کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
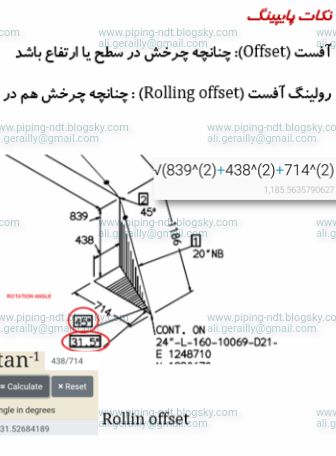

ELBOW DEGREE
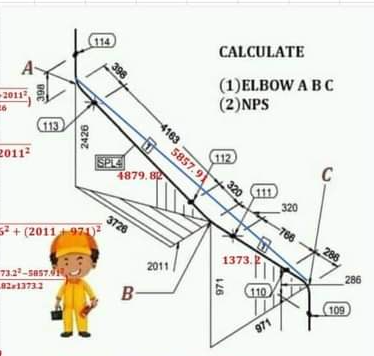
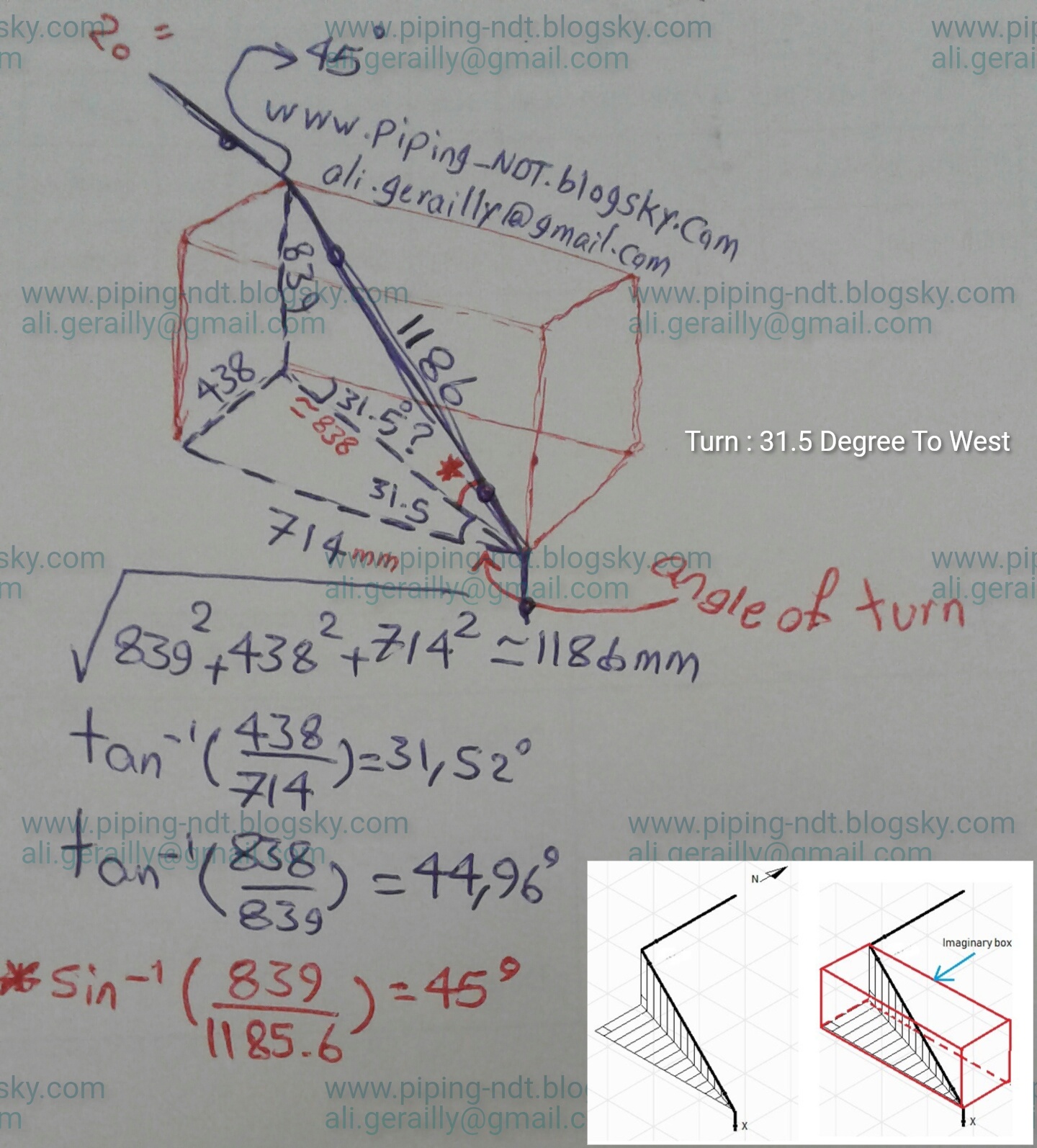
(√(2,011^(2)+3,726^(2)))÷2,426=1.745
Negative Tan =60.18 ( ELBOW A )
NPS=18"
اندازه AB
√(2,426^(2)+3,726^(2)+2,011^(2)=4879.82
اندازه AC
مثل بالا اندازه ها را زیر رادیکال میبریم در تصویر دوتا ارتفاع داریم یه اندازه جنوبی و دو تا اندازه شرقی ( 2011 و 971 که با هم جمع و به توان دو می رسند)
زاویه زانویی B حدود 50 درجه میشه منظور 130-180
زاویه زانویی C چون اضلاع حاشور خورده هم اندازه هستند بنابراین 45 درجه میشود.

