کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
نظرسنجی
آیا این مطالب برای شما مفید واقع شد
روزانهها
همه- زینب بنت موسی بن جعفر ( اخت الرضا )
- همسان گزینی اسلامی ازدواج
- شاهزاده سرین کیست
- حاج کاظم صدیقی و پسران باغ ازگل مخصوص طلاب
- LifeMap
- پرستارهای با وجدان بیمارستان ( زایمان یک زن ) زندگی پس از زندگی
- امام جمعه موقت تهران حاج کاظم صدیقی باغ ۱۰۰۰ میلیاردی
- یک فساد ؟!!!
- اینجا قُم است بد حجابی
- سود میلیونی اجاره کارت ملی خرید خودروهای وارداتی و رانت جدید
- مرد چگونه موجودیست؟ نگاه بانوان دهه ۴۰ پهلوی
- صفحه لاگین تامین اشتباهی ورود به سامانه سوابق و ثبت درخواست ها
- کتری K&T - ساخت وطن بهترین کتری بدون صدا
- آتش سوزی هتل بیمارستان گاندی ( فوق خصوصی ، ونگ-گاندی ) جوشکاری
- حمله موشکی و پهپادی پاکستان به مقرهای تروریستی در مرز ایران ۲۸ دیماه ۱۴۰۲
پیوندها
- برخورداستوانه و مخروط
- برنچ
- رفتارشما
- Jalali Calendar میلادی-شمسی
- Whats app دانلود
- Fabrication راهنمای ساخت
- Slope In Piping روش محاسبه شیب در پایپینگ
- شکستگی و پروتز گردن ران ( فمور )
- ساپورت دامی - زانوئی چند تکه - شلوارک
- مهسا امینی دستگیری بعلت بدحجابی ، از سکته او در پلیس امنیت در جریان بحث و وفات در بیمارستان کسری تهران دهه سوم شهریور ۱۴۰۱
- رحم اجاره ای اخاذی بین ۱۰۰ تا ۲۰۰ میلیون و ماهی ۳ میلیون در سال ۱۴۰۱ و نبود قانون
- مهسا امینی - اعتراضات اواخرشهریور ۱۴۰۱
- اعتراضات شهریور۱۴۰۱
- احکام 18+
- قانون Control Banding بازرسی محوطه کاری ، سرزمینی یا مرزهای دریایی
- The day of revenge is near
- Maximum Allowable Stress Section ii part D تنش مجاز متریال A106 Grade B در دمای ۴۳۵ درجه سانتیگراد
- Thickness Calculation of blind flange مثال هایی برای محاسبه ضخامت ورق برای ساخت فلنج کور بر اساس UG-34
- Bolt root and tensile stress area
- Pressure-Temperature rating B16.5
- Yield Strength for material A105 section ii part D استحکام تسلیم فلنج A105 جدول Y-1 سکشن ii در دماهای مختلف
- Required Wall thickness حداقل ضخامت مورد نیاز براساس بند ug-34 و فرمول یک اپندیکس 2 ( سرهای مسطح دایره ای )
- ( Required Wall Thickness ( Mininmum مثال از حداقل ضخامت Blind flange سایز ۳۴ اینچ
- Flange rating Maximum Design Pressure - حداکثر فشار طراحی بر اساس Asme B16.5
- دختران ایرانی زیر پای سگ های ارتش آمریکا توضیحاتی درباره وضعیت برخی دختران در زمان شاه
- Maximum Stress value SA-312 TP316L حداکثر تنش مجاز متریال در دماهای مختلف
- Asme PCC-1 appendix H-O bolt stress - bolt root area
- Root area + Tensile stress area Bolt
- Bolt root + tensile area ASME B1-1 for threads
- داستان سید مهدی قوام و زن ...
