کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
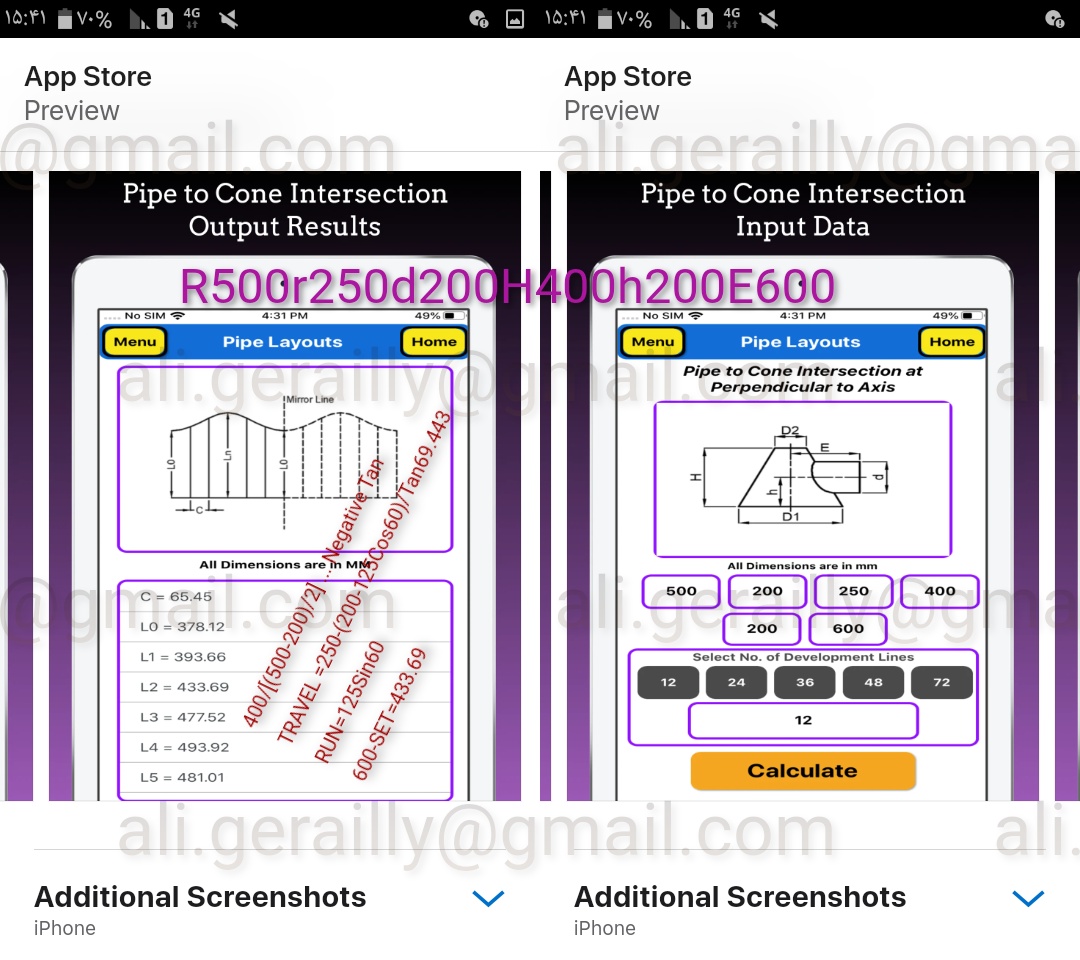
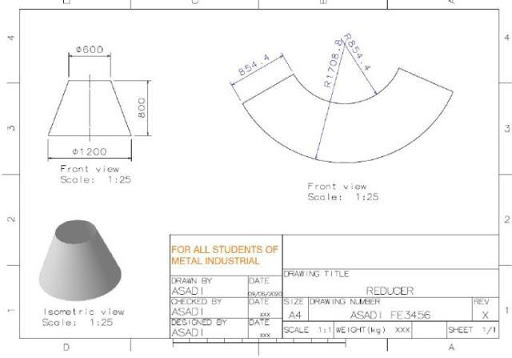
فصل مشترک استوانه و مخروط ناقص

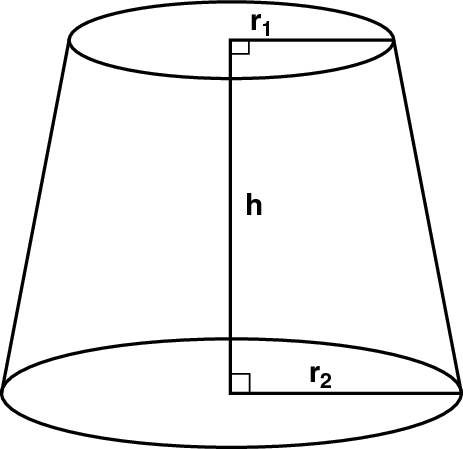
محاسبه ارتفاع شیب یا slant height :
جذر [ (شعاع بزرگ منهای شعاع کوچک) به توان دو +( ارتفاع) به توان دو ]