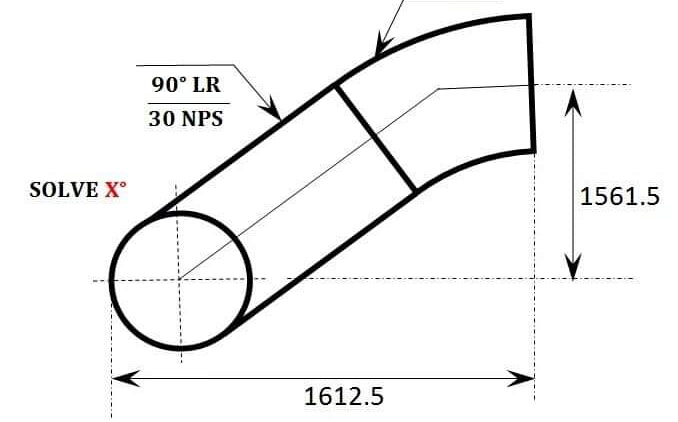
RUN : 1,612.5−(30×5.4)÷2=1231.5mm
SET : 1561.5
Negative tan : 38.26

انشعابات بخار طبق IPSE240
نحوه انشعاب گیری باید از بالا باشد و برای فشار بالای 44 بار حداقل قطر اسمی استفاده شده ۱ اینچ باشد.
LP: حدود ۷ بار
MP : فشار متوسط بین ۷ تا ۲۴ بار
HP : فشار بالا ، 24 بار

اتصالات هواگیری و تخلیه در آزمایش فشار، طبق IPSE240
سایز Drain
برای خطوط تا ۶ اینچ ۳/۴ اینچ ، بین ۸ تا ۱۴ ، ۱ اینچ و بالاتر 1.5 اینچ
سایز Vent
برای کلیه سایزها ۳/۴ اینچ
در لوله کشی حاوی سیالات خطرناک نیز اتصالات بکار برده شده را قید کرده که برای لوله کشی ۲ اینچ و بالاتر از شیر و فلنج کور استفاده شود.