- شارلی ابدو فرانسه
- تجاوز وحشیانه چند افغان به یک زن جوان در فرحزاد
- ورزش با حرکات موزون + موسیقی
- دامی ساپورت انواع مختلف نصب
- اپلیکیشن دامی ، مایتر زانویی و شلوارک
- YJC.IR
- عیوب جوش
ابر برچسب
شابلون برنچ Miter bend piping Dummy پایپینگ Pipe Branch PWHT ردیوسر Pipe To Cone شابلون دامی ساپورت Y Piece Lateral ELBOW DEGREE مخروط ناقص impact test Dummy support دامی ساپورت Miter Unequal Branch Branchجدیدترین یادداشتها
همه- Y-Piece ۳۰ اردیبهشت ۱۴۰۳ محمد شریفی مقدم، دبیر کل خانه پرستار با اعلام این خبر گفت: طی قراردادی که خانه پرستار با یک شرکت...
- نحوه رسم برنچ Unequal با اختلاف از مرکز هدر هر دم از این باغ ...... ۲۲ اردیبهشت ۱۴۰۳ فارسی العربیة English تماس با ما درباره ما آرشیو تبلیغات اپلیکیشن فید کانال...
- محاسبه زاویه بین دو سوارخ فلنج اردیبهشت ۱۴۰۳ : به گزارش خبرگزاری خبرآنلاین ،اگر سری به فضای مجازی بزنید با تبلیغات مختلف استخدام کارگر ساده در ایران...
- عیوب در فیلم رادیوگرافی
- انواع Tack Weld انواع جوشکاری Tack در حالیکه چندین روش برای tack welding وجود دارد ، سه روش متداول عبارتند از : ۱- استاندارد ۲-Bridge...
- P نامبر متریال فولادهای آلیاژی A335-P9 و A335-P11 و A335-P22 ASME IX ( سکشن ۹ ) برای کاهش تعداد WPS و PQR برای فلزات مختلف P NO تعریف کرده است. P نامبر 5B A335-P9 : ( P NO.5B ) P9...
- Safty factor در Divi 1 و Div 2 سکشن 8 ASME Standards Section VIII, Division 2 ASME BPV Section VIII, Division 2, uses a much smaller safety factor on tensile...
- محاسبه MAWP ( ماکزیمم فشار کاری مجاز ) چنانچه تنش مجاز متریال مو رد استفاده در دمای طراحی کمتر از تنش مجاز آن متریال در دمای هیدروتست باشد مقدار MAWP طبق ضریب...
- PQR تائید صلاحیت شده با الکترود E7018 برای نوشتن WPS که از الکترود E7018-A1 استفاده میکند در کد ASME سکشن 9 : P NUMBER و G NUMBER مراجعه به جدول QW-422 F NUMBER مراجعه به جدول QW-432 A NUMBER مراجعه به جدول...
- عدد فریت در استنلس حضور فاز فریت در فلز جوش به دلیل حساسیت به ترک گرم و ترگ های باز گرمایشی بسیار حائز اهمیت میباشد. مقدار عددی متفاوتی...
- Sensivity in radiography حساسیت = ( قطر نازکترین سیم قابل روئت روی فیلم تقسیم بر ضخامت قطعه در محل IQI ) ضربدر ۱۰۰ که میباسیت کمتر از ۲ درصد...
- معیار پذیرش Undercut در Asme B31.3 حد پذیرش ( U/C ) در جدول 341.3.2 برای سرویس های مختلف مطابق زیر مشخص شده است: در سرویس های High Pressure Piping حد...
- معیار پذیرش Undercut در Asme B31.3 حد پذیرش ( C/U ( در جدول 2.3.341 Table برا ی سرویس های مختلف مطابق زیر مشخص شده است: High Pressure Piping های سرویس در...
- Fluid service in Asme b31.3 طبقه بندی سرویس fluid service: a general term concerning the application of a piping system, considering the combination of fluid...
- ( Test Fluid ( Valve inspection and testing 5.6 Test Fluid 5.6.1 For shell, high-pressure backseat, and high-pressure closure tests, the test fluid shall be air,...
- حد پذیرش عیوب در جوش و رادیوگرافی طبق کد B31.3 در جدول 341.3.2 حد پذیرش برای بازرسی چشمی و آزمون رادیوگرافی طبق دسته بندی سیال نوع جوش و نوع عیب طبقه بندی A تا M...
