کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
گسترش ردیوسر هم مرکز
بازم سلام خدمت دوستان فیتر عزیز
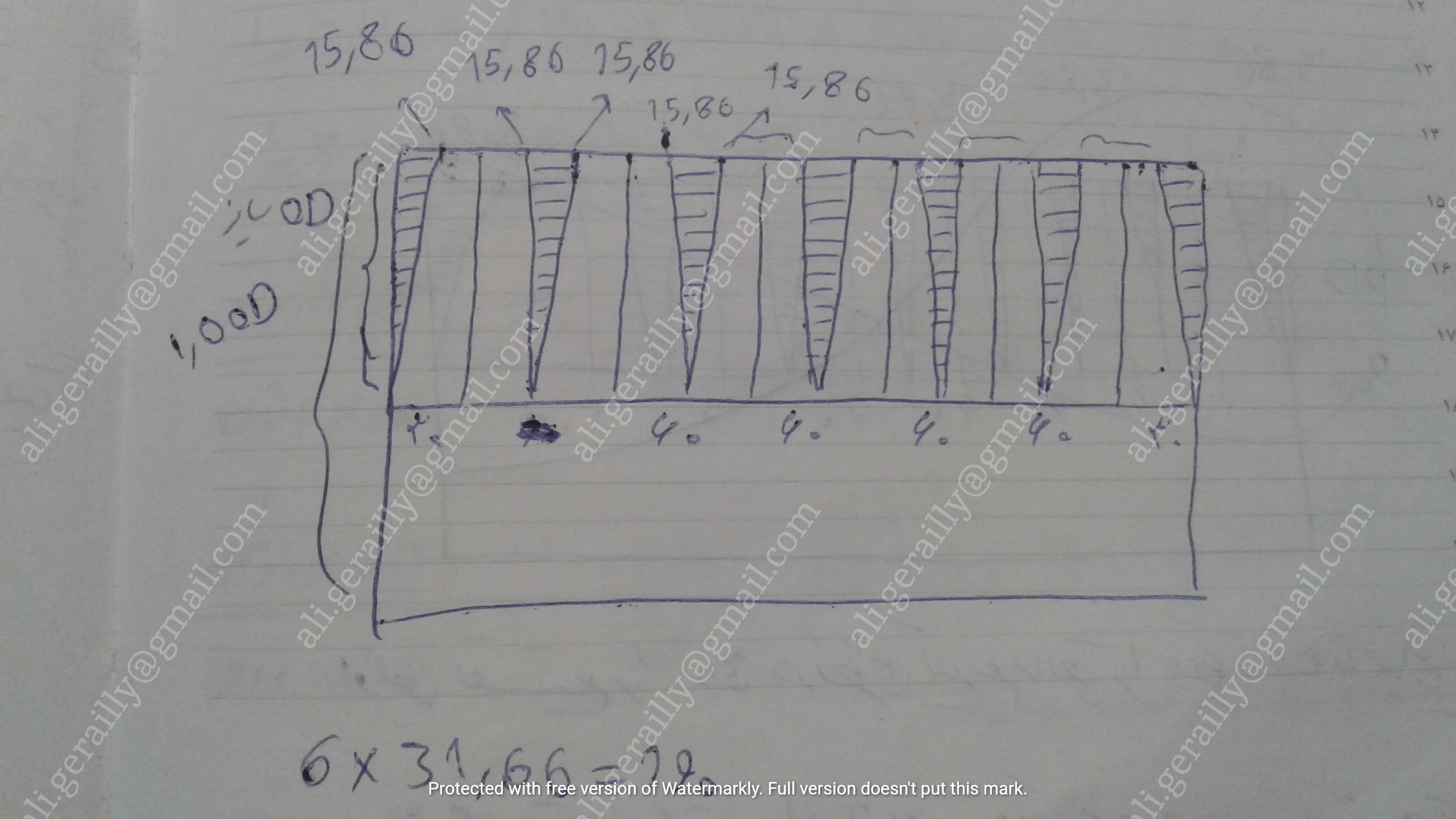
گسترش ردیوسر هم مرکز ۴×۲ :
4" 114.3×3.14~360
2" 60.2×3.14~190
تعداد بازو ۶
360/6=60
190/60=31.66
31.66/2=15.83
۱.رسم دو خط عمودی به طول یک و نیم برابر OD سایز بزرگتر به فاصله ی محیط سایز بزرگتر از هم که طبق بالا ۳۶۰ بود.
