-Nos. 3, 4, 5A, 5B, 6, 10A, 10B, and 15E materials that are not quenched and tempered. Times and temperatures shall be in accordance with para. 331. Quenched and tempered materials shall be reheat treated to the original material specification.
K341.3.1 General. Prior to initial operation, each piping installation, including components and workmanship, shall be examined in accordance with para. K341.4 and the engineering design. If heat treatment is performed, examination shall be conducted after its completion.
بعد از تعمیر ناحیه معیوب Rt یا Ut باید بعد از انجام هر گونه عملیات حرارتی انجام گردد.
K341.3.3
(a) When the defective item or work is repaired, the repaired portion of the item or work shall be examined after the completion of any required heat treatment. The examination shall use the same methods and acceptance criteria employed for the original examination.
تمام جوش های شیاری ، طولی و اتصالات برنچی لازم است ۱۰۰ درصد رادیوگرافی شوند جز آنچه در b مجاز دانسته . ( اگر در مهندسی مشخص شده باشد و با توافق کارفرما ut مجاز است جایگزین rt شود البته برای ضخامت بزرگتر مساوی ۱۳ میلیمتر.)
K341.4.2 Radiographic and Ultrasonic Examination
(a) All girth, longitudinal, and branch connection welds
shall be 100% radiographically examined, except as permitted in (b) below.
(b) When specified in the engineering design and with the owner’s approval, ultrasonic examination of welds may be substituted for radiographic examination where Tw >=13 mm (1∕2 in.).
(c) In-process examination (see para. 344.7) shall not be substituted for radiographic or ultrasonic examination of welds.
هر سیستم لوله کشی باید قبل از بهره برداری اولیه تست نشتی شوند ( هایدرواستاتیک یا نیوماتیک ) ... برای سرهای Tie-In یا Golden joint ها ( اینجا closuer ) مجاز است بجای تست نشتی آزمون رادیوگرافی انجام گردد.
K345.1 Required Leak Test
Prior to initial operation, each piping system shall be leak tested.
(e) For closure welds, examination in accordance with para. K345.2.3(c) may be substituted for the leak test
required.
K345.2.3 Special Provisions for Leak Testing.
تست نشتی آخرین جوشی که لوله کشی یا اجزاء را بهم متصل می کنند به شرطی که بطور کامل رادیوگرافی شود ضرورتی ندارد !!!
(c) Closure Welds. Leak testing of the final weld connecting piping systems or components that have been successfully leak tested is not required, provided the weld is examined in-process in accordance with para. 344.7 and passes the required 100% radiographic examination in accordance with para. K341.4.2.
فشار تست در سیستم لوله کشی فلزی کمتر از ۱.۲۵ برابر فشار طراحی نیست . زمانیکه دمای طراحی بیشتر از دمای تست باشد یک ضریبی در ۱.۲۵P ضرب می شود. ( نسبت تنش مجاز در دمای تست به تنش مجاز در دمای طراحی )
K345.4.2 Test Pressure for Components and Welds.
the hydrostatic test pressure at every point in a metallic piping system shall be as follows:
(a) not less than 1.25 times the design pressure.
(b) when the design temperature is greater than the test temperature, the minimum test pressure, at the point under consideration, shall be calculated by eq. (38) >>>>>>> PT = 1.25PST/S
برای مشخص کردن تنش مجاز یا allowable stress از جدول K-1 استفاده نمائید.


