- خم زنی لوله ها در پایپینگ -خمش لوله ها در صورت مجاز بودن می بایست مطابق با piping class استفاده شود . خمش روی فولاد ضد زنگ یا لوله های alloy مجاز...
- جوش های Seal اتصالات رزوه ای -در سرویس Hydrocarbon : --پلاگ های رزوه ای که در Vent ها ی آزمون هایدرواستاتیک که دارای Valve نیستند باید پس از آزمون...
- فاصله جوش های محیطی، فاصله قرار گیری درزهای دو لوله و گپ چک جوش های ساکتی در اسپک Total طبق اِسپِک شرکت توتال : Requirements for location of welds Distance between two successive girth butt welds shall not...
- Abbreviation & Mill Tolerance BB Bolted bonnet OS&Y Outside screw spindle and yoke BE Beveled end PE Plain end Br Bronze PTFE Teflon BW But...
- انهدام چند ریزپرنده در حوالی اصفهان ۳۱ فروردین ۱۴۰۳
- فروردین ۱۴۰۳ : خودکشی پزشک متخصص قلب خانم دکتر بخشی / وفات مشکوک خانم سارا تبریزی اسکافُلد اول جایگاه مسئولین و آقازاده هاشون عید فطر ۱۴۰۳ Humans are always changing منصور ارضی در مناجات دیشب مسجد ارک...
- خانه از پای بست ویران است روز ۲۱ بهمن ۱۴۰۲ مهرداد بذرپاش، وزیر راه و شهرسازی برای مراسم کلنگ زنی پروژهای به نام "نهضت ملی مسکن" در یکی...
- COUPLING IN FLANGED AND DISHED اواخر اسفند ۱۴۰۲ درگیری یک خانم جوان ( باصطلاح خودشون روانی ) با یه آخوند محترم و لفاظی و بی ادبی زن جوان به ساحت مقدس...
- انرژی جنبشی انرژی جنبشی یک جسم در حال حرکت با جرم آن جسم و مجذور سرعتش متناسب است. انرژی جنبشی برابر است با حاصل ضرب نصف جرم در...
- تعادل در اهرم اگر دو جسمی که در دو طرف اهرم قرار می گیرند، یکسان باشند، باید فاصله ی آن ها از تکیه گاه برابر باشد تا اهرم در حالت...
- محاسبه اندازه جهت قرار گیری نازل روی مخرن و تلورانس TO BE OR NOT TO BE TO HAVE OR NOT TO HAVE Good for you رائفی پور به حضرت قالیباف: چرا پسرتان (اسحاق) به دنبال اقامت...
- آزمون ها ی جوشکاری ذوبی یا DFW در ASME سکشن ۹ جوشکاری ذوبی ( fusion welding ) یا جوشکاری حالت مایع ( Liquid-state welding ) یکی از روشهای جوشکاری است که بر طبق...
- انقضا و تجدید صلاحیت جوشکار در سکشن ناین ( ۹ ) ۱۵ بهمن ۱۴۰۲ مدیر عامل سازمان تأمین اجتماعی اعلام کرد: ۵۳ درصد بازنشستگیها پیش از موعد است و بار مالی سنگینی به...
- QW-151.1 آزمون کششی برای Plate و معیار پذیرش مقدار استحکام ASME SEC IX 2021 الف - برای ضخامت ۲۵ میلیمتر و کمتر ، تمام ضخامت نمونه ( Specimen ) می بایست برای هر آزمون کششی (...