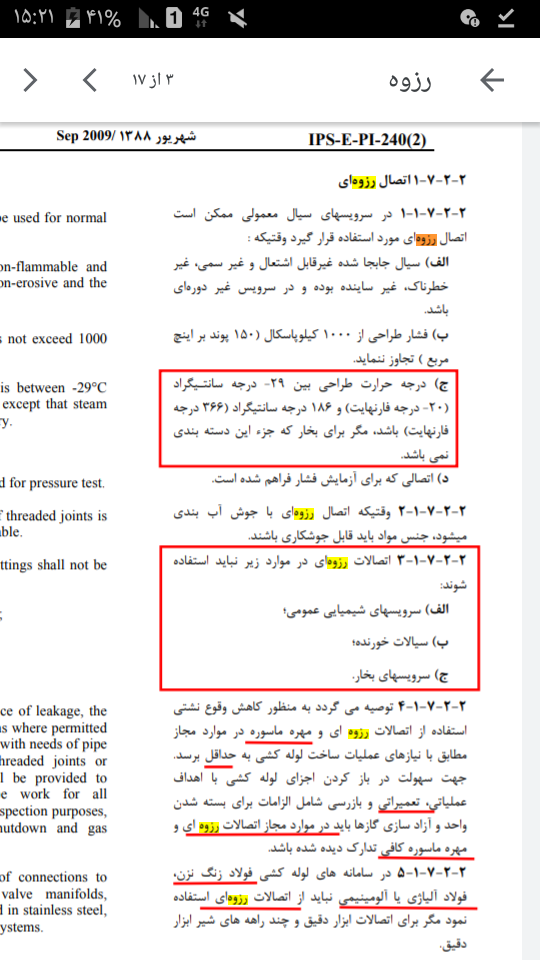
اتصال رزوه ای استاندارد IPS مهندسی 240
طبق تصویر زیر رنج دمایی از -29 تا 186 درجه و طبق Category D استاندارد Asme b31.3 و در سیالات خورنده استفاده نخواهد شد مگر برای اتصالات ابزار دقیق ... یا اتصالاتی که برای آزمایش فشار خط بکار برده میشود ( زمان تست ) ... Design Pressure از 150 PSI یا 10 بار تجاوز ننماید.
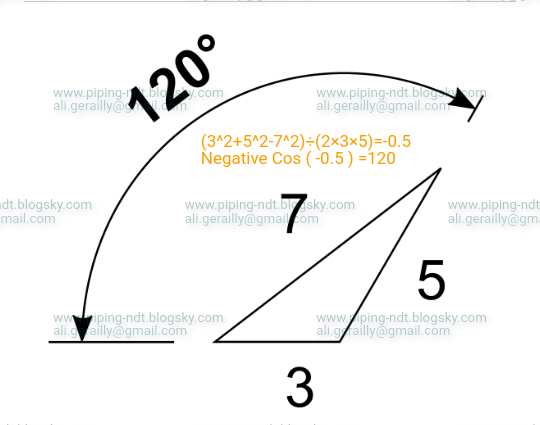