۲.کشیدن دو خط افقی موازی ، به فاصله یک OD از بالاترین نقطه
۳.شش قسمت کردن خط افقی پائین که محیط سایز بزرگتر است ( فاصله ی نقاط از همدیگر ۶۰ میل
۴.نقاط را به سمت بالا کشیده تا خط افقی بالا و به انداز۱۵.۸۳ از سمت چپ و راست آن اندازه زده و بصورت مایل به نقاط پایین وصل میکنیم
MITER ELBOW
《《 یاد بگیریم و بیاموزیم 》》
tan(11.25)×(1,219.2−406.4)
عدد۱۲۱۹ سنتر زانویی و عد ۴۰۶ نصف قطر لوله
البو ۹۰ درجه شعاع بلند و پنج تکه و چهار سرجوش

tan(15)×(609.6−304.8)
tan(15)×(609.6−304.8COS5.14)
180÷35=5.14
90/3×2=15
البو ۹۰ درجه شعاع کوتا و چهار تکه یا سه سرجوش
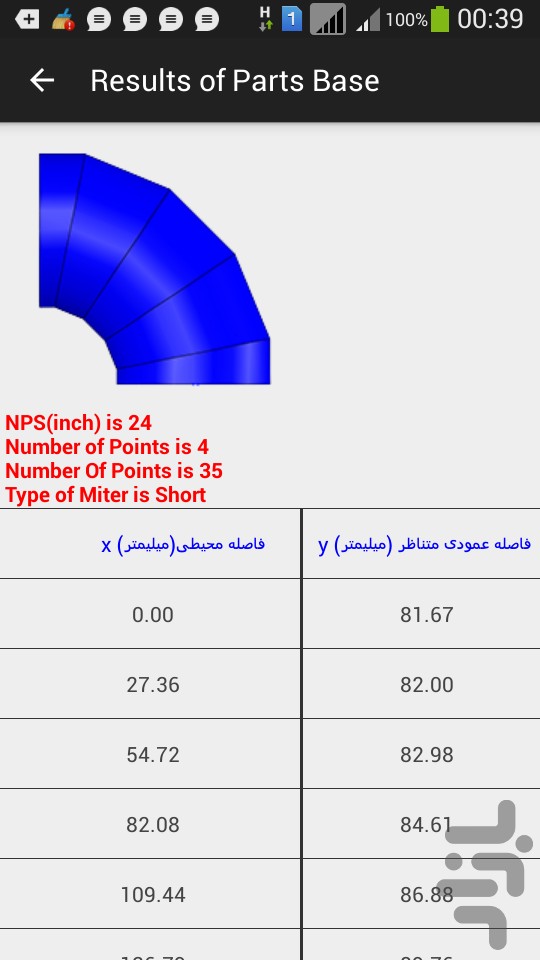
tan(15)×(609.6−304.8×cos(180÷35×3)
tan(15)×(609.6−304.8×cos(180÷35×4)
tan(15)×(609.6−304.8×cos(180÷35×5)
tan(15)×(609.6−304.8×cos(180÷35×6)

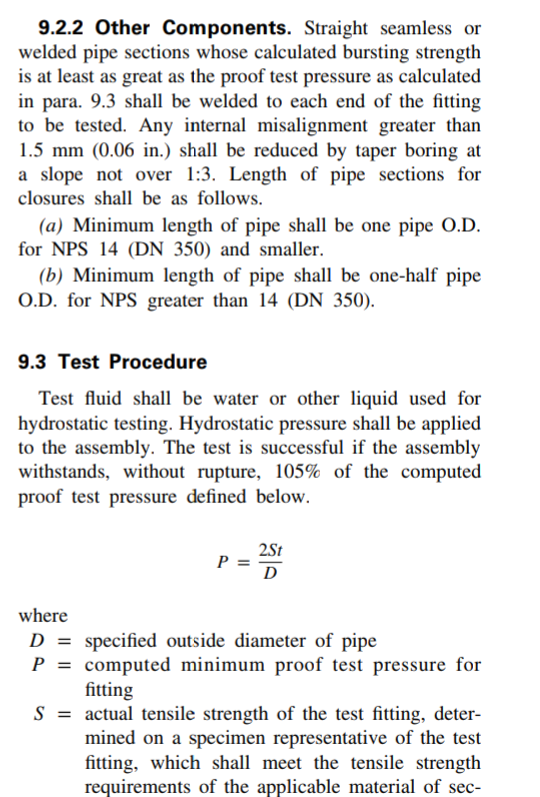
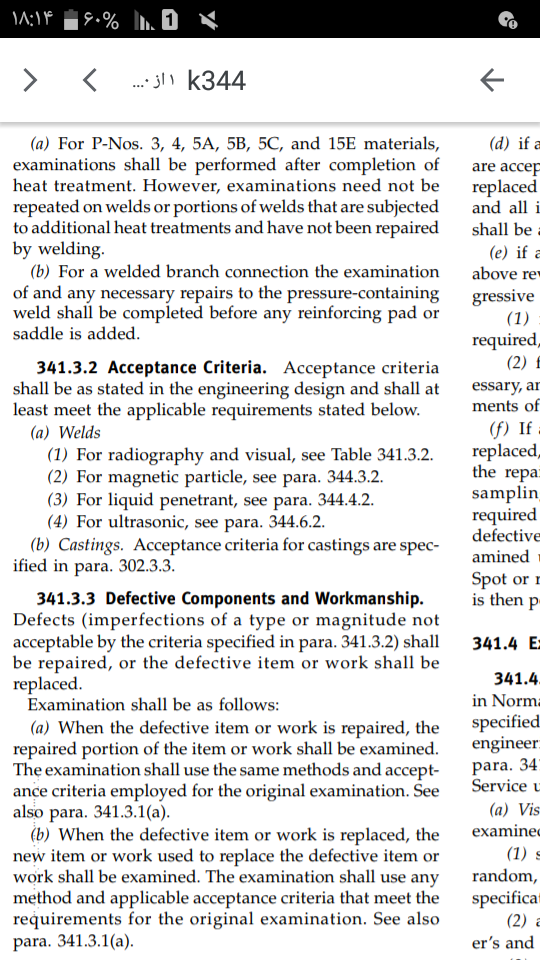
آزمایش قطعه معیوب در استاندارد ASME B31.3
طبق این پاراگراف عیب باید تعمیر یا قطعه معیوب تعویض شود و آزمایش بایستی روی آن قطعه انجام شود حتی اگر جایگزین شود
می بایست مورد آزمون قرار گیرد .... منظور وقتی قطعه ای در رادیوگرافی ریجکت میشود و نهایتا شما بدون تعمیر کات و تعویض میکنید باید قطعه نو و جایگزین شده نیز رادیوگرافی شود و نمی توانید عنوان کنید این قطعه جدیدی است !!!
مقدار کلراید هیدروتست طبق API 510 مخازن تحت فشار در حین سرویس
5.8.5.2 Hydrostatic pressure tests of equipment having components of Type 300 series stainless steel should be
conducted with potable water or steam condensate having a chloride concentration of less than 50 ppm. After the
test, the vessel should be completely drained and dried. The inspector should verify the specified water quality is
used and that the vessel has been drained and dried (all high-point vents should be open during draining). If potable
water is not available or if immediate draining and drying is not possible, water having a very low chloride level (e.g.
steam condensate), higher pH (>10), and inhibitor addition should be considered to reduce the risk of pitting, chloride
stress corrosion cracking, and microbiologically induced corrosion. For sensitized austenitic stainless steel piping
subject to polythionic stress corrosion cracking, consideration should be given to using an alkaline-water solution for
pressure testing (see NACE RP0170).
