








به گزارش خبرآنلاین، به نقل از رویترز، ترامپ بامداد شنبه در ضیافت شامی با قانونگذاران آمریکایی در کاخ سفید گفت: ما بسیاری از اسرا را بازگرداندیم. در فاصله بسیار کوتاهی ۱۰ اسیر دیگر را آزاد میکنیم. امیدوارم به زودی این کار را تمام کنیم.
کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
آمار : 326680 بازدید
Powered by Blogsky
تعیین ایندکس پراب در UT

Finding Index point
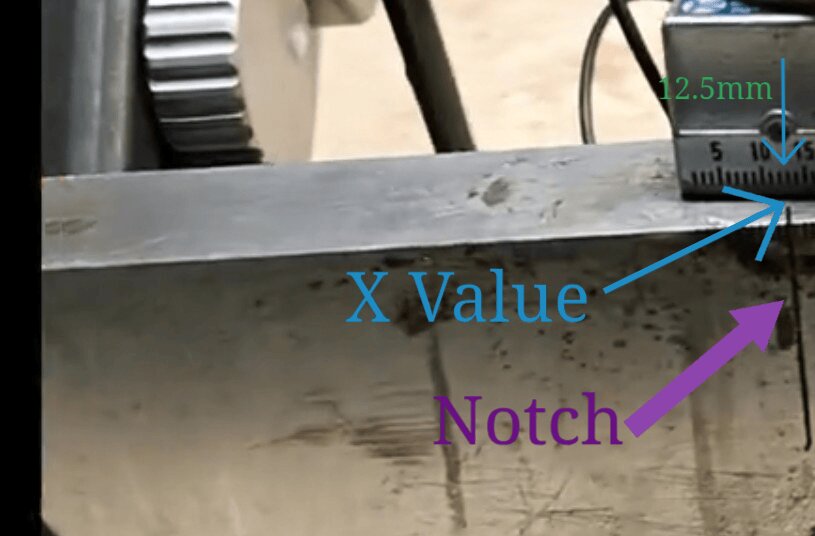
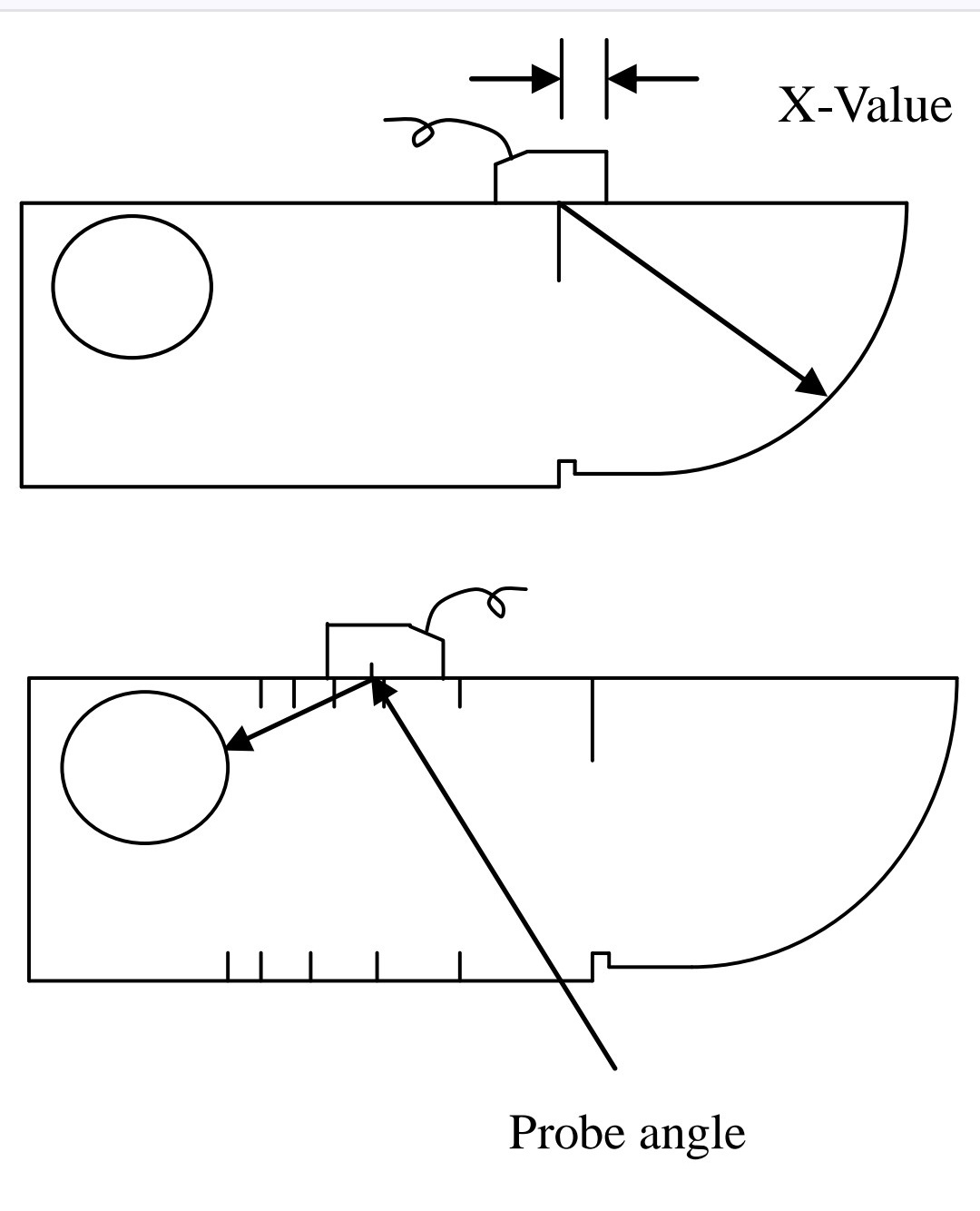
Probe index به دستگاه داده میشود تا Skip distance یا فاصله جلوی پراب تا عیب را نمایش بدهد و در جایی با نام X-Value درج می شود ... بعد از اعمال کوپلنت که می توان روغن یا گریس یا حتی آب باشد پراب را به سمت انحنای 25 میلیمتر و مرکز آنرا در سمت notch یا مرکز خطوط مدرج شده قرار می دهیم و به پراب انواع حرکت ها را می دهیم مثلا عقب جلو کردن یا چرخش تا ماکزیمم پیک را دریافت کنیم و با تغییر P-delay از صفر کاری می کنیم که Sound path یا Sa در شکل 25mm شود .توجه شود P-delay قبل از کالیبره حتما صفر باشد ، ماکزیمم پیک خیلی مهم است بعد خطی از روی پراب که در مرکز خطوط بلوک یا ممکن است فقط یک شکاف باشد قرار گیرد را میخوانیم در شکل زیر حدود 12.5 ولی معمولا 12 است ... دقت در اینکار خیلی مهم است مخصوصا فشار دست بنابراین استاندارد دقیقا عنوان کرده حتی در صورت تعویض اپراتور دستگاه مجدد باید کالیبره مسافت و غیره گردد


کالیبراسیون با بلوک V1 و V2
برای کالیبره ، P-Delay را حتما صفر قرار می دهیم و Reject Control هم باید off باشد
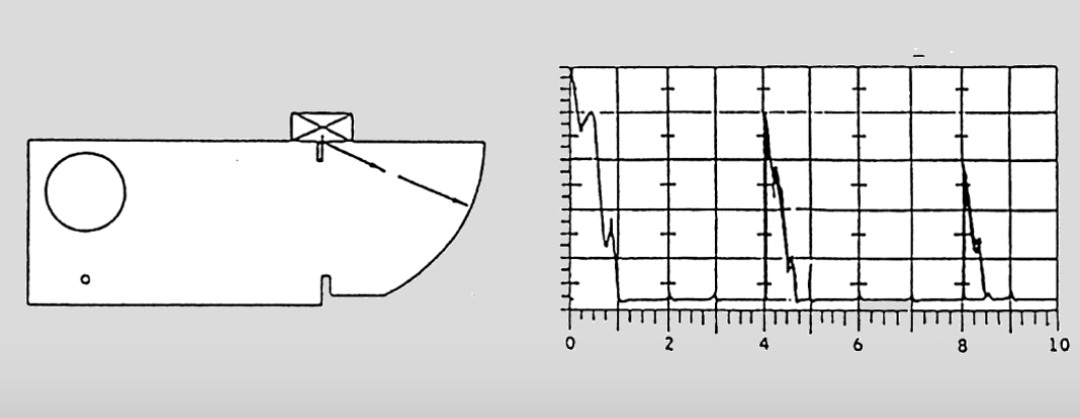
بلوک IIW دارای انحنای 100 میلیمتر
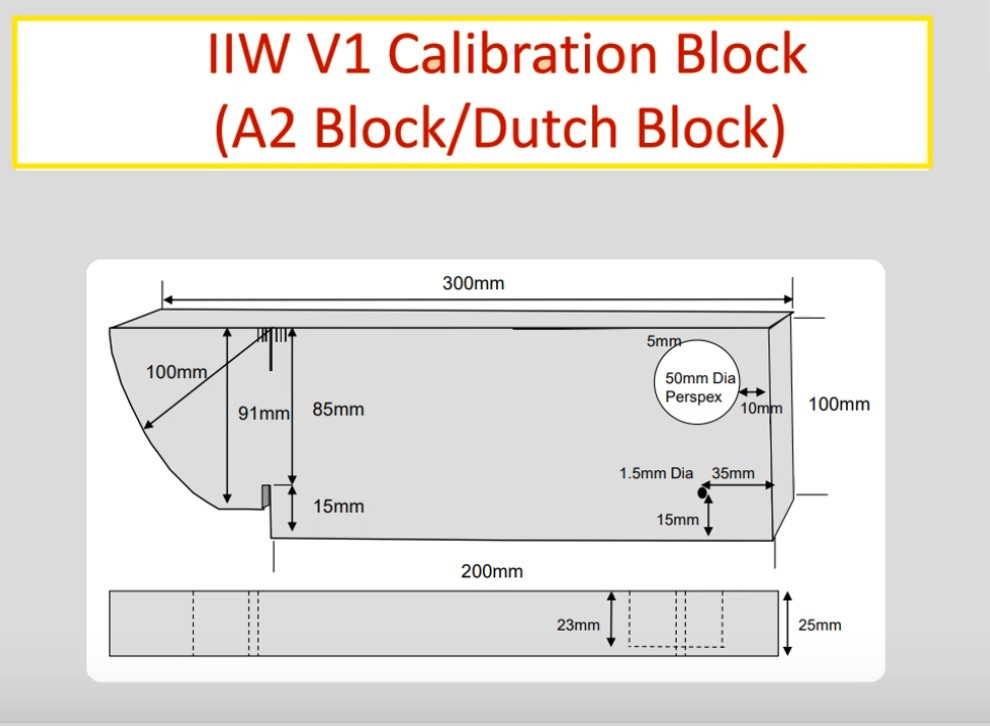
وقتی پراب را روی بلوک و سمت انحنای 100mm قرار میدهیم در صفحه حداقل دو اکو باید دریافت کنیم یکی روی 100mm ودیگری روی 200mm که اکوی اول را با تغییر P-Delay و اکوی دوم را با تغییر Velocity به 100 و 200 میرسانیم
در تصویر زیر محور افقی یا time base عدد 4 یعنی 100mm و 8 یعنی 200mm
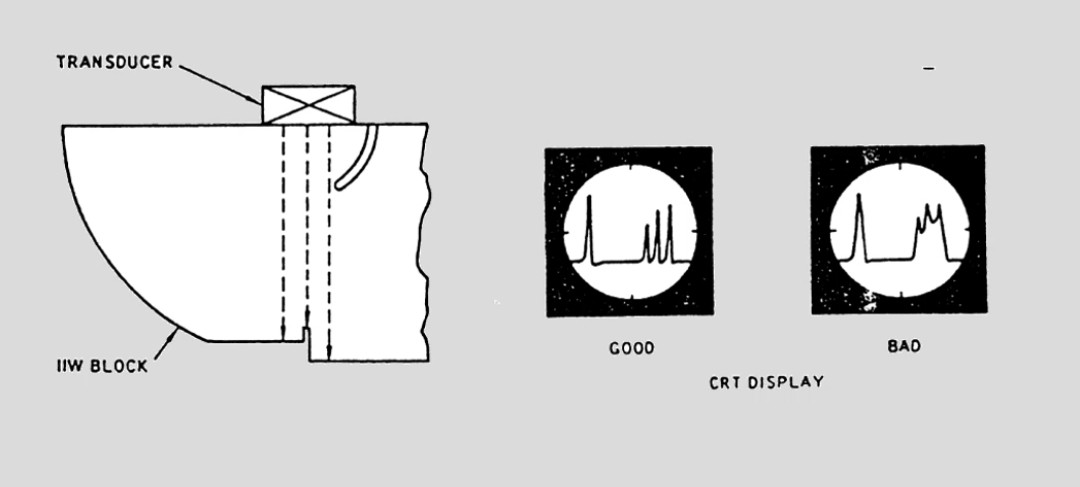
وقتی پراب نرمال را سمت notch یا شکاف ها قرار می دهیم باید resolution خوبی را دریافت کنیم با اکو های جداگانه این بدین معنی است که قدرتی تفکیک ناپیوستگی های نزدیک بهم را دارد. و برای کالیبره حساسیت پراب نرمال استفاده می شود.

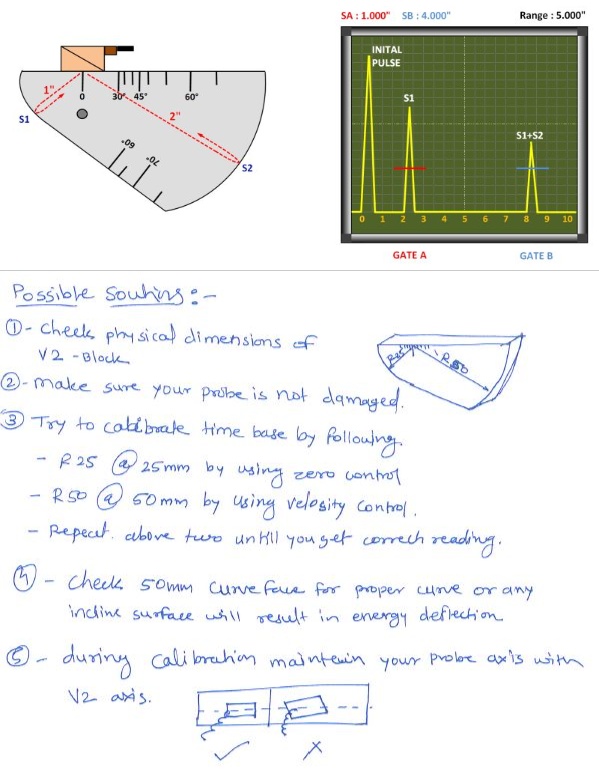
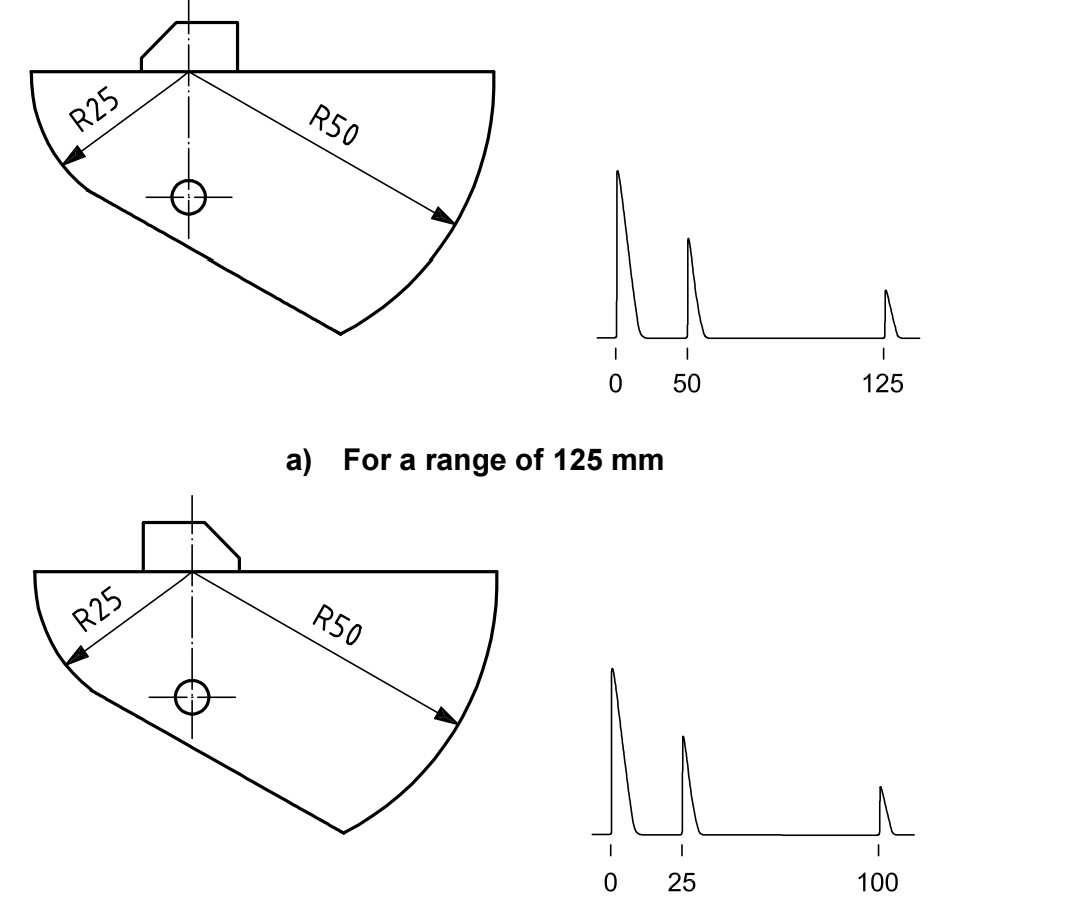
بلوک V2 جهت کالیبراسیون مسافت ، شاخص پراب و بررسی زاویه پراب
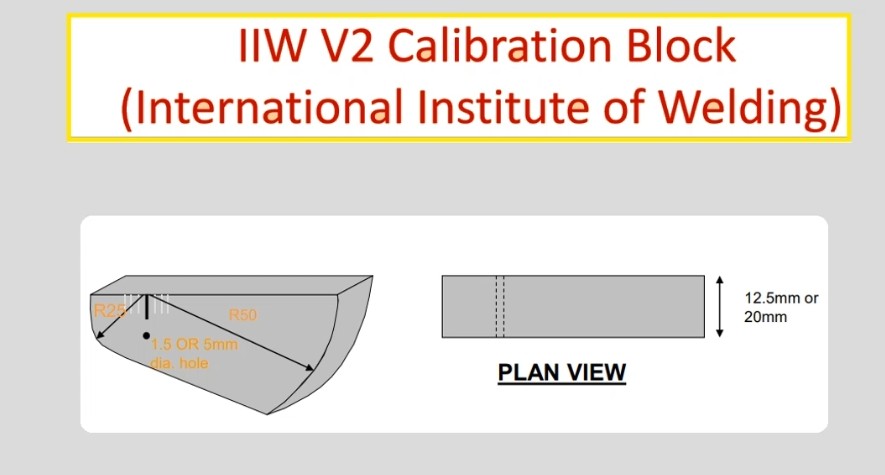
در تصویرزیر زمانیکه پراب را روی انحنای 25 میلیمتر قرار دهیم فواصل اکو ها بعد از اکوی اول 75 میلیمتر است یعنی اکوی اول 25 ، اکوی دوم 100 ، اکوی سوم 175 و ...
زمانیکه پراب را روی انحنای 50 میلیمتر قرار می دهیم تا ماکزیمم پیک را بگیریم ، اکوی اول روی 50 اکوی دوم 125 اکوی سوم 200 و ....
اکوی اول را با تغییر Probe delay و اکوی آخر را با تغییر Velocity تنظیم می کنیم ممکن است لازم باشد چند بار با Gate روی اکو ها برویم تا دقیقا عدد 50 یا فرضا 200 را بگیریم ( همان sound path یا مسیر صوت است )