محاسبه شعاع کوچک یا Short Radius :
محاسبه شعاع بزرگ یا Long Radius :
فرابگیرید و بیاموزید
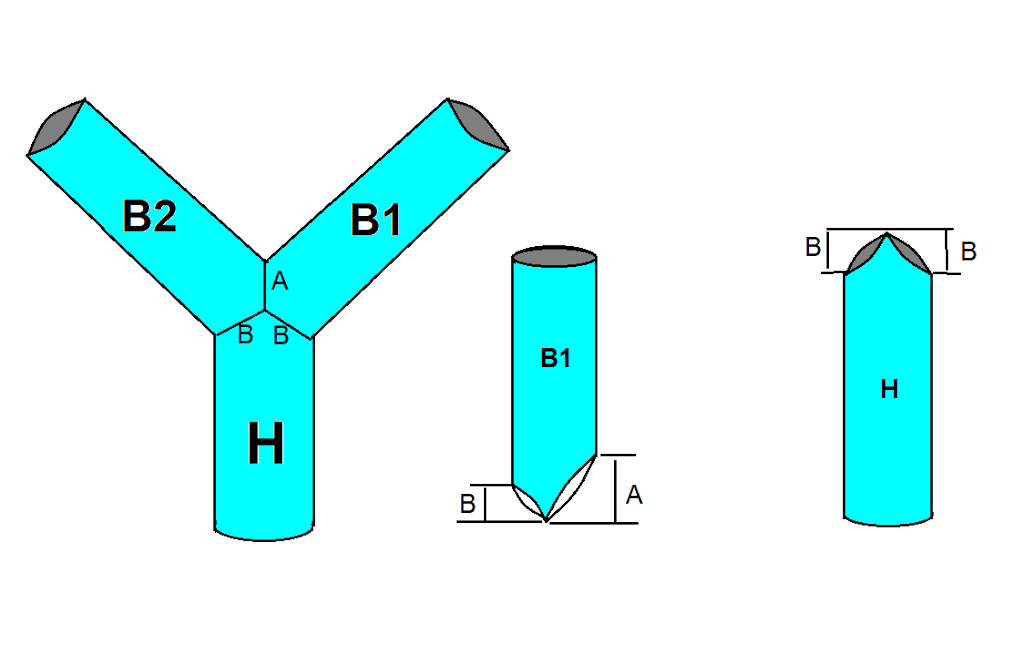
محاسبه اعداد Cut Back در شلوارک 90 درجه ( 3 Y یا Wye
H : HEADER
B : BRANCH
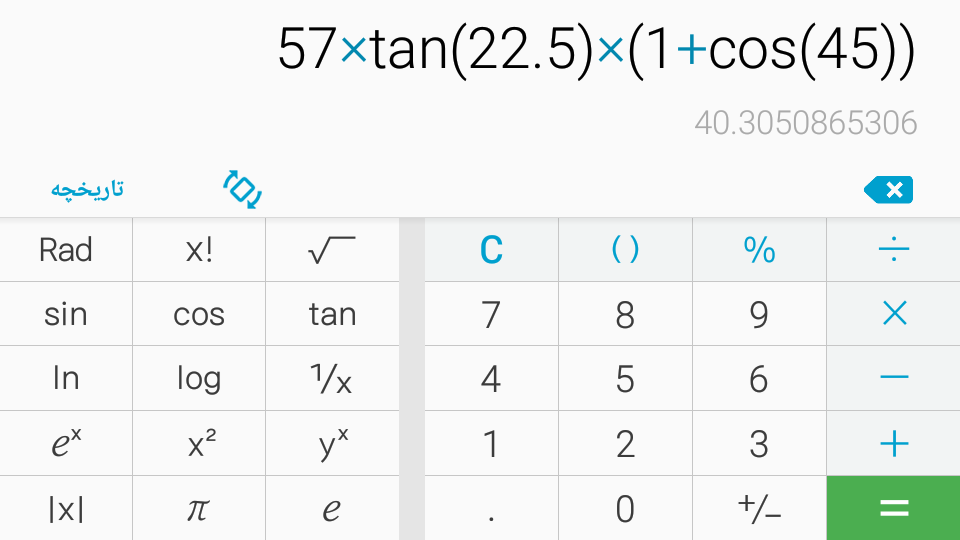