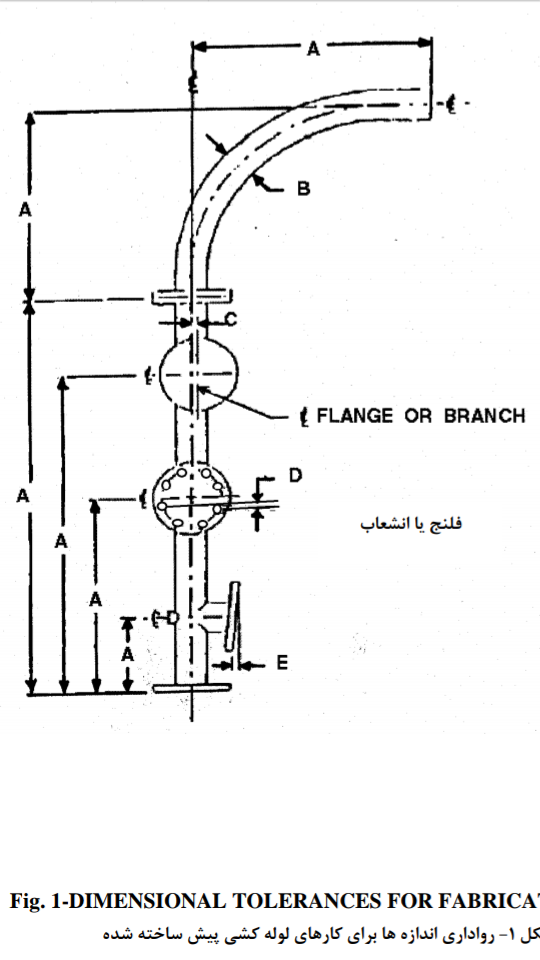
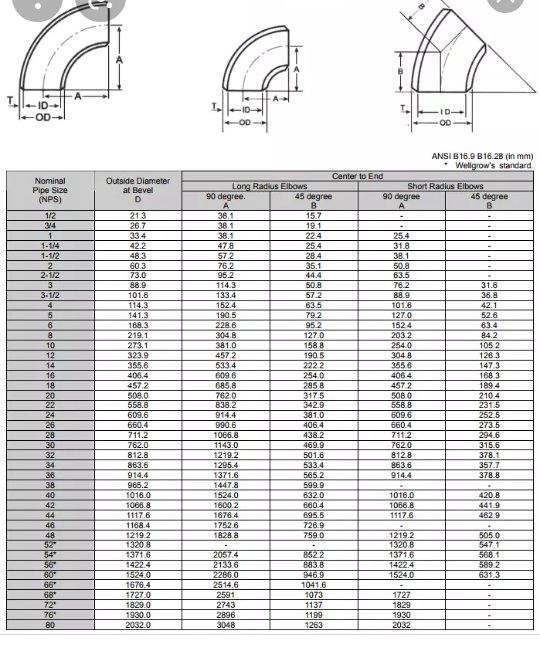
ابعاد در مایتر زانویی
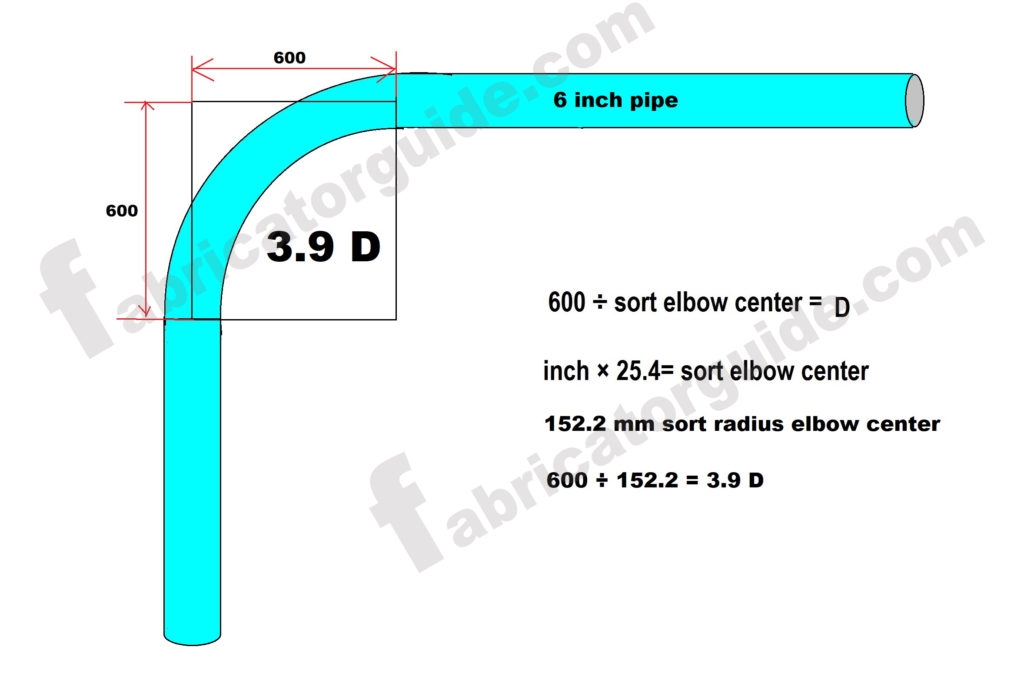
R در جدول زیر همان سنتر البو ۹۰ درجه لانگ است 1.5D و ابعاد A تا D هم برای این نوع زانویی محاسبه شده اشتباها برای شعاع کوتاه یا زانوی ۴۵ درجه استفاده نشود چون آنها سنتر خود را دارند یعنی تانژانت نصف زاویه در فرضا 1.5 یا میتواند 2 باشد ( 2D ) در قطر لوله.