از بلوک هم جنس با قطعه تست حتما باید استفاده شود حتی اگر قطعه ، تست ضربه لازم داشته باشد باید بلوک نیز تست ضربه را پاس نماید.
انتخاب محدوده کالیبراسیون :
Range=1.2 × Material thickness
تعیین Index point در پراب زاویه ای :
خط وسط کنار بدنه پراب را روی ناچ یا شکاف سمت انحنای 100 میلیمتر قرار می دهیم با عقب و جلو کردن و انواع حرکت ها ، اکوی ماکزیمم دریافت می کنیم و خطی از پراب که مماس با خط شکاف بلوک استاندارد را یادداشت کرده و بعنوان x-value به دستگاه می دهیم مثلا 12 یا 12.5

در همان حالت اکوی اول را با P-Delay تنظیم می کنیم تا Sa یا Sound path عدد 100 را نشان دهد

بعد gain را افزایش می دهیم تا اکوی دوم بالاتر بیاید و با تغییر MTLVEL یا Material velocity مسیرصوت را روی 200 تنظیم می کنیم پس اکوی اول با P-Delay و اکوی آخر با MTLVEL تنظیم میشود. ممکن است اینکار را چندین بار انجام دهیم تا دقیقا اعداد بدست بیاید و نهایتا کالیبره مسافت به پایان می رسد.

برای بررسی زاویه پراب ، پراب را روی بلوک V1 و قسمتی که زاویه 70 درجه حک شده ( سمت دایره بزرگتر است ) قرار می دهیم وبا حرکت عقب و جلو ماکزیمم پیک را میگیریم جایی که عدد index point قرار میگیرد زاویه تقریبی است و در استاندارد نهایتا 2 درجه اختلاف قابل قبول است با بلوک V2 هم می توان انجام داد ( از Side drill hole 5mm )
آیا می توانیم برای کالیبراسیون مسافت پراب نرمال قطعه محدوده 50 میلیمتر آلومنیومی ، از بلوک آلومینیومی دارای ضخامت 30 استفاده کنیم ؟
اکوی اول را روی 30 میلیمتر دریافت میکند و اکوی دوم را روی 60 در حالیکه ما رنج دستگاه را روی 50 تنظیم کرده ایم در نتیجه اکوی دوم را نشان نمی دهد و از صفحه خارج است بنابراین با تست بلوک 30 میلیمتر نمی توانیم کالیبره در محدوده 50 میلیمتر انجام دهیم. باید تست بلوکی برداریم که در رنج 50 دو اکو به ما بدهد مثلا تست بلوک 20 یا 25 میلیمتری
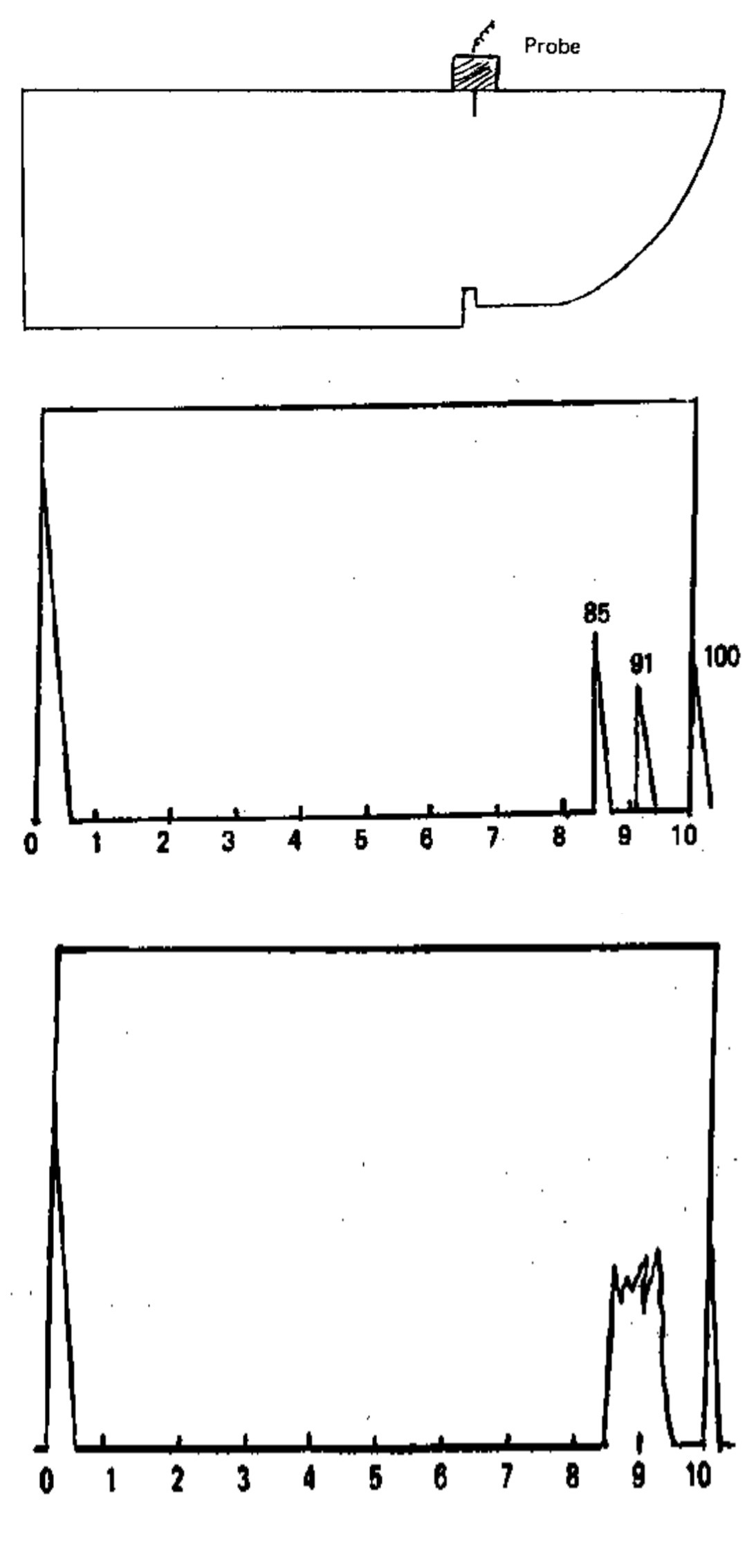
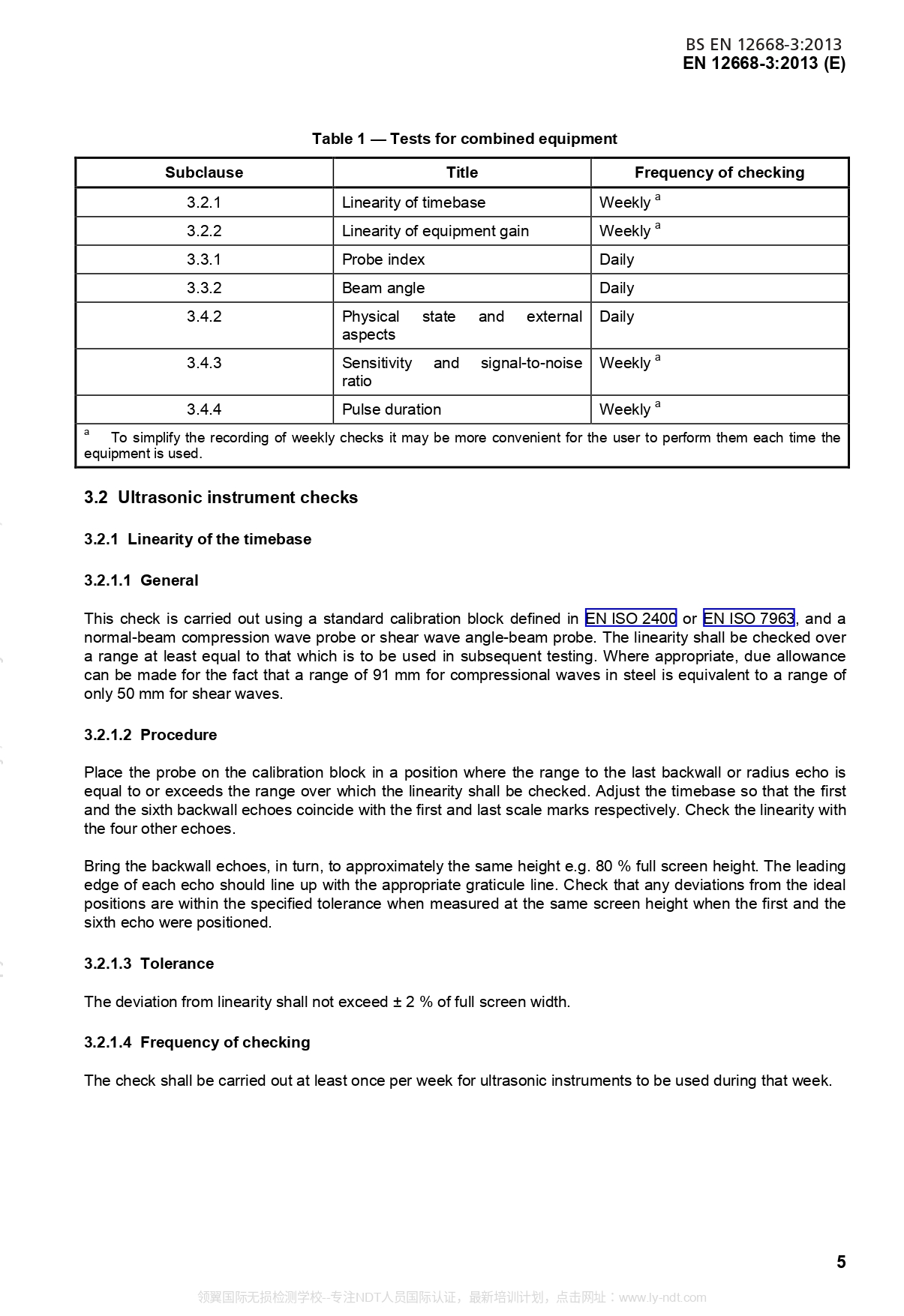
مراحل انجام کنترل سلامت محور افقی :
-قرار دادن روی یک ضخامت مشخص از بلوک کالیبراسیون مثلا 25 میلیمتر
-تنظیم gain دستگاه تا بتوان راس اکو ها را رویت کرد.
-ظاهر کردن 10 اکو در صفحه با کمک P-Delay و Material velocity
-تنظیم اکوی هشتم با MTLVEL و اکوی دوم با P-Delay
-رسم جدول زیر :

مثلا پراب را روی قسمت 25 میایمتر بلوک V1 قرار می دهیم اکوی دوم و هشتم را روی 50 و 200 تنظیم می کنیم ( دومی با P-Delay و هشتمی با MTLVEL ) و بعد بر می گردیم اکو های دیگر را قرائت و یادداشت می کنیم در ردیف محل واقعی اکو ( فرضا محل اسمی اکو چهارم باید 100 باشد ولی محل واقعی 100.1 را نشان می دهد : Sa ) . این کنترل هر دو ماه یکبار باید انجام شود و میزان خطای مجاز در سلامت محور افقی معادل 2 درصد پهنای صفحه می باشد. مثلا اگر رنج را روی 270 قرار داده باشیم محدوده خطا 2 درصد یعنی کمتر از 5.4 باشد. و اگر بیشتر شد باید جهت کالیبراسیون به شرکت سازنده یا خدمات دهنده ارسال کرد.
مراحل کالیبراسیون دستگاه UT
چرا "cal+enter" مهم است:
دقت:
کالیبراسیون مناسب برای به دست آوردن قرائت دقیق ضخامت و تشخیص عیوب درون یک قطعه بسیار مهم است.
ثبات:
این تضمین میکند که اپراتورهای مختلف با استفاده از یک دستگاه، نتایج ثابتی را برای بازرسی یکسان دریافت کنند.
پارامترهای صحیح:
کالیبراسیون پارامترهایی مانند برد فاصله، دامنه و زاویه را تنظیم میکند و تضمین میکند که آنها با جنس و هندسه خاص جسم مورد آزمایش مطابقت دارند.
مراحل کالیبراسیون دستگاه UT :
1. انتخاب بلوک کالیبراسیون :
انتخاب بلوکی که با متریال مورد بازرسی تطبیق دارد مثلا اگر قطعه تست تنش زدایی شده باشد بلوک تیر باید با همین شرایط کالیبره شود.
2. اعمال کوپلنت مثل مایع ظرفشویی یا گریس
استفاده از ژل ، روغن یا آب برای اطمینان از تماس خوب بین ترنسدیوسر و بلوک کالیبراسیون.
3. انجام اولیه کالیبراسیون :
استفاده از تابع CAL ( دکمه ای در روی پنل دستگاه های دیجیتال جدید معمولا وجود دارد ) برای تنظیم پارامترهای اولیه ، مقادیر دستگاه را طوری تنظیم کنید با مقادیر شناخته شده بلوک کالیبراسیون تطابق داشته باشند.
4. نهایی کردن تنظیمات :
ENTER را فشار دهید ( یک دکمه ای شبیه تائید ) تا مقادیر تنظیم شده ذخیره شده و کالیبراسیون به اتمام برسد.
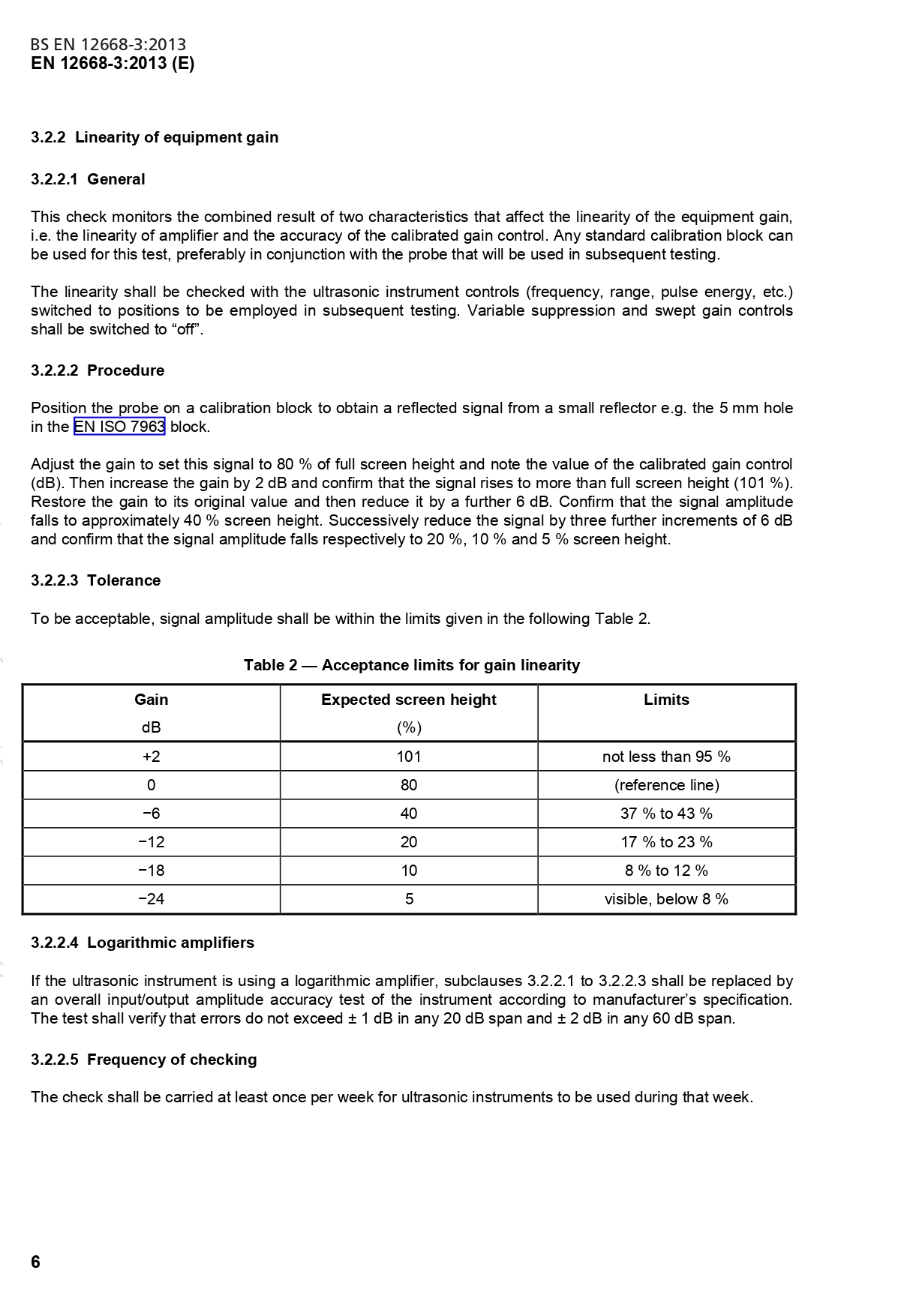
انواع کالیبراسیون خطی :
1. خطی بودن ارتفاع صفحه
هدف :
دامنه عمودی صفحه نمایش دقیقا است
روش :
استفاده از بلوک کالیبراسیون با دوسو لاخ که سیگنال هایی با نرخ دامنه های شناخته شده مثلا 2:1 تولید کند . Gain دستگاه تنظیم میشود تا سیگنال بزرگتر در یک سطح مرجع (مثلاً ۸۰٪ ارتفاع کل صفحه یا FSH) قرار گیرد. سپس، gain با گامهای ۶ دسیبل تغییر میکند (که معادل ۵۰٪ کاهش دامنه در هر گام است) و دامنه سیگنال کوچکتر اندازهگیری میشود.
شرط :
دامنه سیگنال کوچکتر باید 50٪ دامنه سیگنال بزرگتر، در یک تلورانس مشخص (مثلاً 5٪ FSH) باشد.
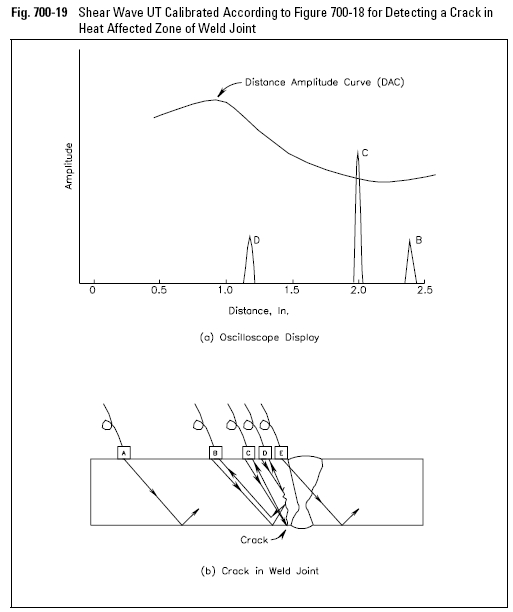
CRACK در تست UT و Sizing
به شکل سیگنال توجه کنید اسکن چرخشی را انجام دهید
SIDE WALL FUSION CRACK ( ROTATIONAL )