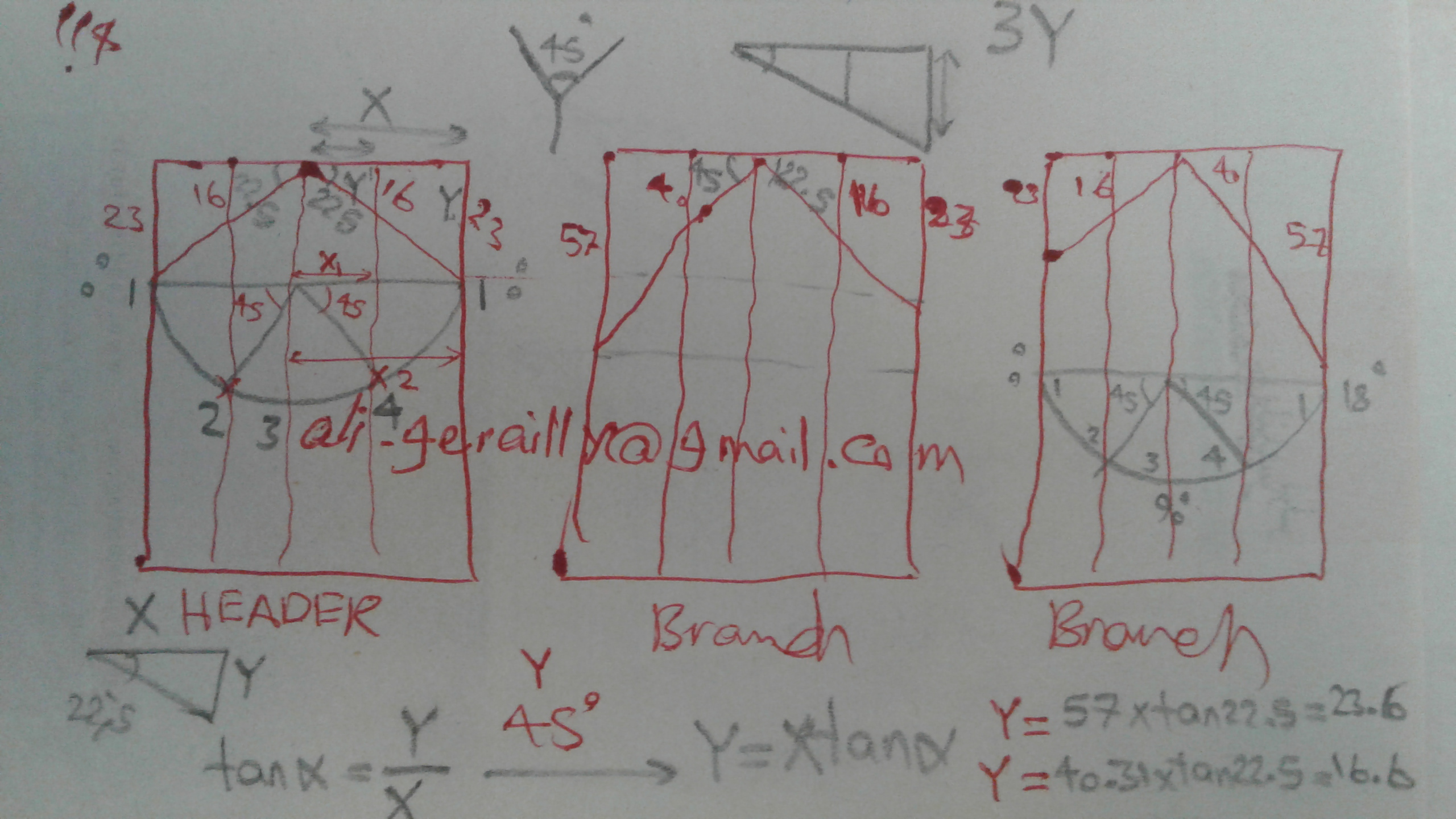
روش کلی در تصویر زیر با دانستن مثلثات
57×cos(0)×tan(22.5)=23.6
57×cos(45)×tan(22.5)=16.6
در شلوارک ۹۰ درجه یک قطعه بعنوان هدر و H نامگذاری شده دو طرف آن ۲۲.۵ درجه است و دو قطعه دیگر با نام های B1 و B2 یک سمت از آنها ۲۲.۵ و سمت دیگر ۴۵ درجه است.