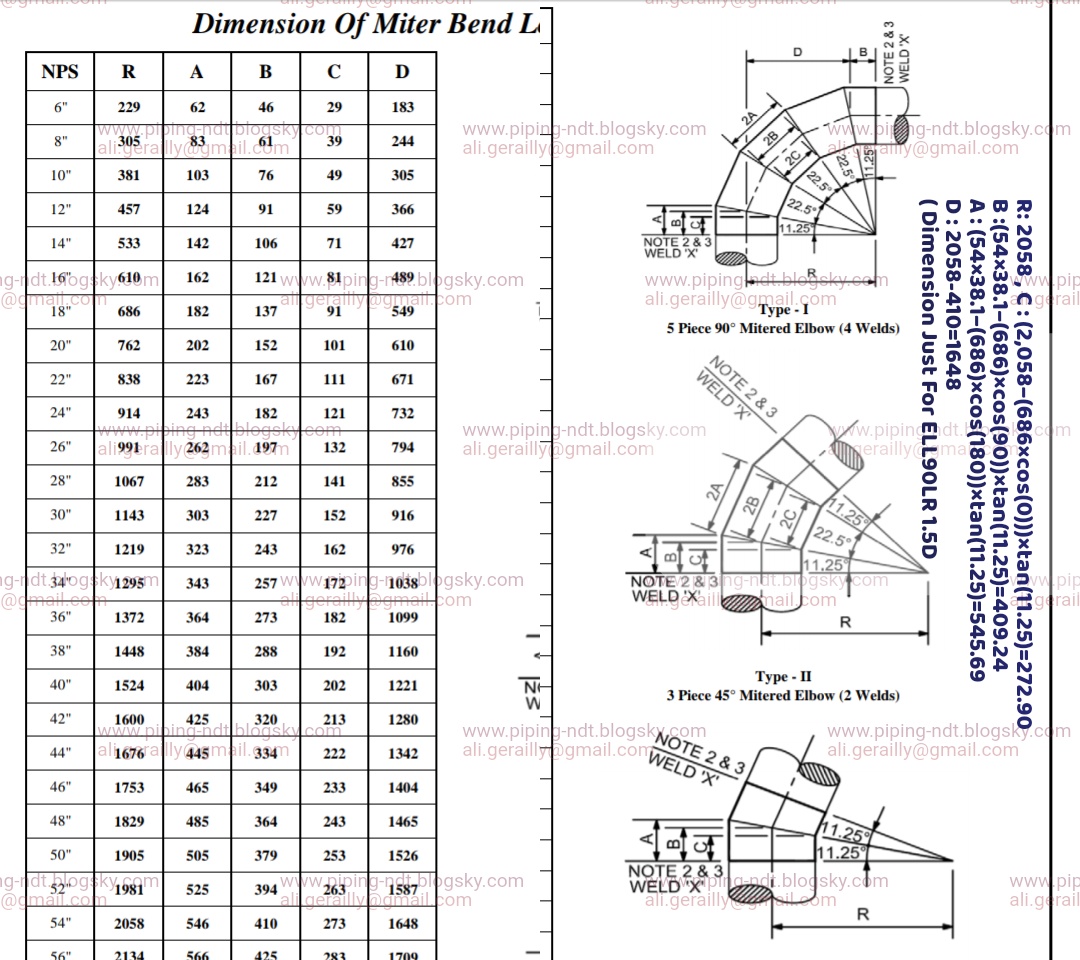
45LR: tan(45÷2)×1.5×54×25.4=852.2
تنش زدایی
عملیات تنش زدایی
دمای کوره نباید بالای ۴۲۵ درجه باشد در زمانیکه Vessel یا قسمتی از آن داخلش قرار گیرد.
بالای ۴۲۵ درجه نرخ گرمایش نباید بیشتر از ۲۲۲ درجه بر ساعت تقسیم بر ماکزیمم ضخامت ورق Shell یا Head باشدو در هیچ موردی بالای این ۲۲۲ درجه بر ساعت که گفته شد اختلاف دمایی از ۱۴۰ درجه تجاوز ننماید.