TOE CRACK
ROOT CRACK ( LEG 1 )
LEG 1

SIZING

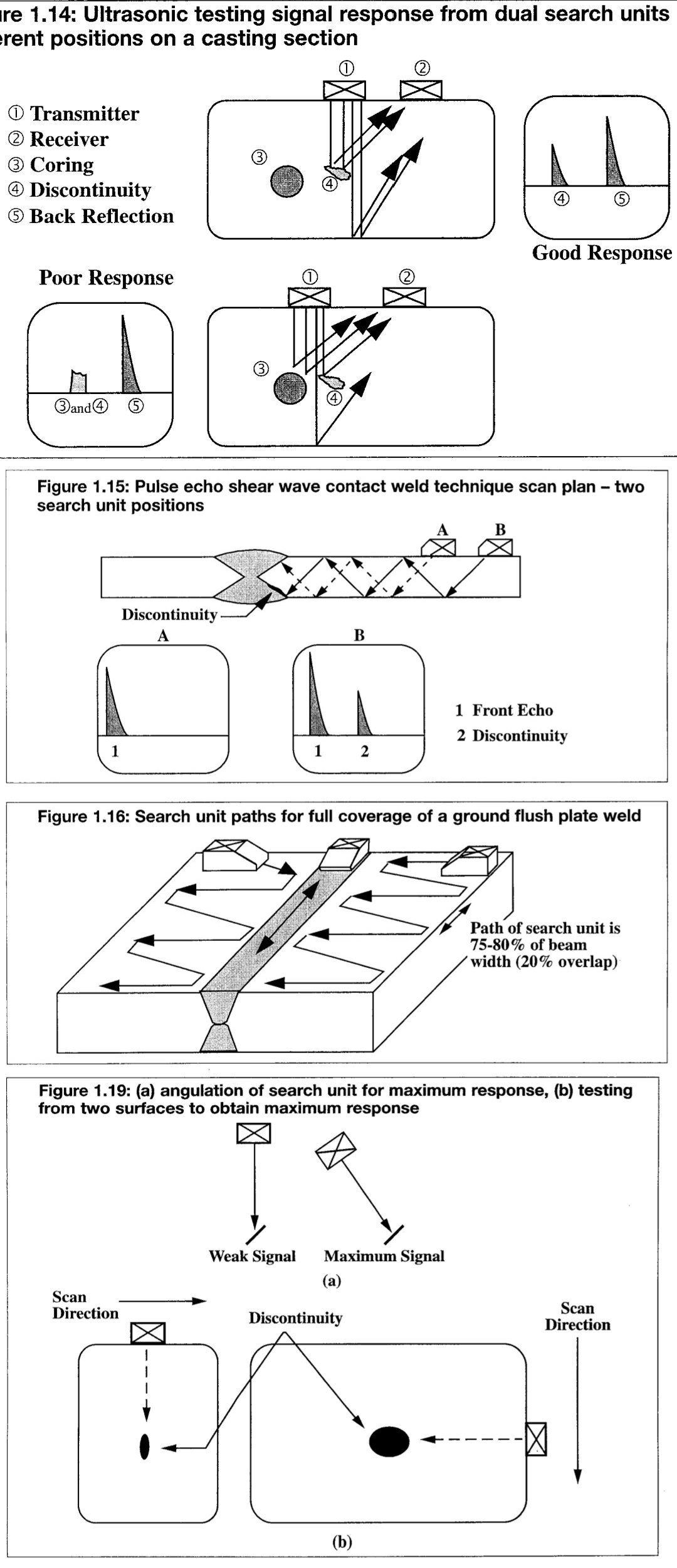
Pulse Echo Examination
نوع عیب :
- LOP یا عدم نفوذ ( در دسته غیر حجمی یا NON VOLUMETERIC ) :
در جوش Single V پیک بالایی از هر دو طرف ورق جوش شده دریافت می شود و به سرعت در اسکن چرخشی یا Rotational افت می کند در Half skip قابل دریافت است .
- LOF یا عدم ذوب ( در دسته غیر حجمی یا NON VOLUMETERIC ) :
پیک بلندی دریافت می شود ، در اسکن دورانی یا چرخشی به سرعت افت می کند و پیک در اسکن lateral یا افقی ( حرکت پراب در راستای جوش ) باقی می ماند بین Half skip و Full skip دریافت می شود.
- Crack یا ترک ( در دسته غیر حجمی یا NON VOLUMETERIC ) :
ترک می تواند در پنجه یا منطقه متاثر از حرارت ، مرکز جوش و ریشه باشد ، بازتابنده با دامنه بالا و چند وجهی بین Half skip و Full skip . افزایش و کاهش سیگنال روی چرخش و اسکن جانبی . کاهش دامنه در اسکن دورانی

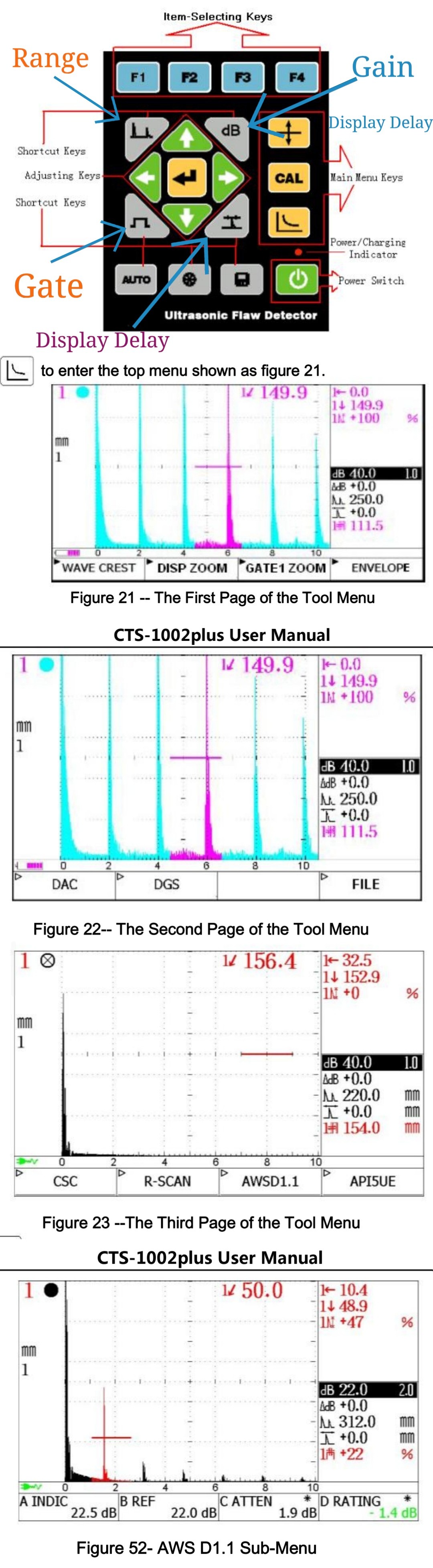
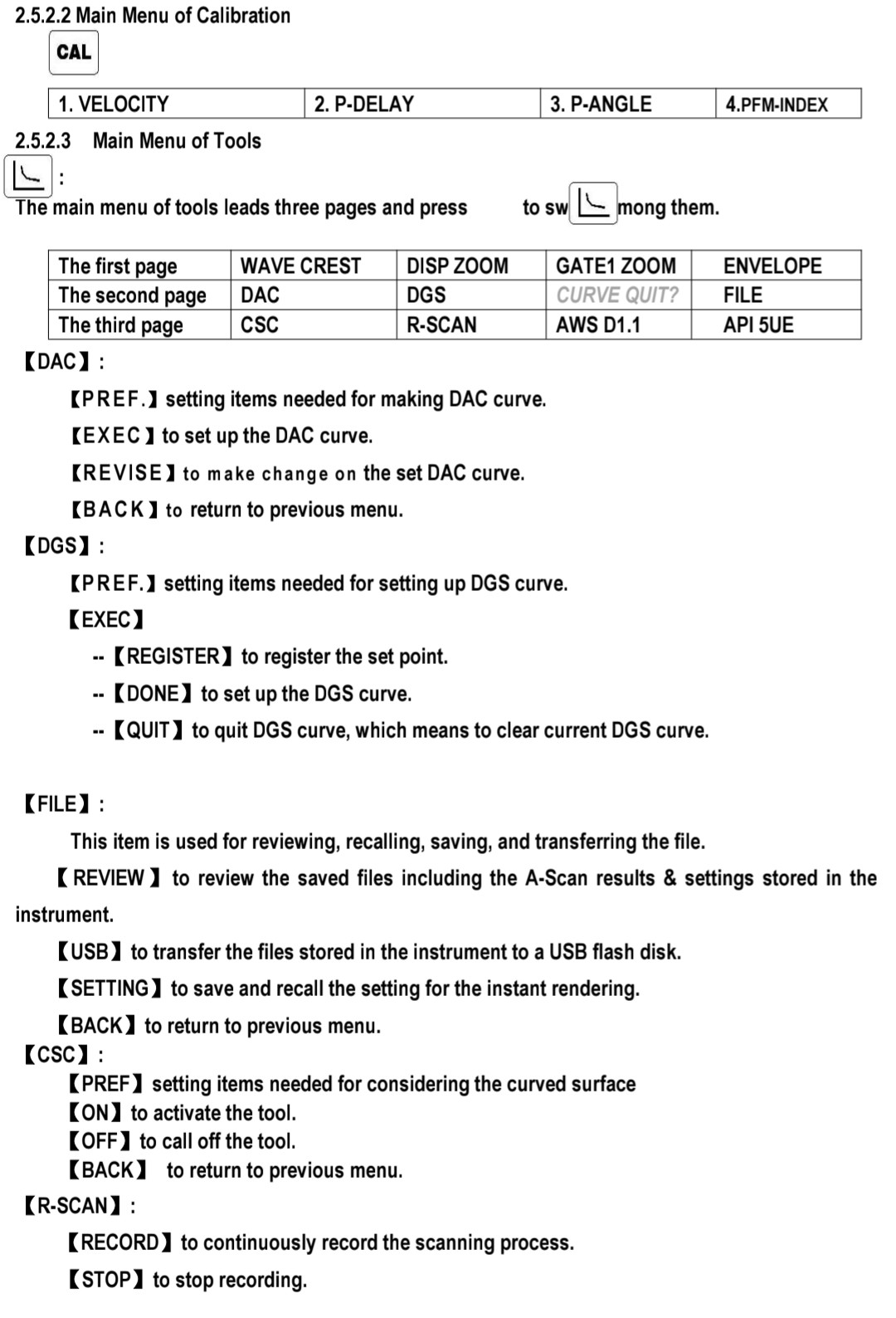
تابع AWS در دستگاه CTS1002 PLUS
کلید CAL سرعت ماده و تأخیر پروب و همچنین زاویه را کالیبره میکند.
مراحل کار با AWS :
پراب زاویه ای :
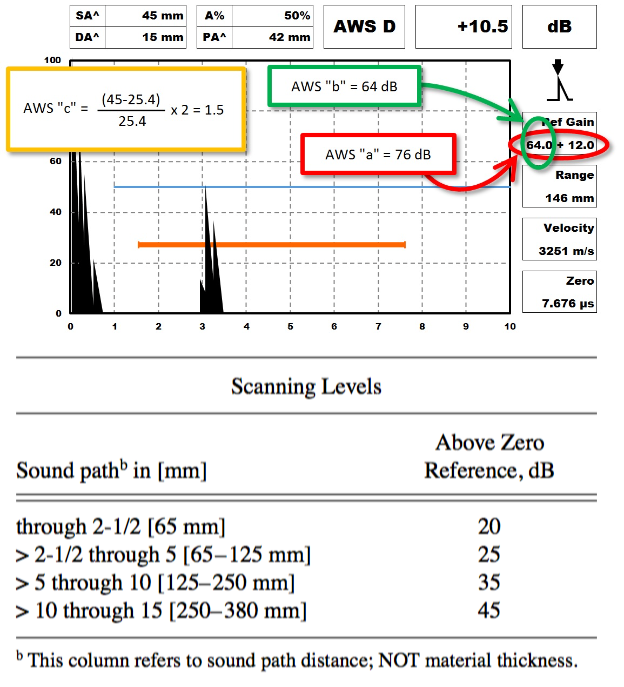
- حرکت پراب روی بلوک V1 و عقب جلو کردن آن برای گرفتن ماکزیمم سیگنال از سوراخ 1.5 میلیمتری ، می توان با Envelope کردن برای دقت بالاتر ماکزیمم را در منحنی رویت کرد. با بردن Gate روی سیگنال دریافتی و زدن دکمه Auto ، ارتفاع ، خودکار به 50 درصد صفحه ( 50% FSH ) تنظیم می شود ( طبق استاندارد باید به 50 تا 75 درصد صفحه رساند ). سپس کلید F2 را فشار می دهیم تا B REF انتخاب شود عدد b یا Reference level یا Gain مرجع ثبت خواهد شد. البته در استاندارد AWS گفته شده عدد Scanning level طبق اساس Sound path به عدد این gain اضافه شود مثلا تا Sound path با مقدار 65mm تقریبا 14 دسیبل به مقدار gain مرجع اضافه شود. البته باید چک کرد اتومات سیستم اضافه میکند یا باید دستی اضافه نمود.
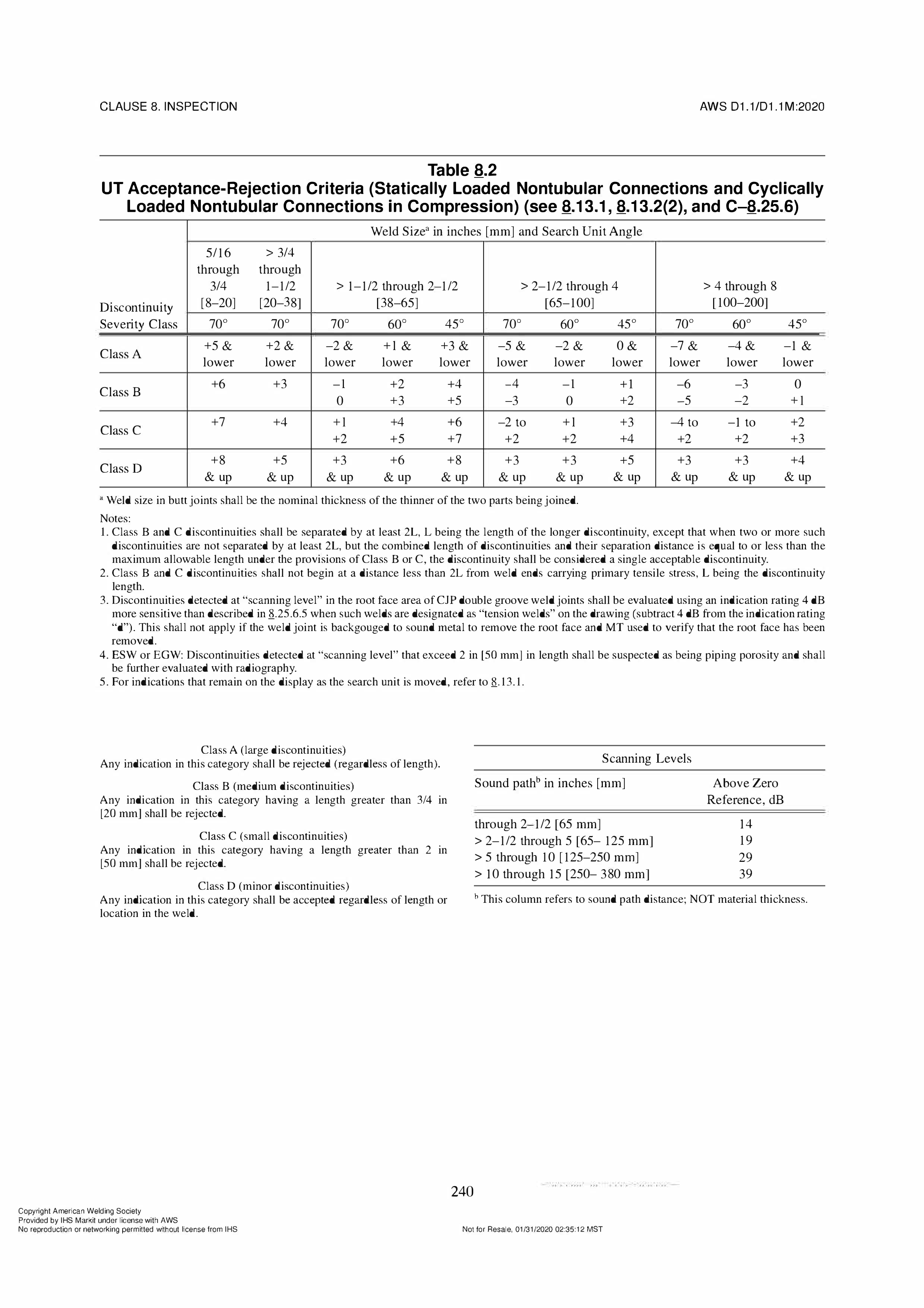
- حرکت پراب روی شئ مورد آزمون با همان شرایط ( اگر قطعه تنش زدایی شده باشد باید بلوک نیز دارای همین شرایط باشد یا همینطور تست ضربه ) ، در صورت یافتن عیب ماکزیمم سیگنال را از عیب ( flaw ) می گیریم ( با حرکت دادن پراب بصورت لترال یا اوربیتال یا حتی روتیشنال ) ، Gate را روی آن برده دکمه Auto را فشار می دهیم که بصورت اتومات به 50 درصد صفحه می رسد و سپس دکمه F1 را فشار می دهیم تا Gain عیب یا a درج گردد . بصورت اتومات ضریب تضعیف یا c و عدد عیب محاسبه و نمایش داده خواهد شد. سپس برای پذیرش یا عدم پذیرش به جداول 8.1 یا 8.2 مراجعه می کنیم ... مقادیر بزرگ نرخ عیب یا D RATING نشانگر کوچکی عیب است ... اگر عیبی در کلاس A با توجه به ضخامت قطعه تست و زاویه پراب قرار بگیرد صرفنظر از طول Reject است.
C=0.079(dB/mm)× (S-25.4mm) , if S≤25.4mm, C is fixed to 0
D RATING : D=A-B-C
کلید نمایش داده شده در شکل زیر را در صفحه کلیدها چند بار فشار دهید تا AWS D1.1 نمایش داده شود برای فعال شدن کلید F3 را فشار دهید همانطور که در تصویرهای بعدی می بینید شامل A INDICATION ، B REF ، C ATTENUATION و D RATING است .