دامی ساپورت ۱۴ اینچ استاندارد سنتر به سنتر البوی ۲۴
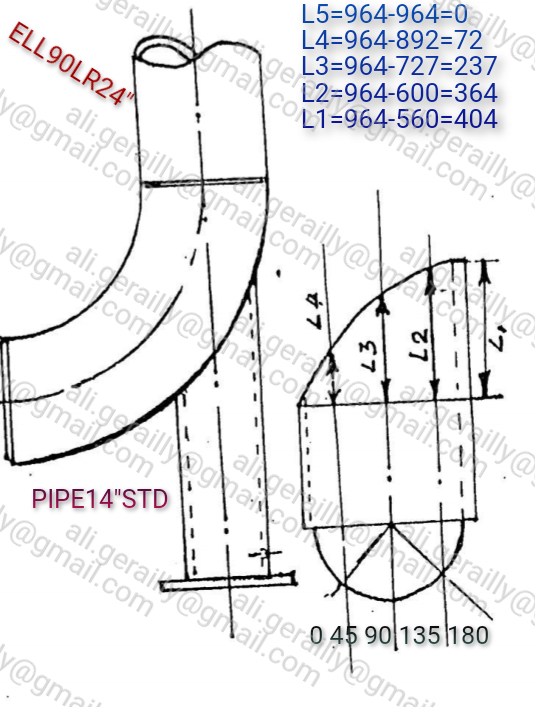
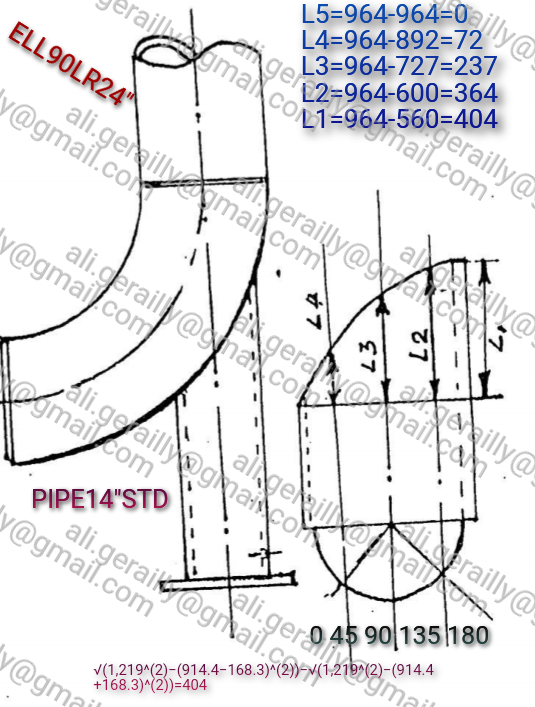
محاسبه طول دامی ۴ اینچ در زیر البوی ۹۰ درجه ۶ اینچ همانطور که در تصویر مشاهده می کنید ۸ سنتر است و دامی از سنتر البو به سمت شعاع خارجی البو آفست دارد با اختلاف ۲۷ میل. این نوع دامی سنتر به سنتر نیست اشتباه نگیرید.
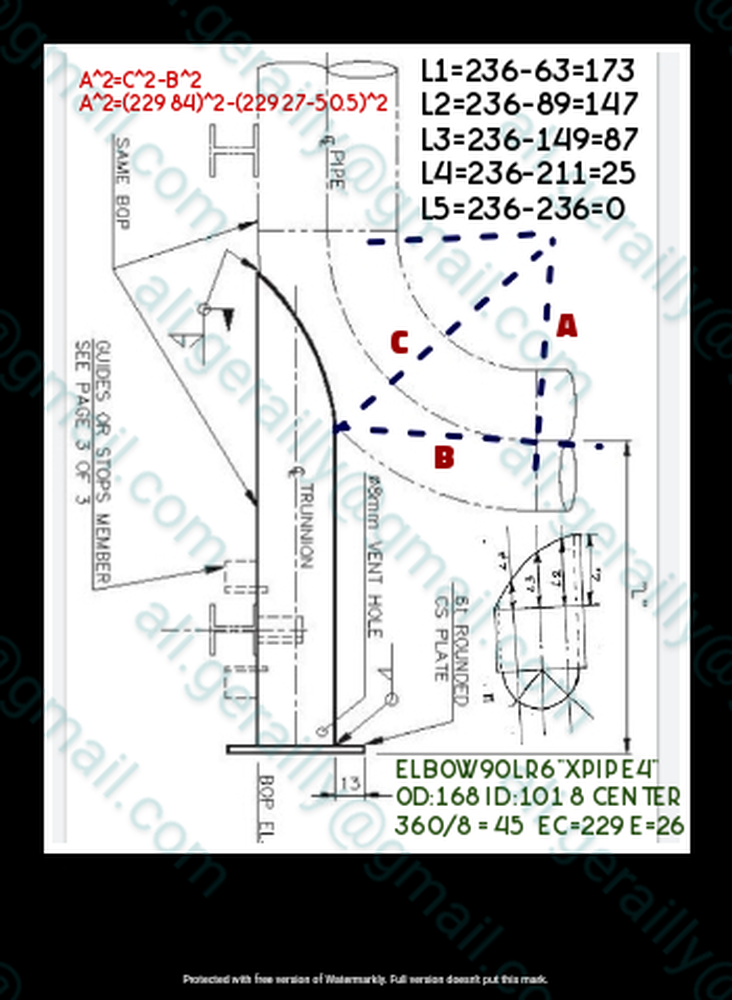
درتصویر بالا