رادیوگرافی سرهای ساکت Tie-in
در Asme B31.3 فقط به گپ چک و رعایت گپ ۱.۶ میل قبل از جوش اشاره شده ( Before Welding ) که معمولا فقط یک برگ فیلم برای رعایت گپ چک شوت میشود ولی برای Tie-in و بررسی سلامت جوش که در تست قرار نمیگیرد باید حداقل دوشوت برای بررسی سلامت جوش زده شود.برای پنالتی سر CutOut شده حتما برای خطوط پرفشار استیم از رادیوگرافی استفاده شود ولی برای غیر از این خطوط میتوان از PT استفاده کرد. درضمن تعداد برگ های فیلم ریجکتی در سرهای ساکتی جزء Performance جوشکار محاسبه نمیشود چون با توجه به خط اول مشکل فیتر است نه جوشکار.
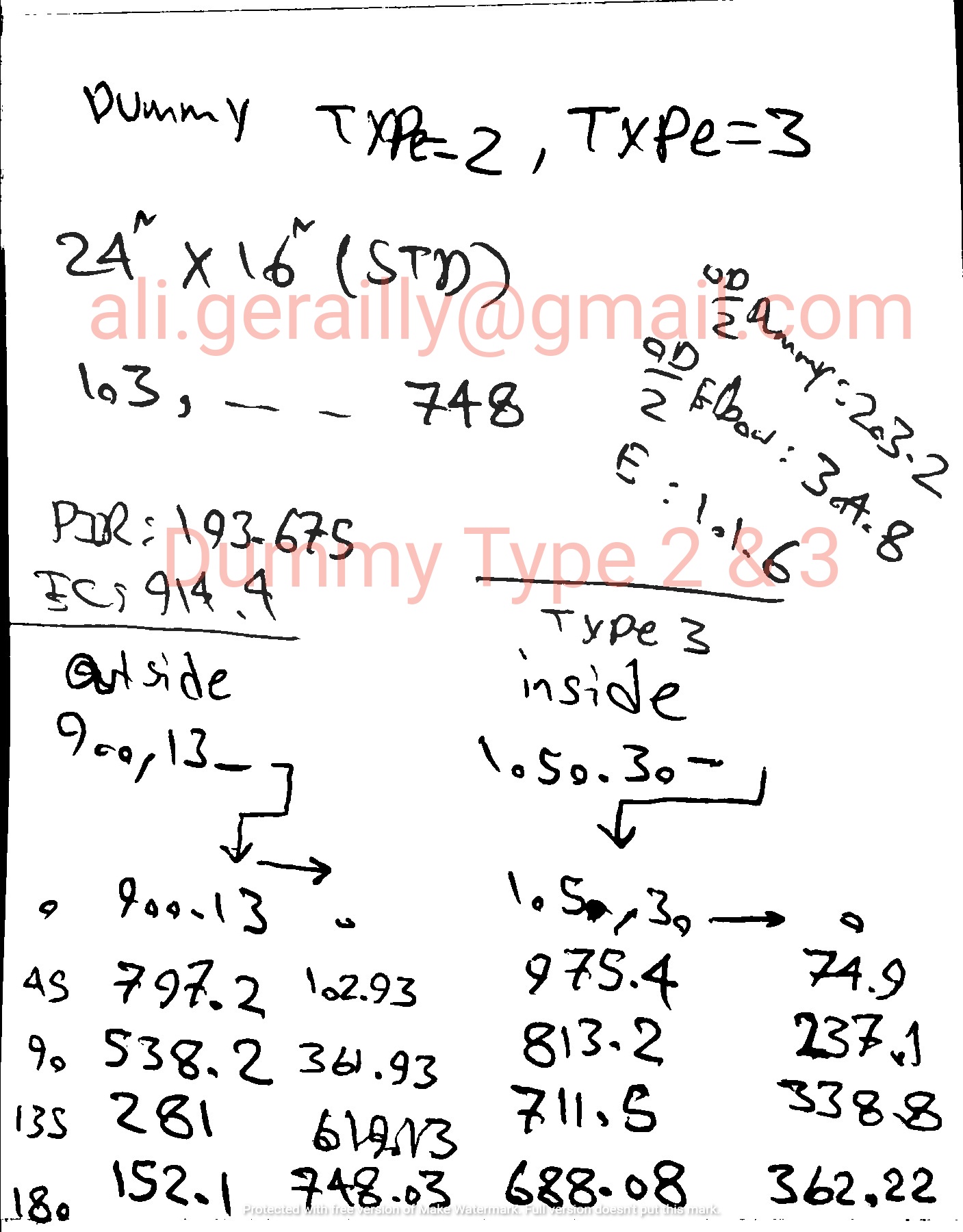
Dummy Support Type 2 & 3
Type 2 : Eccentric Outside
Type 3 : Eccentric Inside
Type 2:Sqrt((Elbow Center + Elbow Radius )^2 - (Elbow Center + Offset ODs - PIR)^2)
Type 3:Sqrt((Elbow Center + Elbow Radius )^2 - (Ebow Center - Offset ODs - PIR)^2)


Reinforcing Pad 90 Degree

فواصل بین خطوط Horizontal نسبت به مبدا که صفر است C1 تا C4 و فواصل بین خطوط Vertical با حرف L و اندیس 1 تا 4 مشخص شده
نکته : در تصویر بالا برای برنچ از SCH 40 استفاده شده
L1=(1/2OD Branch + 5)*Sin(22.5)
محاسبه SD یا Saddle Depth :
جذر حاصل تفریق نصف OD Header به توان دو و نصف OD Branch بدون ضخامت یا بعبارتی نصف ID Branch در Sin22.5 به توان دو را بدست آورده و از نصف OD Header کم می کنیم