استفاده از پراب زاویه ای ANGLE S :
قبل از فعال کردن AWS ، کالیبره مسافت و Sensivity که همان دریافت ماکزیمم اکو از سوراخ 1.5 میلیمتری بلوک V1 است را انجام دهید ( اکو را به 50 درصد صفحه برسانید البته با بردن Gate روی اکو و فشردن کلید Auto خودکار انجام میشود ولی می توانید با کم کردن Gain هم ارتفاع اکو را به 50 درصد برسانید ) و بعد به منوی AWS بروید با F3 آنرا فعال کنید طبق AWS D1.1 و جدول Scanning Level مقداری را به b Reference با توجه به Sound path اضافه کنید.

---Calibration and Baseline Setting
1. Select Calibration Mode:
Activate the calibration (CAL) mode or the AWS D1.1 menu by pressing the dedicated button.
2. Obtain Maximum Echo:
Place the probe on the first hole (e.g., 1.5mm) of a calibration block, such as the V1 block, to get the highest possible echo.
3. Auto-Calibration:
Press the auto-calibration button to automatically set the signal to approximately 50% of the screen height.
4. Set Reference Level:
Press the appropriate function key (e.g., F2) to register the current echo as the reference level (B ref). This establishes a standard for comparison when identifying other flaws.
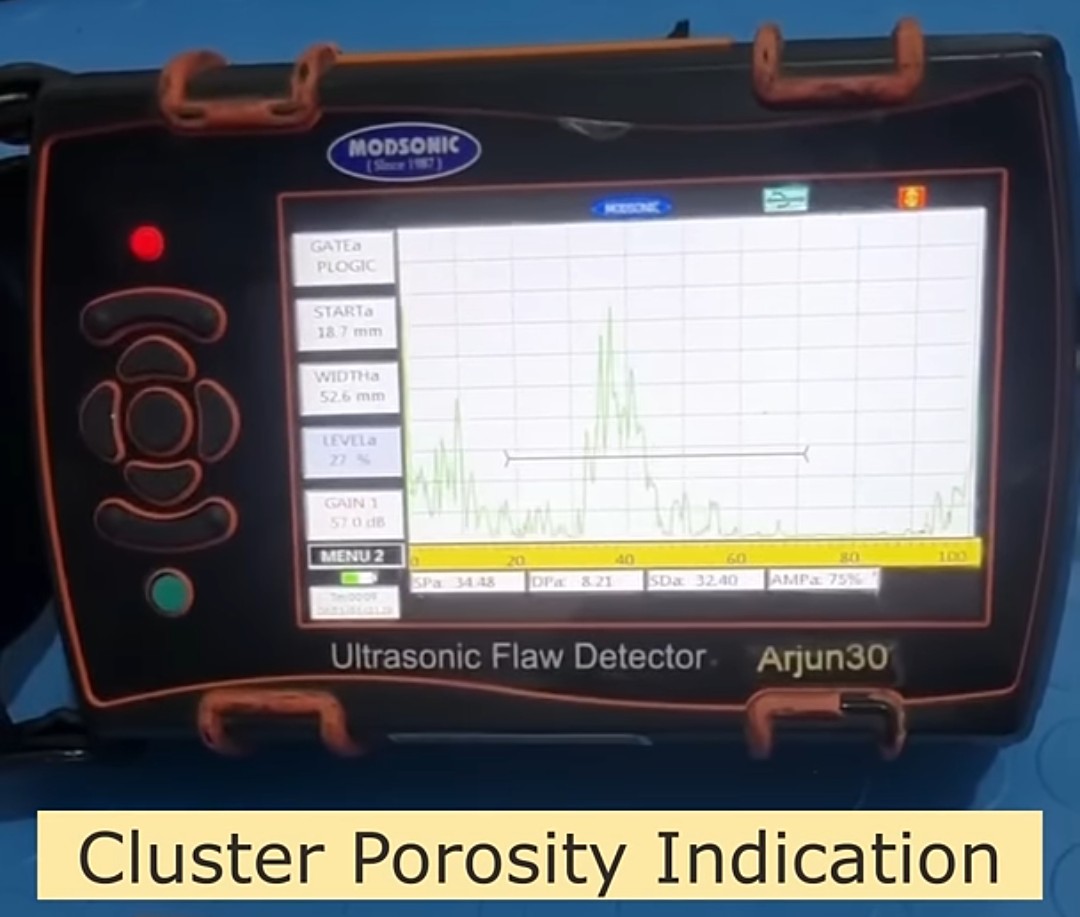
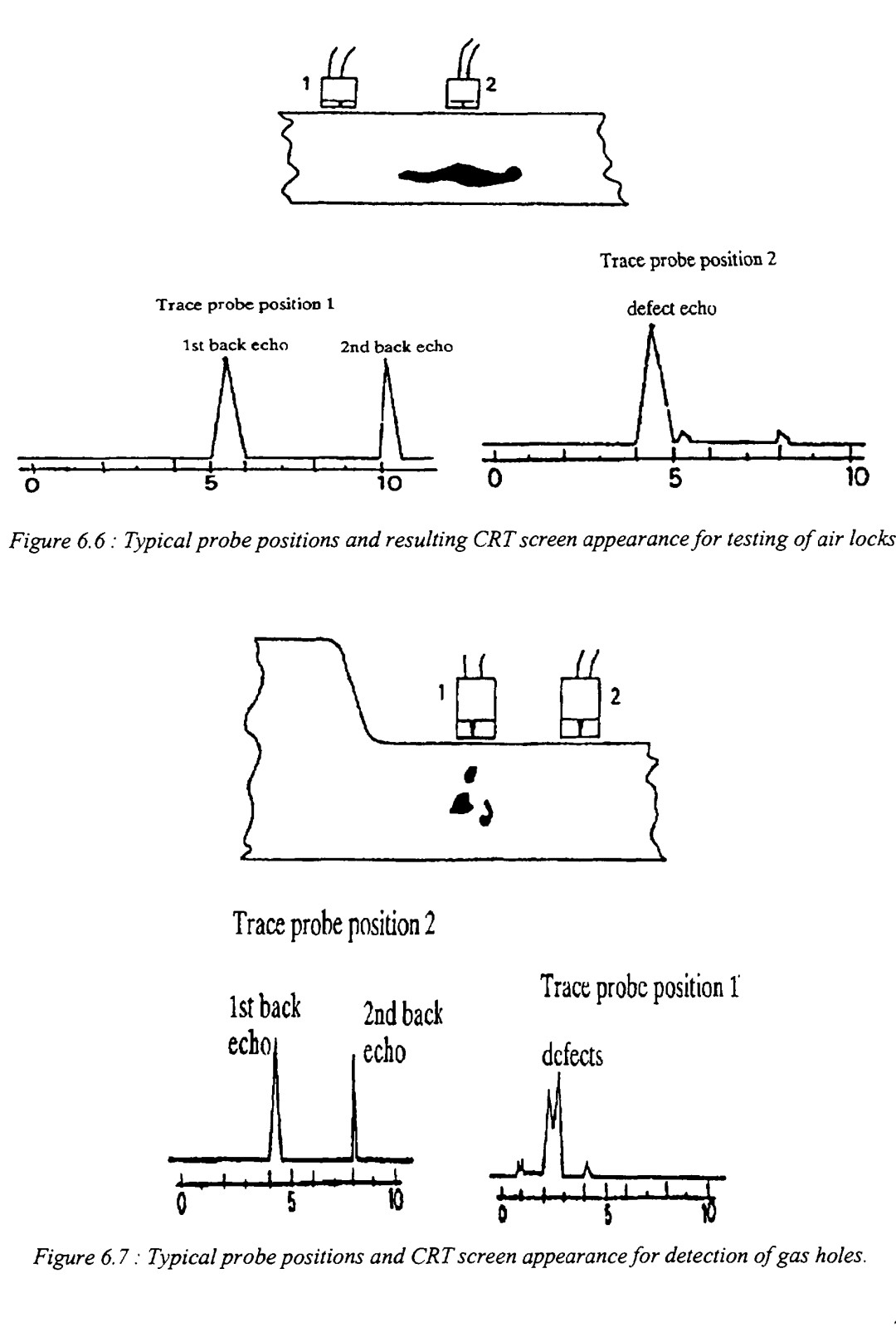
Resolution در تست التراسونیک پراب نرمال
تفکیک تشخیص بازتاب های نزدیک بهم
در تصویر در صفحه CRT دوم : Bad resolution