بالای ۴۲۵ درجه cooling می بایست در نرخ ۲۸۰ درجه سانتیگراد تقسیم بر ماکزیمم ضخامت Shell یا Head انجام شود
در خلال دوره Holding Time اختلاف بین بالاترین و پائین ترین دما می یایست 83 درجه باشد
(UCS-56(f تعمیرات جوش برای متریال های PNO1 و 3 و اتصالی از آنها می تواند بعد از تنش زدایی فاینال اما قبل از هایدروتست فاینال انجام شود بدون تنش زدایی اضافی به شرط اینکه تنش زدایی بعنوان الزام در سرویس مربوطه نباشد
بعد از برداشتن عیب تست MT یا PT می بایست انجام شود
فلز جوش باید توسط فرآیند SMAW و الکترود کم هیدروژن رسوب داده شود ( DEPOSITED ) . ماکزیمم عرض BEAD بایستی چهار برابر قطر هسته الکترود باشد.
برای متریال PNO1 منطقه تعمیری باید پیش گرم شود و در دمای حداقل ۹۵ درجه در حین جوشکاری نگهداری شود.
برای متریال PNO3 منطقه تعمیری باید پیش گرم و در دمای حداقل ۱۷۵ درجه نگاه داشته شود.ماکزیمم دمای بین پاسی می بایست ۲۳۰ درجه باشد.لایه اصلی فلز جوش باید رسوب داده شود بالای کل منطقه با استفاده از ماکزیمم قطر الکترود ۳ میلیمتر
تقریبا نصف ضخامت این لایه بایستی قبل از رسوب گذاری بعدی برداشته شود.لایه جوش بعدی بایستی با حداکثر قطر الکترود ۴ میل رسوب گذاری گردد بصورتیکه از حرارت دهی مهره های جوش قبلی و منطقه متاثر از جوش اطمینان حاصل شود. روش جوش Temper Bead نهایی باید به سطح بالایی سطحی که تعمیر میشود اعمال گردد بدون تماس فلز پایه اما به اندازه کافی نزدیک به لبه ی مهره جوش زیرین ( Underlying ) برای اطمینان از Tempering منطقه تحت تاثیر متریال پایه . بعد از اتمام جوشکاری منطقه تعمیر می بایست در دمای بین ۲۰۵ تا ۲۶۰ درجه بمدت حداقل ۴ ساعت نگهداشته شود .لایه تقویتی حرارت داده شده مهره نهایی بایستی برداشته شود تا با فلز پایه هم سطح شود.
Minimim Soak Band and Minimum Width
طبق UW-40 ( پروسیجوری برای تنش زدایی )
حداقل باند پوششی منطقه تنش زدایی باید شامل منطقه جوش ، منطقه متاثر از جوش و قسمتی از فلز پایه نزدیک به جوشی که تحت عملیات حرارتی است باشد و حداقل عرض این حجم پهن ترین عرض جوش باضافه یک ضخامت یا ۲ اینچ هرکدام کمتر است در هر طرف یا انتهای جوش باشد.
(UW-40(e تنش زدایی باید قبل از انجام هایدروتست یا نیوماتیک تست و بعد از انجام تعمیرات روی جوش انجام شود غیر از موارد مجاز در (UCS-56(f ، تست مقدماتی برای آشکار شدن Leak قبل از انجام تنش زدایی مجاز است.
تعمیر عیوب جوشکاری
عیوب مانند ترک ها ، سوراخ های سنجاقی و ذوب های ناقص که بصورت چشمی ، هایدروتست یا انجام رادیوگرافی آشکار می شوندبایستی با ابزار مکانیکی یا فرآیند گوجینگ حرارتی برداشته شوند.
رادیوگرافی در مخازنی که با هوا تست می شوند UW-50
a-در جوش هایی که مطابق با UG-100 تست نیوماتیک میشوند کل طول جوش ها ی زیر می بایست قبل از انجام نیوماتیک تست رادیوگرافی شوند بمنظور یافتن Crack
1-تمام جوش های دور Opening ها
2-تمام جوش های متعلقات که ضخامت گلویی جوش آنها بیش از ۶ میل باشند . شامل جوش های متعلقات قسمت های بدون فشار به دارای فشار.
b-چشم پوشی ها زمانیکه فشار از 500psi تجاوز نکند و موارد زیر را رعایت نماید
1- برای متریال های کربن ضخامت واقعی که در UG-66a محدود شده اند به حداکثر ضخامت ۱۳ میل برای متریال های مشخص شد ه در منحی A و ۲۵ میل برای متریال های مشخص شده در منحنی B و C
2- برای استنلس استیل دارای کروم و نیکل 304 304L 316 321 347 ماکزیمم ضخامت اسمی متریال باید ۱۹ میل باشد.