محاسبه C1 :
(1/2 OD Branch + 10) x Sin(22.5) / ( 1/2 OD Header - SD )
تانژانت منفی عدد بدست آمده بالا را محاسبه کرده و در نصف OD Header و Cos89 ضرب می کنیم .

( Reinforcing Pad ( Lateral Tee

L1=OD×SQRT(2)
L2=OD×2.8 ( SQRT(2)=1.4 2×1.4=2.8 )
W=(L2-L1)/2
C1=OD×ArcSin(d/D)×(Pi/180)
C2=C1+W×2
اعداد برای Reinforcing Pad سایز لوله و برنچ ۴ اینج
L1=114.3×1.414+10~172
1.414×2=2.82~2.8
L2=114.3×2.8~320
W=(320-172)/2=74
C1=114.3×ArcSin(57.15/57.15)×(3.14/180)~190
ArcSin(1)=90
C2=190+148=338

Branch 90 Degree Hole Dimension


ID/2=101.37
OD/2=161.9
Vertical Distance
VD=101.37×SIN0=0
VD=101.37×SIN22.5=38.79
VD=101.37×SIN45=71.68
VD=101.37×SIN67.5=93.65
VD=101.37×SIN90=101.37
Saddle Depth

عمق در زوایای مختلف
SD0=0
SD22.5=4.716
SD45=16.732
SD67.5=29.837
SD90=35.663
Horizontal Distance
Negative tan (Id/2xsina/0.5OD-sd) x 0.5OD x Cos89 Or Sin1
22.5 0.247 ---> 13.874x161.9x0.01745=39.2
45 0.494 ---> 26.289x161.9x0.01745=74.3
67.5 0.709 ---> 35.337x161.9x0.01745=99.8
90 0.803 ---> 38.764x161.9x0.01745=109.5
عدد پی :
180×sin(1)=3.141433152
VD اندازه هایی است که روی سنتر بالا به سمت جلو کشیده میشود و HD اندازه هایی که از روی سنتر به سمت طرفین کشیده میشود.