تعیین شاخص و زاویه پراب UT
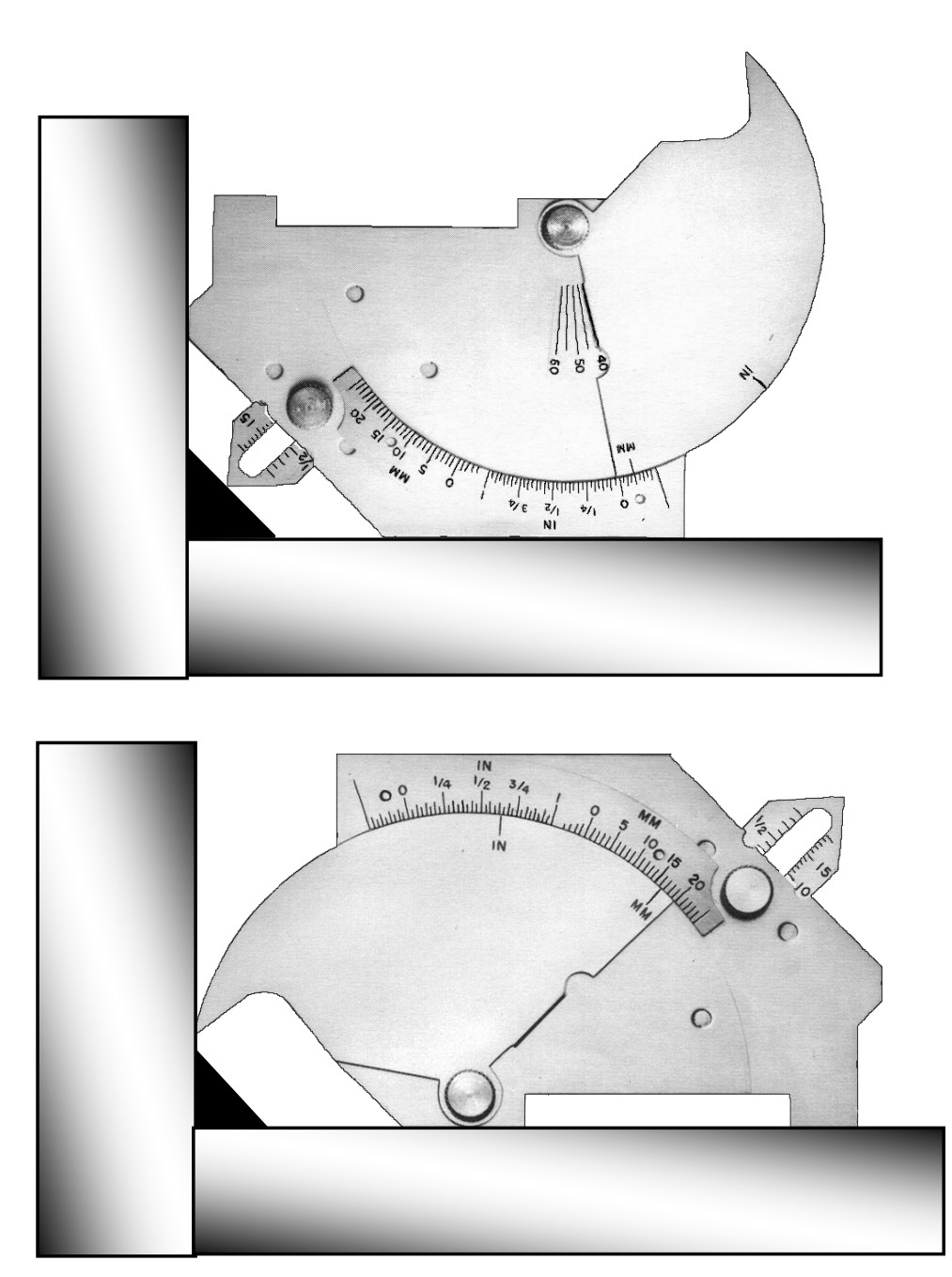
تعیین شاخص پراب :
استفاده از بلوک V1 :
پروب در موقعیت L روی بلوک کالیبراسیون قرار میگیرد (شکل 5.26) و یک اکوی دیوار پشتی ( Back wall ) از ربع 100 میلیمتری به دست میآید. حداکثر دامنه این اکوی دیوار پشتی با حرکت دادن پروب به جلو و عقب در اطراف موقعیت L تعیین میشود. هنگامی که حداکثر دامنه ( Maximum altitude ) پیدا شد، نقطهای روی پروب که با نقطه 0 (یا علامت برش) روی بلوک منطبق است، شاخص پروب نامیده میشود.
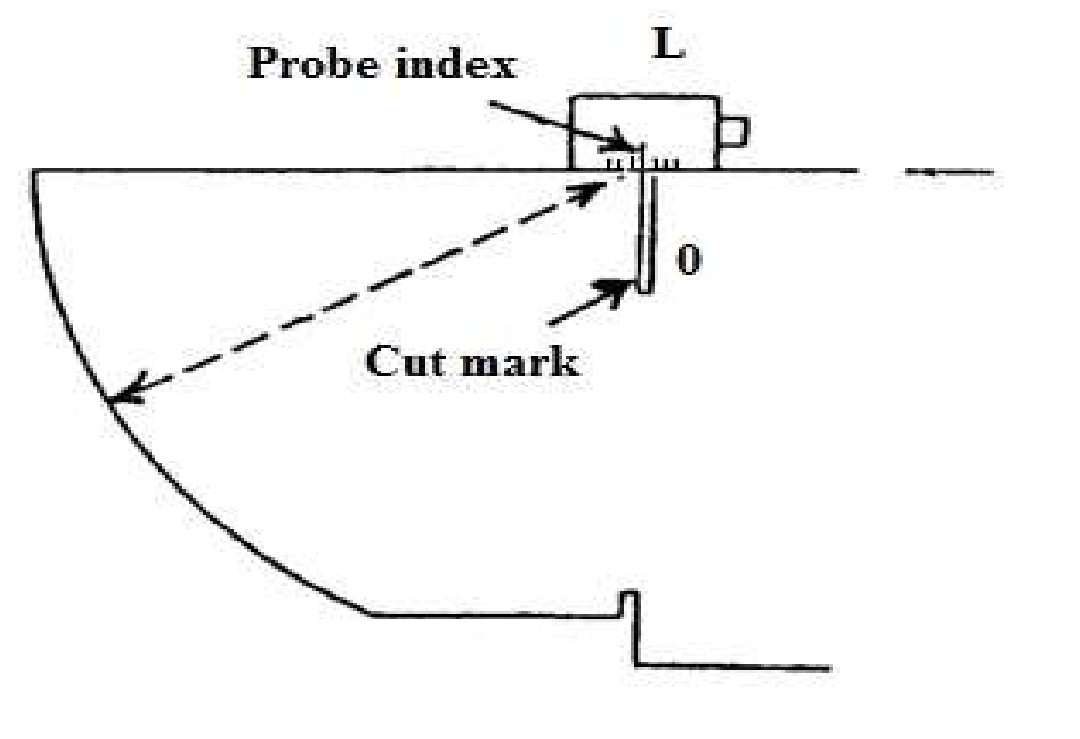
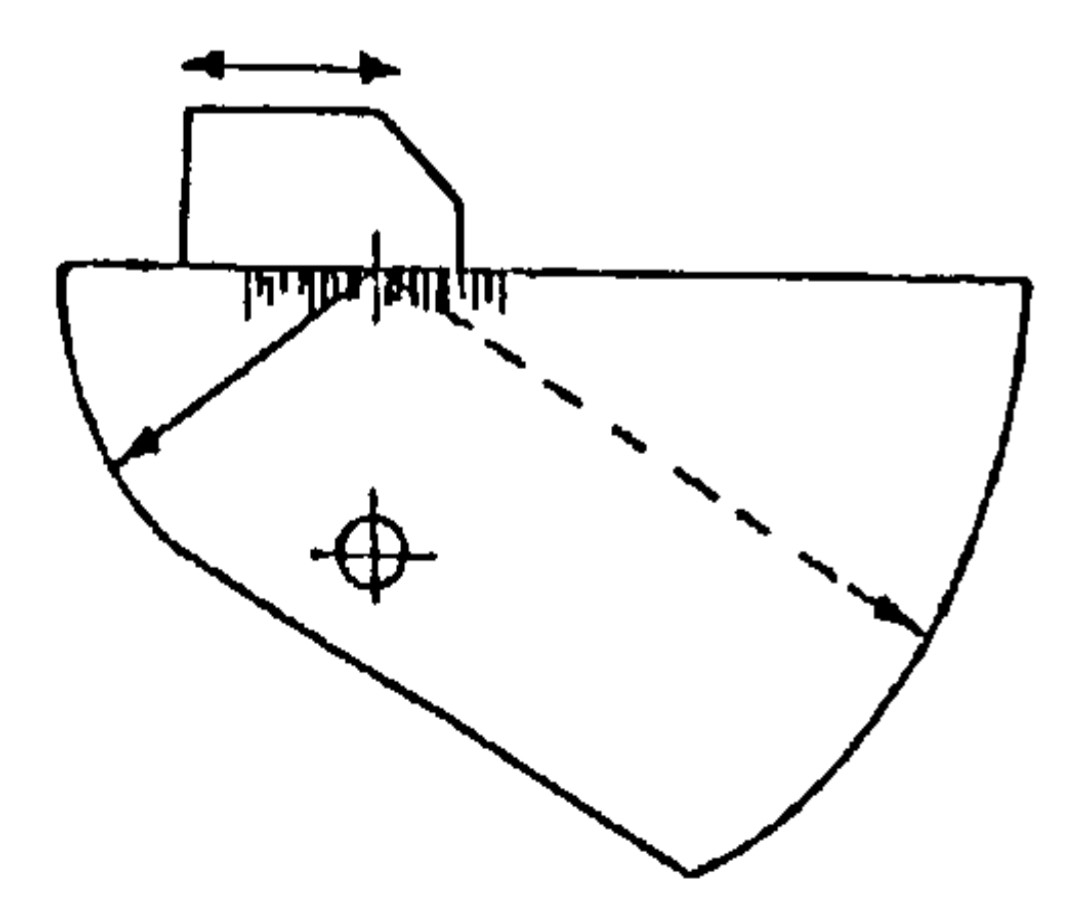
استفاده از بلوک V2 :
پروب یا رو به ربع ۲۵ میلیمتری یا رو به ربع ۵۰ میلیمتری قرار میگیرد تا پژواکهایی در ۲۵ میلیمتر یا ۵۰ میلیمتر روی صفحه CRT به دست آید. پروب به جلو و عقب حرکت داده میشود تا پژواک به حداکثر برسد. هنگامی که دامنه پژواک به حداکثر میرسد ( حداکثر ارتفاع صفحه ) ، شاخص پروب ، با امتداد دادن علامت مرکزی مقیاس میلیمتری روی بلوک به پروب به دست میآید.
تعیین زاویه پراب :
استفاده از بلوک V1 :
برای تعیین زاویه پروب، پروب بر اساس زاویهاش یا در موقعیت «a» (35 تا 60 درجه)، «b» (60 تا 75 درجه) یا «c» (75 تا 80 درجه) همانطور که در نشان داده شده است، به جلو و عقب حرکت داده میشود تا دامنه انعکاس از صفحه پرسپکس یا سوراخ با قطر 1.5 میلیمتر حداکثر باشد. زاویه پروب، زاویهای است که در آن شاخص پروب با مقیاس زاویه روی بلوک برخورد میکند، زمانی که دامنه انعکاس حداکثر است.
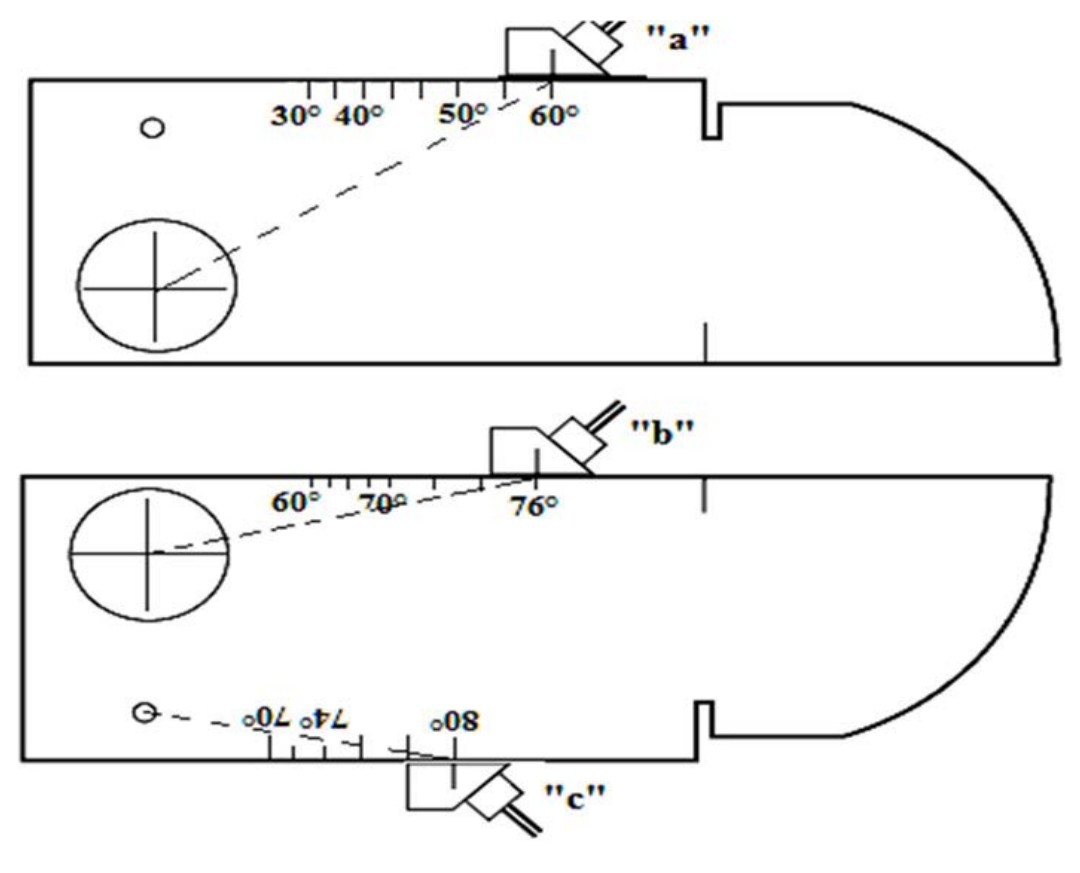
استفاده از بلوک V2 :
برای تعیین زاویه واقعی پروب، شاخص پروب در مقابل زاویه پروب مناسب حک شده روی بلوک قرار میگیرد و پرتو به سمت سوراخ هدایت میشود. پروب به جلو و عقب حرکت میکند تا زمانی که پژواک به حداکثر برسد. سپس با توجه به موقعیت شاخص پروب نسبت به زوایای حک شده روی بلوک، تخمینی از زاویه پروب انجام میشود.