3- برای آلومنیوم و آلیاژی سری ۳۰۰۰ و ۵۰۰۰ ماکزیمم ضخامت متریال ۲۵ میل.
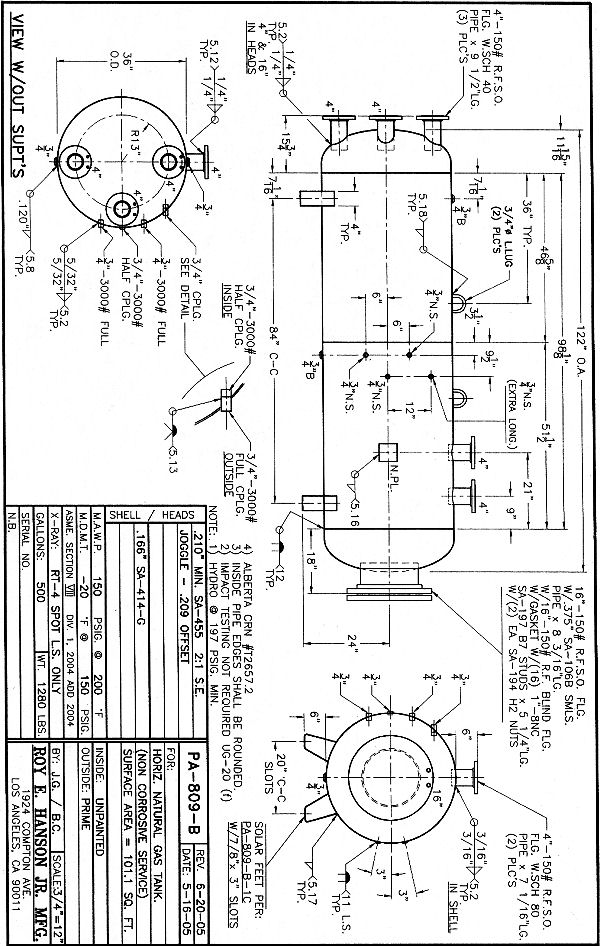
حداقل ضخامت مورد استفاده در لوله و ورق مخازن
ASME Code SEC VIII Div 1, you need to consider this 0.03 inches in your design calculation: e.g. Thickness = Min Thickness + Corrosion Allowance + Mill Undertolrance
طبق فرمول بارلو یا فرمول ضخامت که در استاندارد گفته شده ، بر اساس فشار در نقشه و مقدار استرس ( Streess Value ) که در جداول پارت خواص متریال موجود است ، ضخامت بدست می آید . باید برای بدست آوردن حداقل ضخامت 0.03 اینچ و 12.5 درصد در نظر گرفته شود.
فرضا ضخامت 0.5 اینچ حداقل ضخامت مورد استفاده باید 0.875÷0.5 باشد و سپس عدد حاصله با جدول ضخامت در B36.10 مقایسه می شود و SCH مربوطه را بدست می آوریم ( SCH160 )
0.875=(100-12.5)÷100
12.5%
تراز نازل مخازن
The nozzles and attachments levelness tolerances are not addressed in ASME Code SEC VIII Div 1, but in the pressure vessel handbook, a ½ ˚ deflection is permissible.
آدرسی برای تلورانس لول یا تراز بودن متعلقات و نازل در استاندارد داده نشده ، اما در هندبوک مخازن فشار نیم درجه انحراف مجاز است.
For levelness checking, a level gage is used. If the bubble is in the middle of the designated lines, the nozzle is level.
برای بررسی ترازی ، تراز استفاده میشود. اگر حباب در وسط خطوط مشخص شده باشد نازل تراز است.
But if the bubble intersects the designated limit lines, you need to run a simple calculation and see if your deflection is within the tolerance limit.