بایگانی
- اردیبهشت 1403 20
- فروردین 1403 2
- اسفند 1402 3
- بهمن 1402 11
- دی 1402 24
- آذر 1402 55
- آبان 1402 17
- مهر 1402 1
- شهریور 1402 3
- مرداد 1402 1
- خرداد 1402 3
- اردیبهشت 1402 3
- فروردین 1402 4
- اسفند 1401 10
- بهمن 1401 15
- آذر 1401 8
- آبان 1401 25
- مهر 1401 7
- شهریور 1401 13
- مرداد 1401 6
- تیر 1401 2
- خرداد 1401 13
- اردیبهشت 1401 1
- دی 1400 2
- آذر 1400 15
- آبان 1400 44
- شهریور 1400 6
- مرداد 1400 27
- تیر 1400 38
- خرداد 1400 16
- اردیبهشت 1400 4
- فروردین 1400 10
- اسفند 1399 8
- بهمن 1399 6
- دی 1399 3
- آذر 1399 2
- شهریور 1399 9
- فروردین 1399 10
- بهمن 1398 12
- آذر 1398 8
- آبان 1398 5
جستجو
آمار : 98839 بازدید
Powered by Blogsky
پخ های جوشکاری و ریشه جوش در استاندارد B16.9
Table 8-1 Welding Bevels and Root Face
در دو تصویر از شکل زیر اولی پخ ساده یا تک جزیی ( V Groove ) و دومی پخ چند جزئی ( Double V Groove و ضخامت بالای ۲۲mm ) است .
ریشه جوش بین ۰.۵ تا ۲.۵ میل و تا ضخامت ۱۹ میل زاویه ۳۷.۵ درجه با تلورانس منفی و مثبت ۲.۵ و مابقی ضخامت بصورت شیب ۱۰ درجه با تلورانس منفی و مثبت ۲.۵ درجه
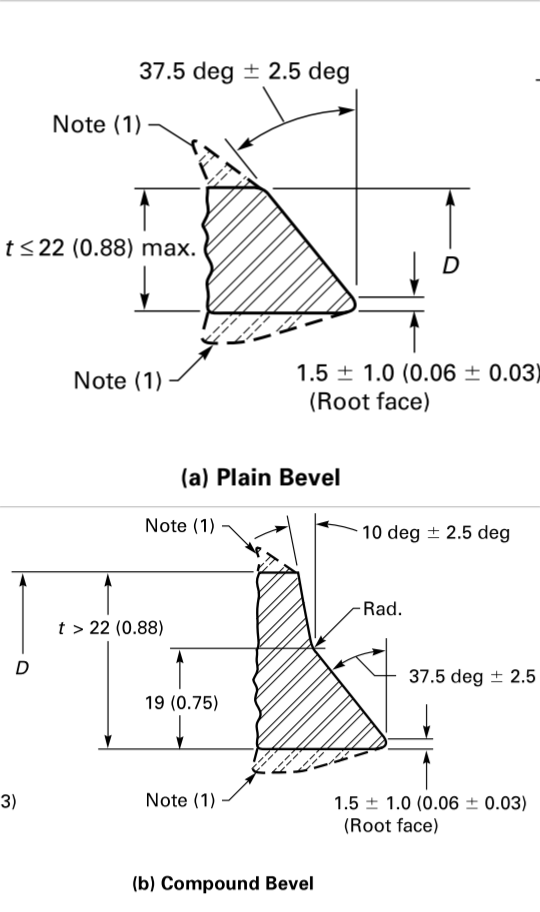
کمتر از x ( تبصره ۲ ) برش گونیا یا کمی پخ به انتخاب کارخانه
x تا ۲۲ میلیمتر ، شامل تبصره ۲ پخ صاف طبق تصویر a
بیشتر از ۲۲ میلیمتر پخ دو جزئی طبق تصویر b
تبصره ها :
۱-بخش ۸ و شکل ۸-۱ برای خطوط تراز دیده شود
۲-x برابر ۵ میلیمتر برای carbon steel یا فولاد آلیاژی فریتی و ۳ میلیمتر برای فولاد آستنیتی یا آلیاژهای غیرآهنی
برای نمایش آواتار خود در این وبلاگ در سایت Gravatar.com ثبت نام کنید. (راهنما)





















































ایمیل شما بعد از ثبت نمایش داده نخواهد شد