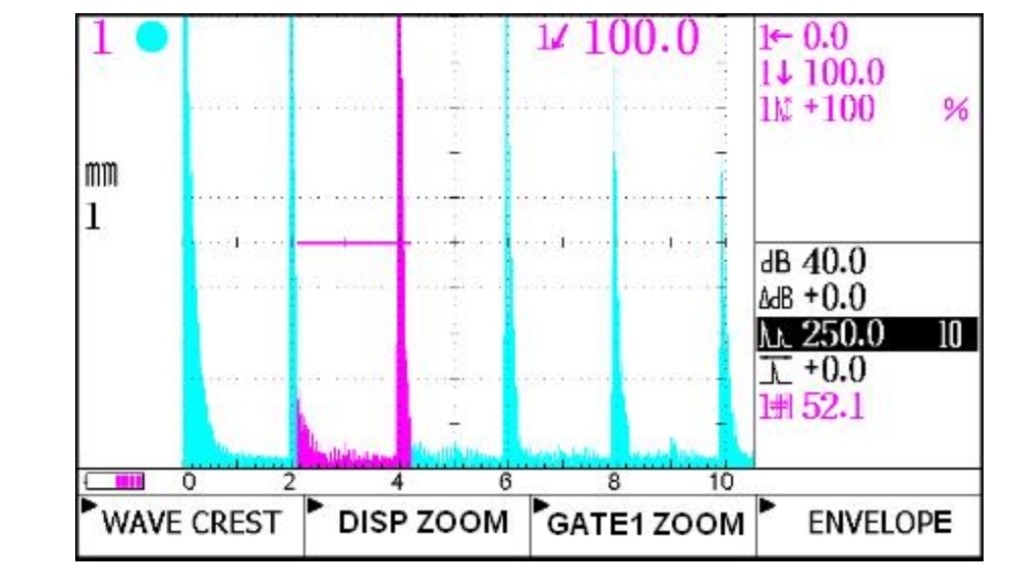
حالت Envelope در دستگاه ut
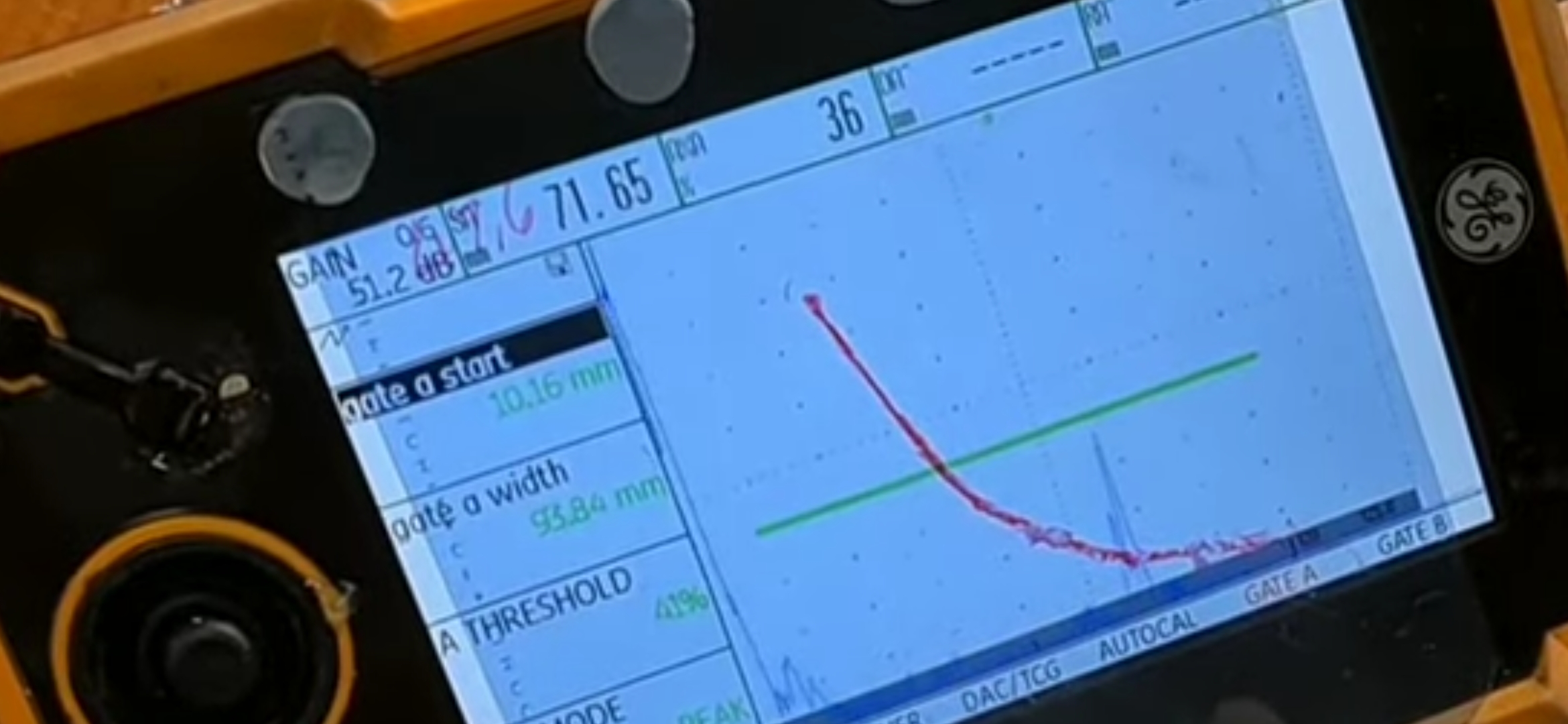
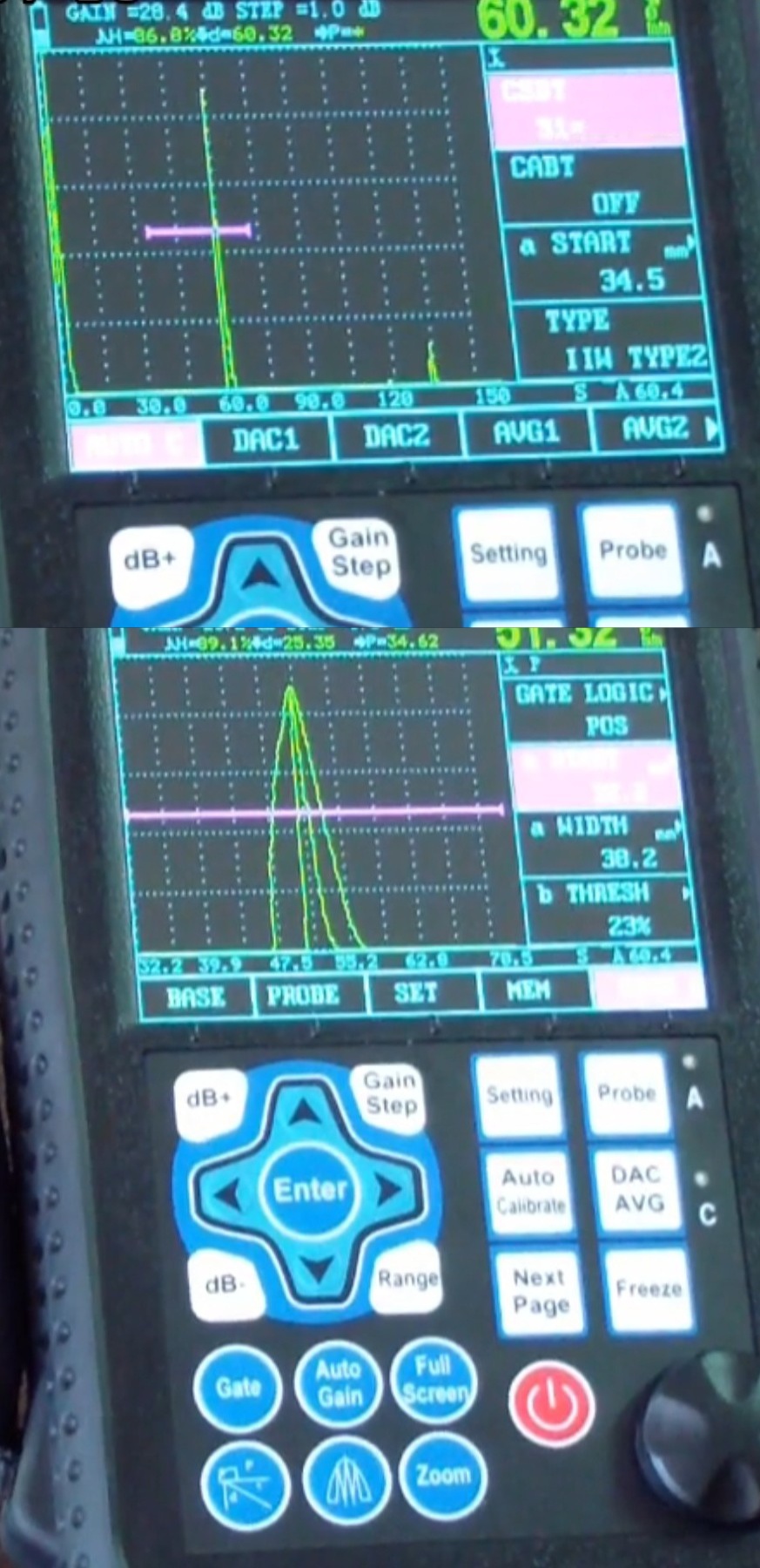
با فشردن دکمه Zoom می توان صفحه را به اندازه Gate بزرگ کرد تا بتوان سیگنال را به راحتی و دقت مورد بررسی قرار داد در تصویر اول خط صورتی روی صفحه ، Gate است که در محور افقی بین عدد 30 تا 75 قرار گرفته وقتی Zoom فشرده شود صفحه به اندازه Gate خواهد شد.
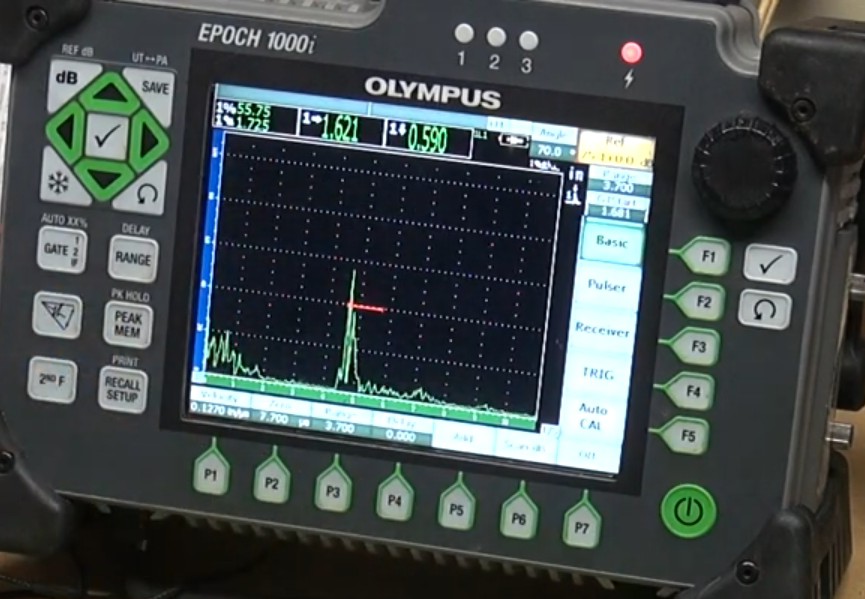
در تصویر دوم برای گرفتن ماکزیمم سیگنال از دکمه Envelope استفاده میکنیم پراب را عقب جلو می کنیم تا در مرکز منحنی قرار بگیرد.
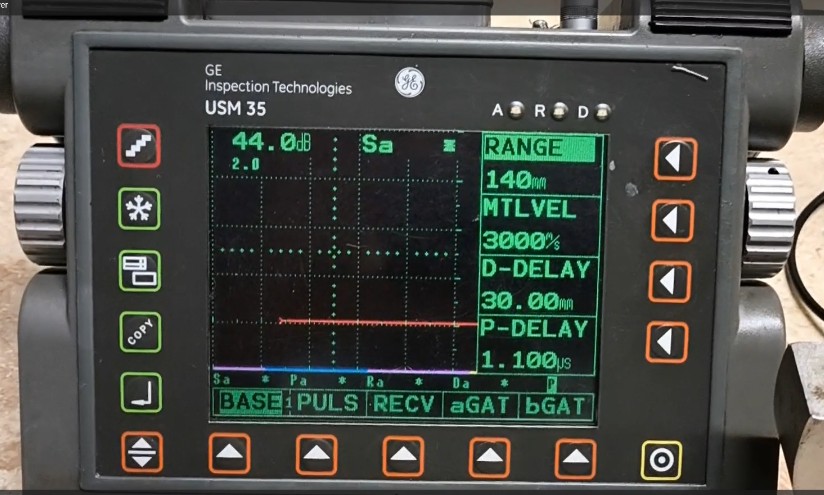
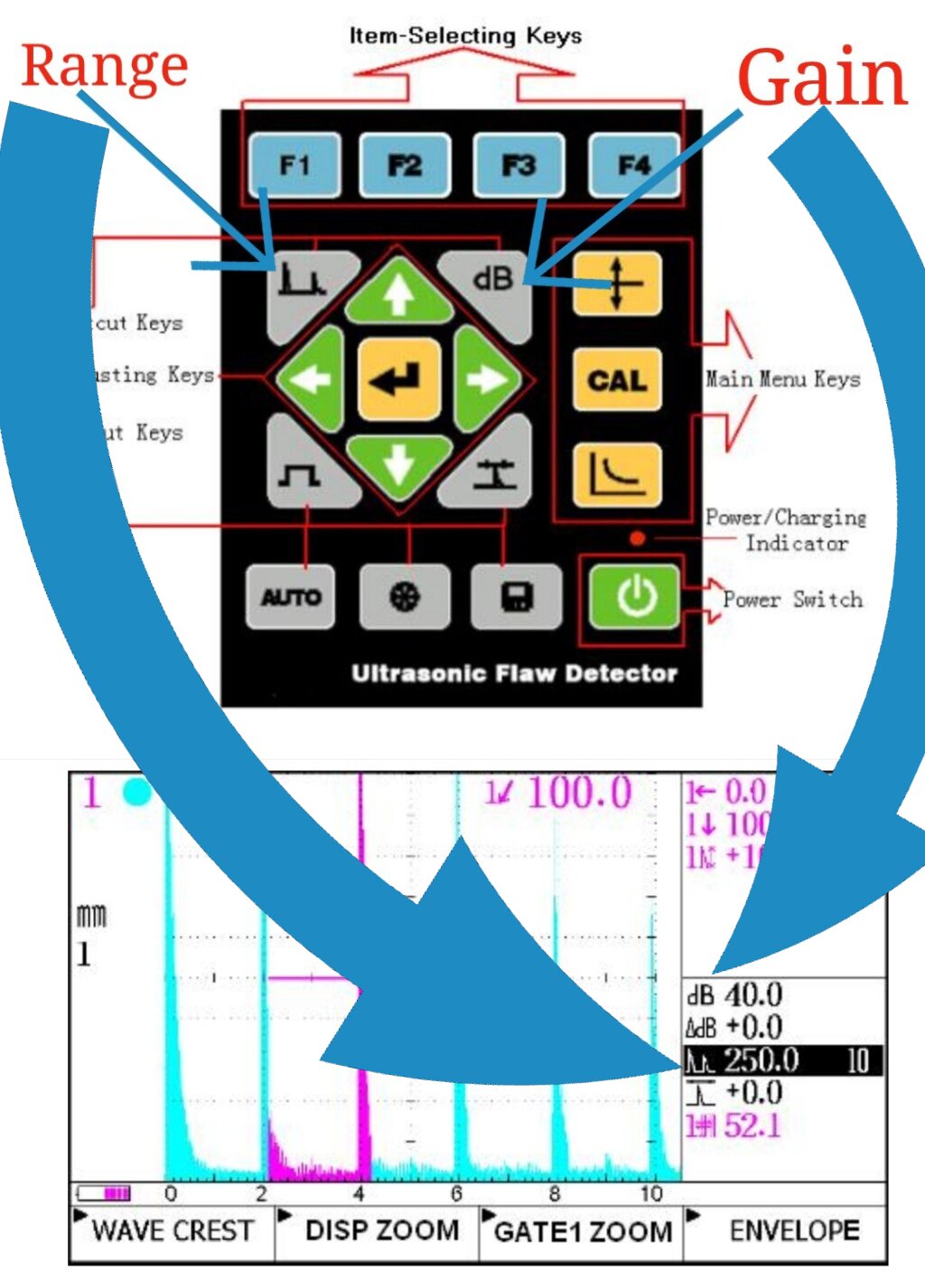
دستگاه التراسونیک Trusonic plus