مساحت سطح فیتینگ
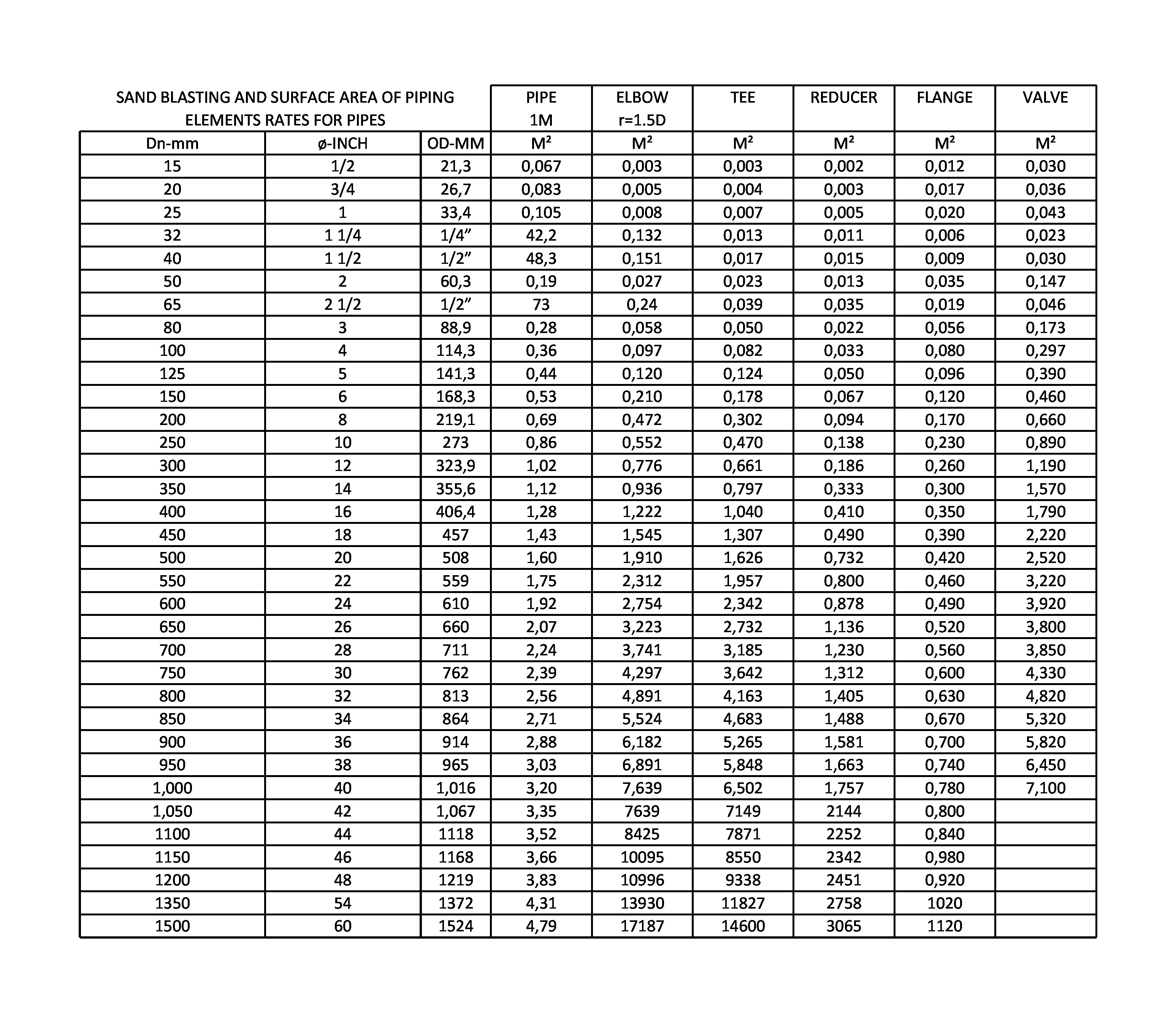
برای بدست آوردن مساحت سطح لوله محیط لوله ( به متر ) را در متراژ آن ( به متر ) ضرب میکنیم
( 4.5 × 25.4 × 3.14 ) / 1000 ~ 0.36 Square Meter