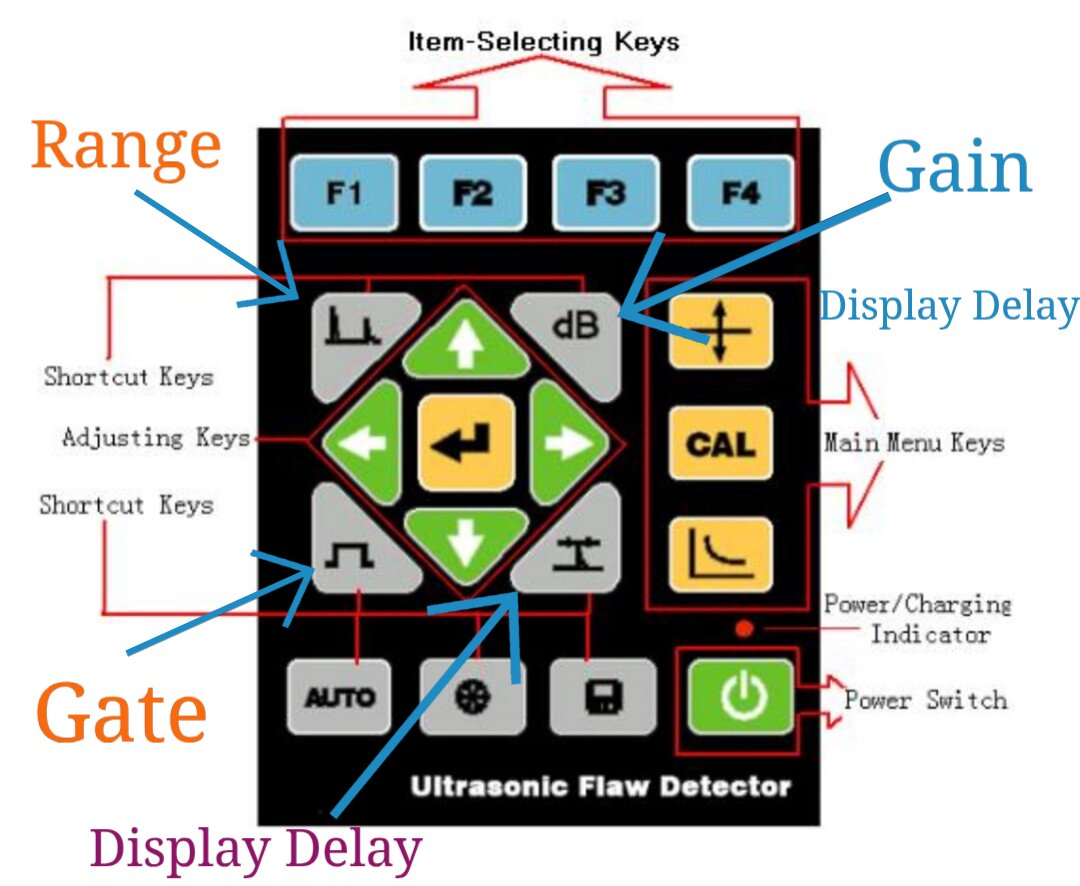
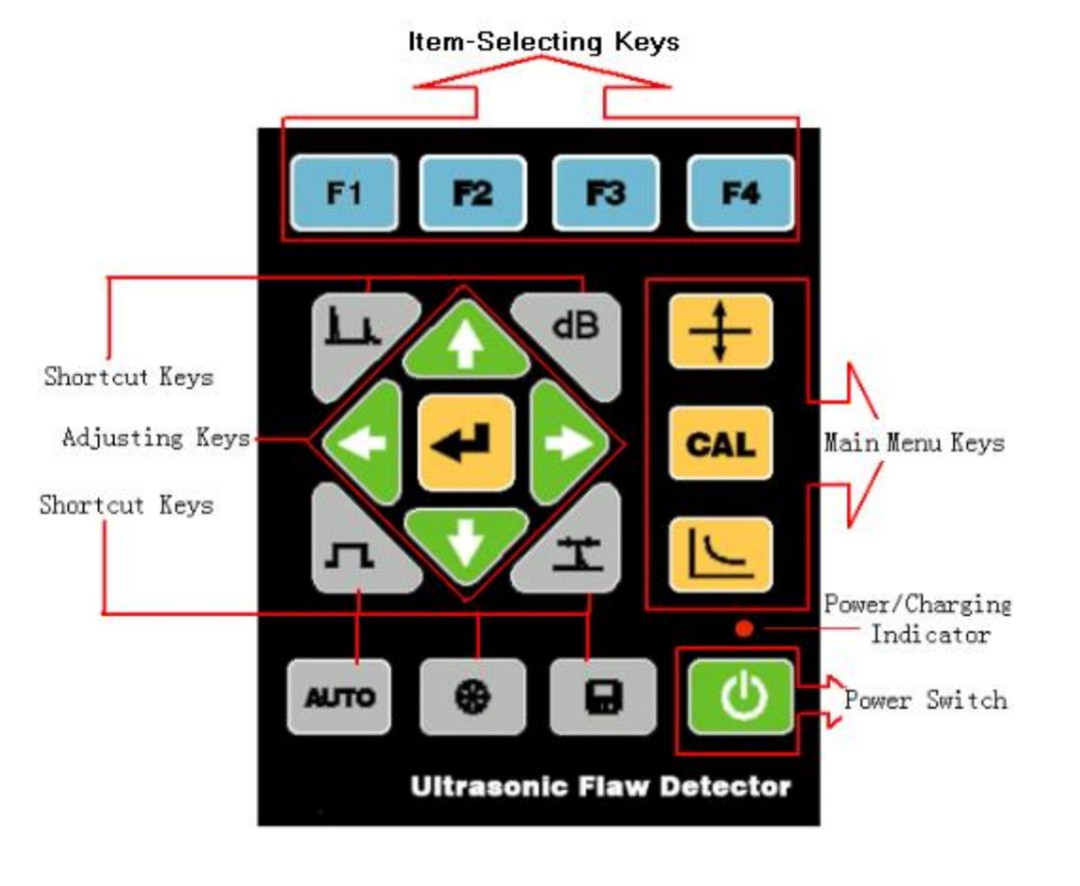
در بالا کلیدهای میانبری ( Short Cut ) برای دسترسی راحت تر داده شده فرضا کلید کنار فلش روبه بالا سمت چپ ، Range را داده که با زدن آن کرسر در صفحه روی آن میرود مطابق شکل پائین سمت راست صفحه ( قسمتی که بک کالر آن مشکی شده ) و با فلش ها می توانید آنرا کم و زیاد کنید.
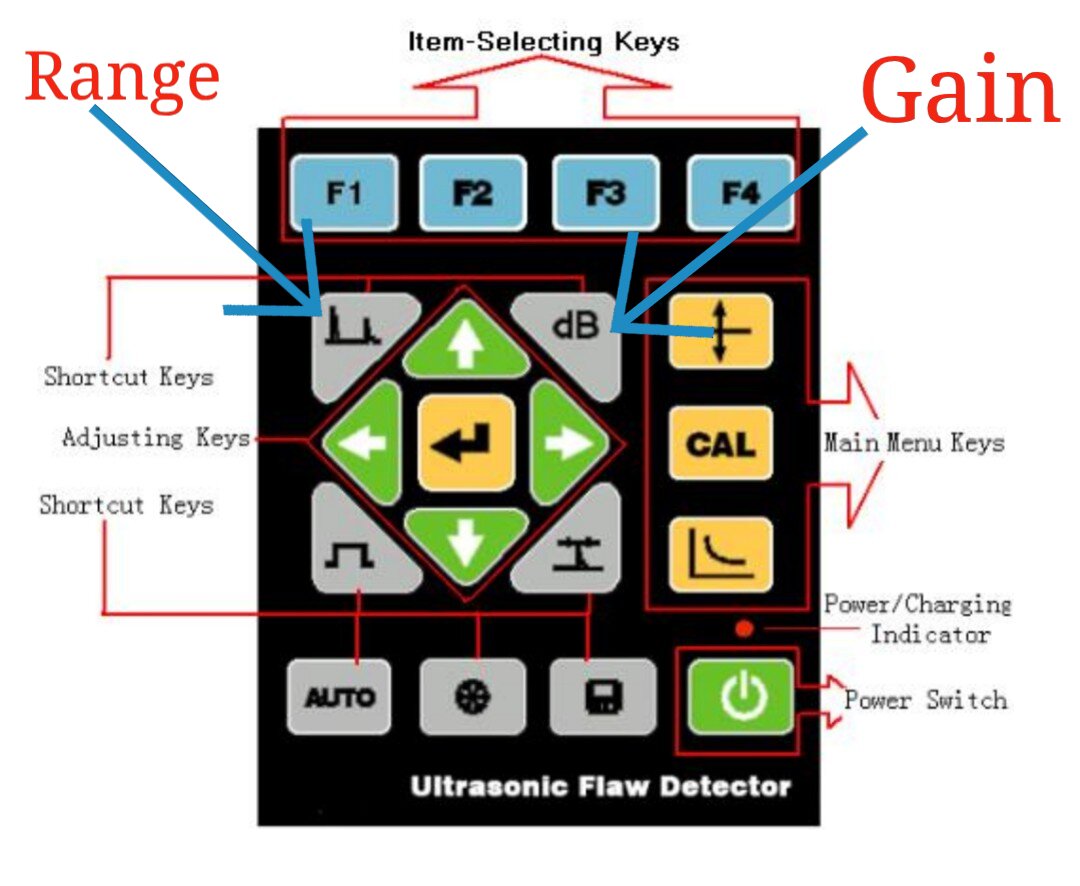
کلید dB همان Gain است که با زدن آن کرسر ( بک گراند مشکی ) روی dB در قسمت سمت راست میرود و با فلش ها می توانید کم یا زیاد کنید.
کالیبراسیون قبل از انجام کار :
برای نتیجه بهتر کار می بایست ابتدا کار کالیبراسیون را انجام داد :
- فشردن دکمه CAL خلاصه Calibration
منوی AWS D1.1 :
- فشردن دکمه ای که شبیه یک منحنی است ( سمت چپ بالای دکمه خاموش روشن ) احتمالا 3 بار تا صفحه سوم نمایش داده شود و متن AWS با زدن دکمه زیر آن ( منظور F1 تا F4 )
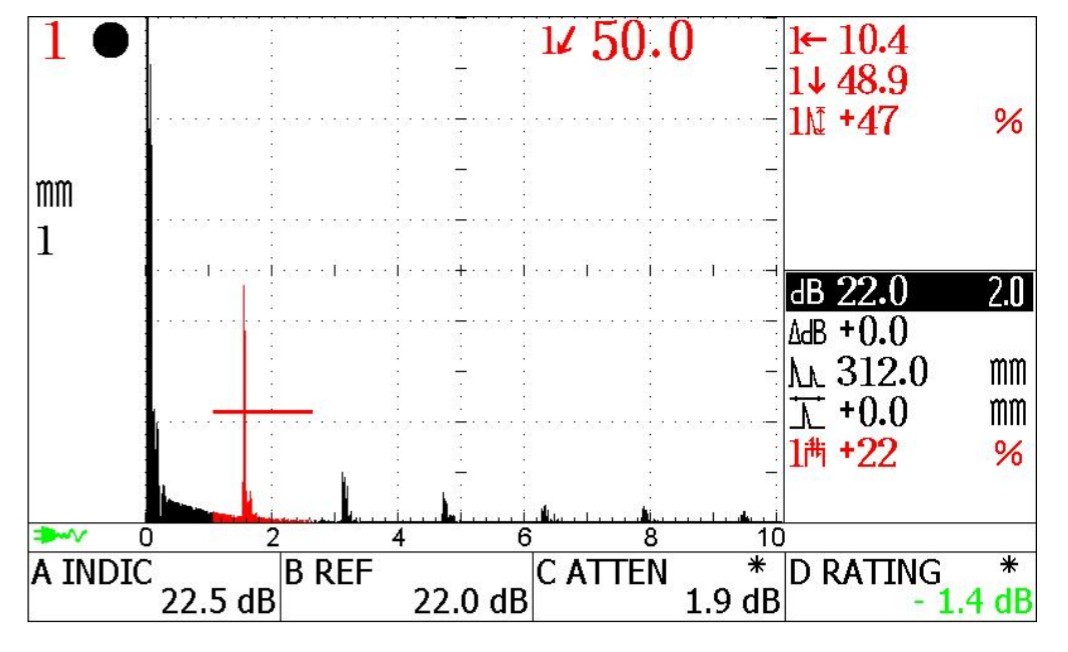
A INDIC :
مقدار GAIN که با آن دامنه موج انعکاس عیب شناسایی شده تا ۵۰٪ تنظیم میشود.
B REF :
مقدار GAIN که با آن دامنه موج اکوی عیب مرجع شناسایی شده تا 50 درصد تنظیم می شود. ( AWS STANDARD BLOCK )
C ATTEN : ضریب تضعیف
C=0.079(dB/m m ) × (S-25.4m m ), if S≤25.4m m , C is fixed to 0
D RATING یا درجه کلاس عیب
D=A-B-C
مقدار D RATING بزرگتر عیب کوچک را ثابت می کند .
سطح A بیشترین حساسیت را دارد و صرفنظر از طول Reject است .
سطح B عیب های متوسط است و با دارا بودن طول بالاتر از 19 میلیمتر Reject است.
سطح C عیب های کوچک است و با دارا بودن طول بالاتر از 50 میلیمتر Reject است.
سطح D صرفنظر از طول Accept است.
دستورالعمل کاربردی :
خلاصه :
1- گرفتن بالاترین اکو از سوراخ 1.5 میلیمتری بلوک V1 و فشردن دکمه Auto ( اتومات به 50 درصد صفحه میرساند ) ... حتما بالاترین اکو را دریافت کنید !!! سپس دکمه F2 را فشار دهید که B ref یا reference level ثبت گردد
Get max echo from SDH-> Auto -> F2
2- پراب را روی قطعه مورد آزمون حرکت دهید .ماکزیمم سیگنال را در صفحه بگیرید ، دکمه Auto را فشار دهید که تا 50 درصد صفحه تنظیم شود سپس کلید F1 را فشار دهید ( A INDIC )
که بعد از زدن دکمه F1 در قسمت 2 ، اتومات مقدار C یا Attenuation factor و D RATING یا کلاس عیب ( رجوع به جدول 8.2 یا 8.3 استاندارد AWS D1.1 ) محاسبه و قابل مشاهده است . برای خروج از این صفحه دو مرتبه دکمه ای که شبیه منحنی در بالای دکمه روشن خاموش است را فشار دهید.
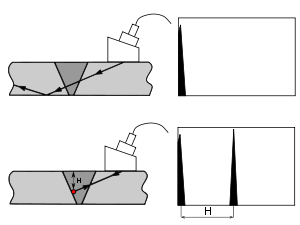
اندازه گیری یا سایزینگ ناپیوستگی در دستگاه UT
طبق استاندارد AWS D1.1 ترک ، عدم ذوب یا نفوذ صرفنظر از سایز مردود است .
تکنیک 6dB Drop یا کاهش 6 دسیبل ( به gain دستگاه کاری نداریم که کاهش بدیم ) :
ماکزیمم ارتفاع را از عیب میگیریم در تصویر وسط به 76 درصد ارتفاع صفحه رسیده با عقب و جلو کردن فقط پراب... سپس به جلو می کشیم تا ارتفاع صفحه به نصف 76 درصد یعنی 38 درصد افت کند عمق را میخوانیم( تصویر اول ) دوباره پراب را به عقب می کشیم تا جایی که سیگنال باز هم به همان 38 درصد افت پیدا کند عمق را می خوانیم و با کسر این دو ارتفاع عیب مشخص میشود.


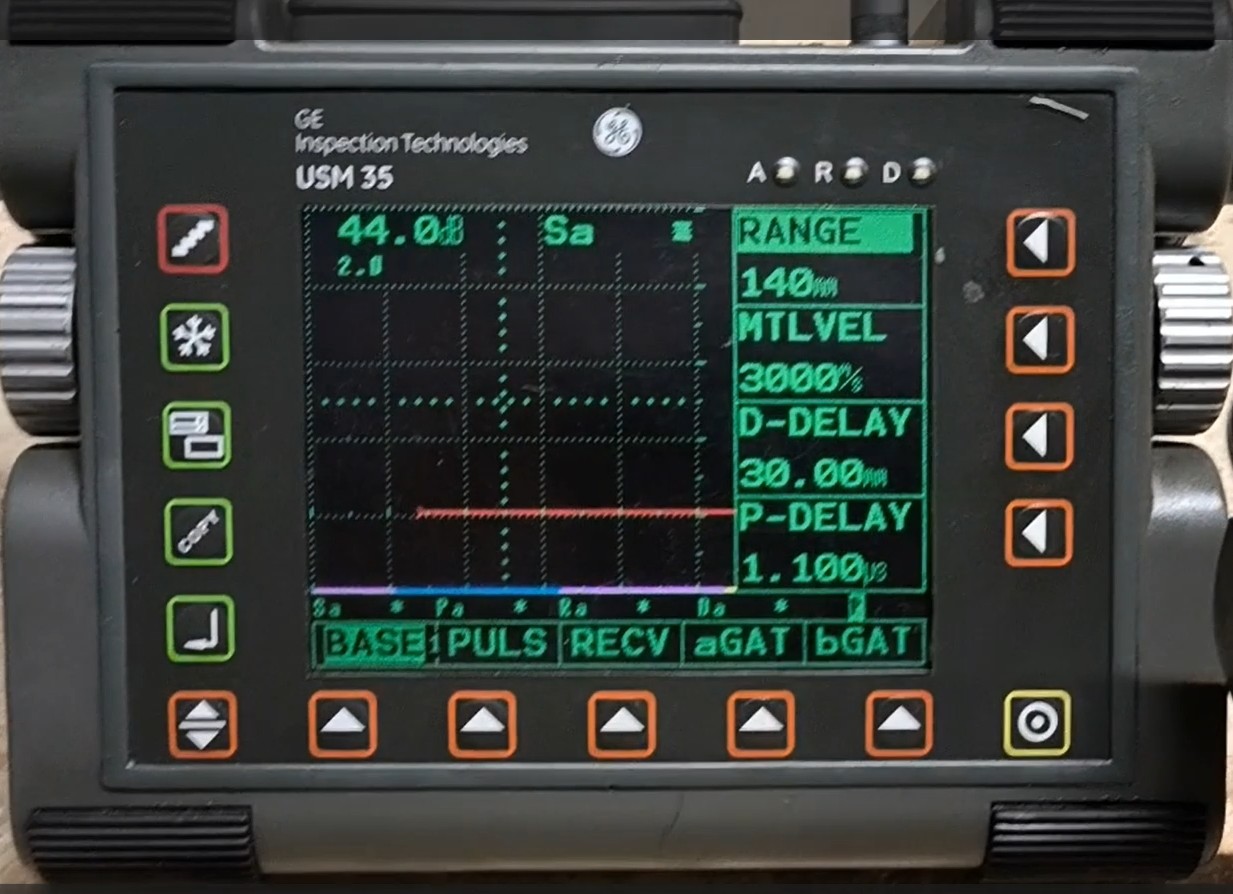
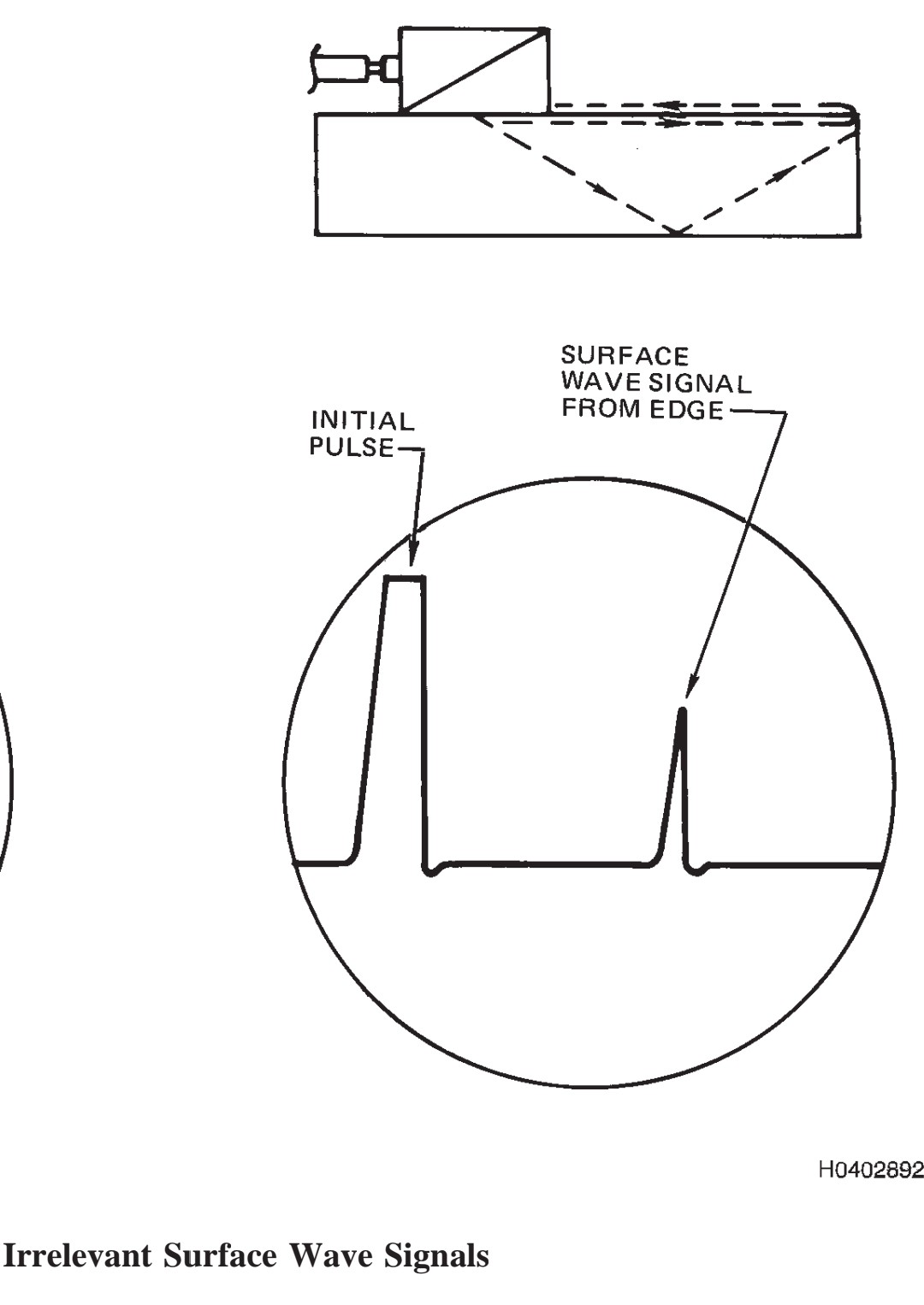
کالیبره محور افقی و عمودی دستگاه التراسونیک امواج عرضی
-جهت کالیبره محور افقی یا time base از انحنا با شعاع 100 میلیمتر بلوک v1 سیگنال میگیریم جایی که ماکزیمایز شد اولی را با Probe delay و آخری را با Material Velocity به 100 و 200 میرسانیم البته ممکن است اینکار چند بار با gate چک شود تا همین اعداد را نمایش دهد .
-هر جا که سیگنال اول به حداکثر ارتفاع رسید میشود نقطه ایندکس پراب
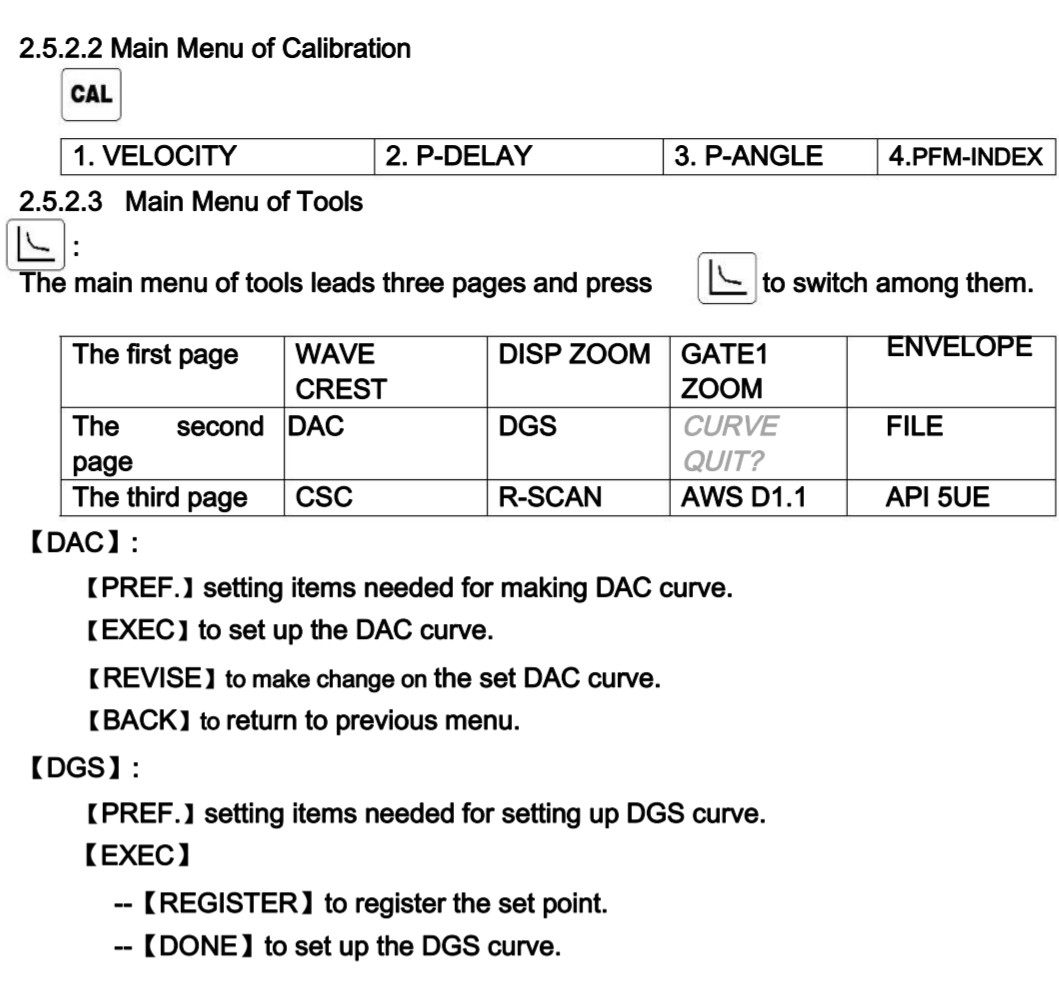
8.27.2 Shear Wave Mode (Transverse)
8.27.2.1 IndexPoint.The transducer sound entiy point (indexpoint) shall be located or checked by the following procedure:
(1) The transducer shall be set in position D on the IIW type block
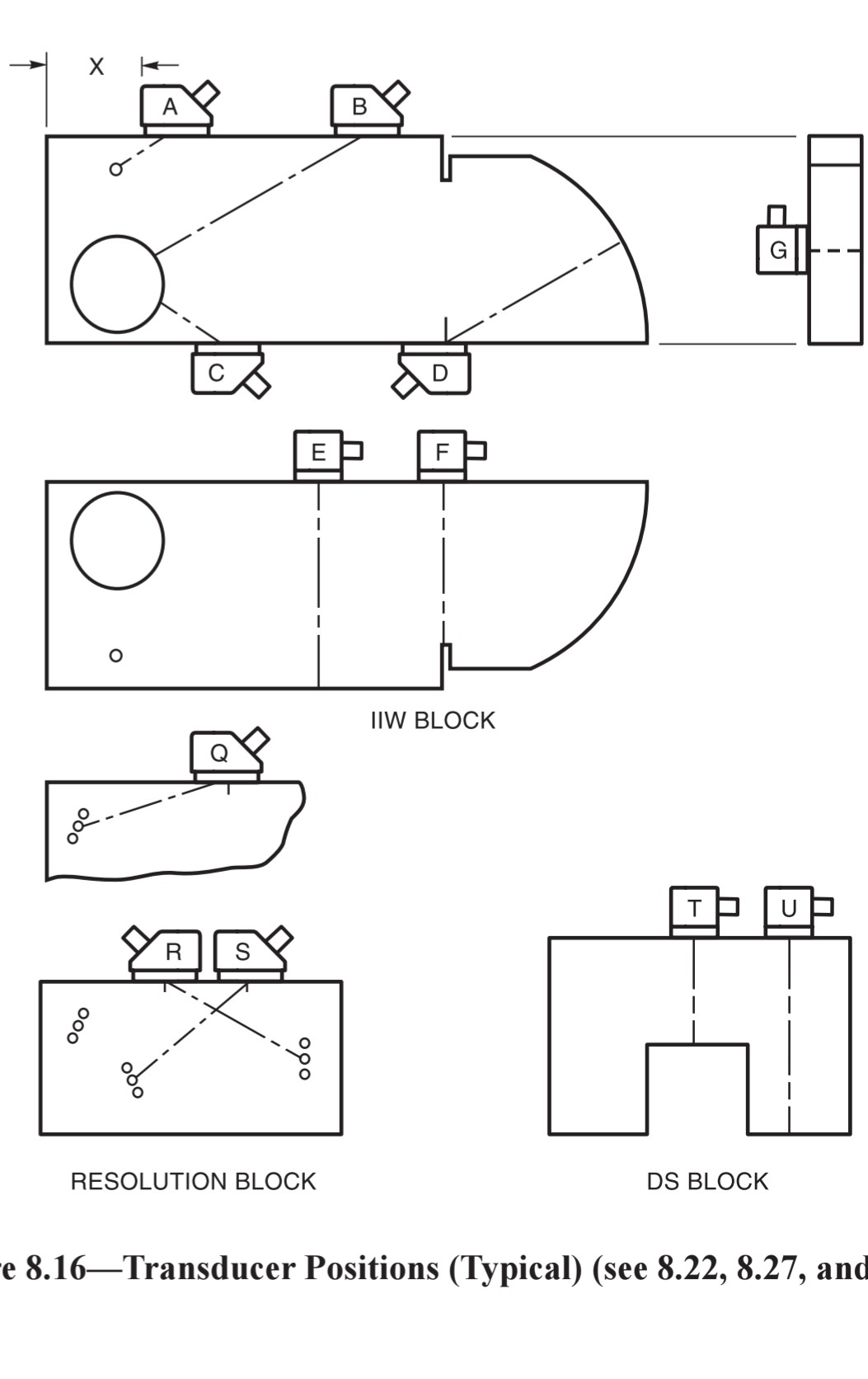
(2) The transducer shall be moved until the signal from the radius is maximized.The point on the transducer which aligns with the radius line on the calibration block is the point of sound entry (seeAnnexG,G2.lf or alternative method).
8.27.2.2 Angle. The transducer sound-path angle shall be checked or determined by one of the following procedures (1) The transducer shall be set in position B on IIW type block for angles 40°through 60°,or in position C on IIW type block for angles 60°through 70° (seeFigure8.16).
(2) For the selected angle,the transducer shall be moved back and forth over the line indicative of the transducer angle until the signal from the radius is maximized.The sound entry point on the transducer shall be compared with the angle mark on the calibration block (tolerance±2°) (see Annex G,G2.2 for alternative methods).
8.27.2.3 Distance Calibration Procedure.The transducer shall be set in position D on an IIW type block(anyangle).Theinstmmentshallthenbeadjustedtoattainoneindicationat4in[100mmonametricblock]andasecondindicationat8in[200mmonameti-icblock]or9in[225mmonametricblock](seeAnnexG,G2.3foralternativemethods).8.27.2.4AmplitudeorSensitivityCalibrationProcedure.Theti·ansducershallbesetinpositionAontheIIWtypeblock(anyangle).Themaximizedsignalshallthenbeadjustedfromthe0.060in[1.59mm]holetoattainahorizontalreference-lineheightindication(seeAnnexG,G2.4foralternativemethod).Themaxinmmdecibelreadingobtainedshallbeusedasthe"ReferenceLevel,b"readingontheTestRepo1tsheet(Annex0,Fom10-11)inconfonnancewith8.22.1
درجه عیب طبق استاندارد AWS D1.1
ضریب تضعیف ( c ) : کسر کردن 25 میلیمتر از مسافتی که صوت طی کرده ( در صورت میلیمتر بودن ) و سپس حاصل آن ضرب در 0.08
8.25.6.4 Attenuation Factor.The “Attenuation Factor, (c),” on the test report shall be attained by subtracting 1 in[25 mm] from the sound-path distance and multiplying the remainder by 2 for U.S. Customary Units or by 0.08 for SI Units.The factor (c) shall be rounded to the closest significant decimal place (0.1). Values less than 0.05 shall be reduced to the lower 0.1 and those of 0.05 or greater increased to the higher 0.1.
درجه عیب :
d=a-b-c
8.25.6.5 Indication Rating.The Indication Rating, (d)," in the UT Report, Annex O, Form O–11, represents the algebraic difference in decibels between the indication level and the reference level with correction for attenuation as indicated in the following expressions:Instruments with gain in dB: a – b – c = d Instruments with attenuation in dB: b – a – c = d The indication rating shall be rounded to the nearest whole number (1 dB) value. Resulting decimal values less than 0.5 dB shall be rounded down and those of 0.5 dB or greater shall be rounded up.
ارزیابی سایز ناپیوستگی با 6 دسیبل کاهش
8.29.2 Angle-Beam (Shear) Testing.The following procedure shall be used to determine lengths of indicationswhich have dB ratings more serious than for a Class D indication. The length of such indication shall be determined bymeasuring the distance between the transducer centerline locations where the indication rating amplitude drops 50%(6 dB) below the rating for the applicable discontinuity classification. This length shall be recorded under “discontinuitylength” on the test report. Where warranted by discontinuity amplitude, this procedure shall be repeated to determine thelength of Class A, B, and C discontinuities.
8.25.8 Basis for Acceptance or Rejection.Each weld discontinuity shall be accepted or rejected on the basis of its indication rating and its length, in conformance with Table 8.2 for statically loaded structures or Table 8.3 for cyclically loaded structures, whichever is applicable. Only those discontinuities which are unacceptable need be recorded on the testreport, except that for welds designated in the contract documents as being “Fracture Critical,” acceptable ratings that are within 6 dB, inclusive, of the minimum unacceptable rating shall be recorded on the test report.

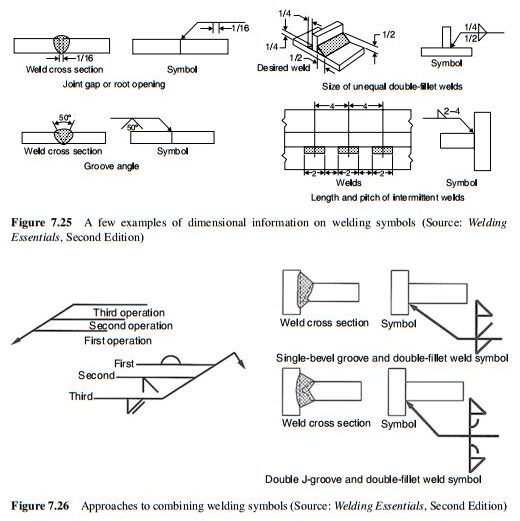
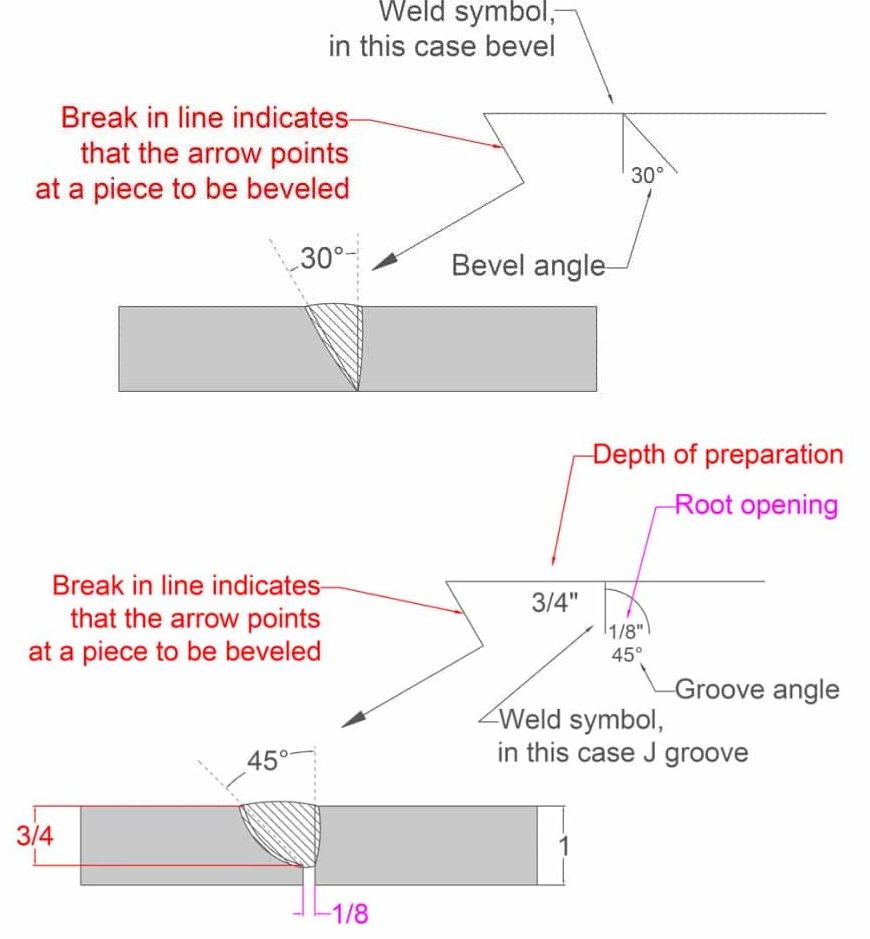
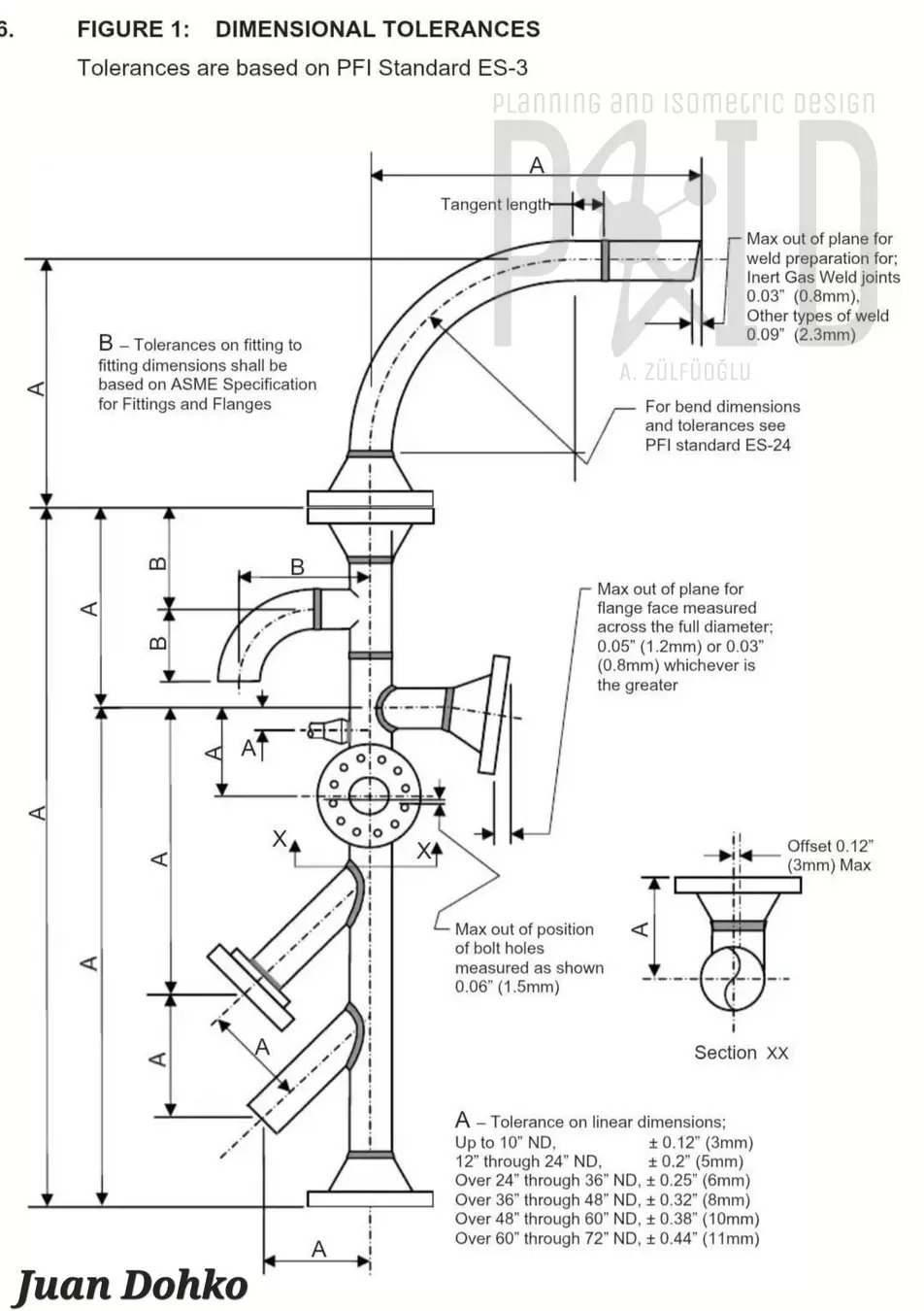
Welding symbol
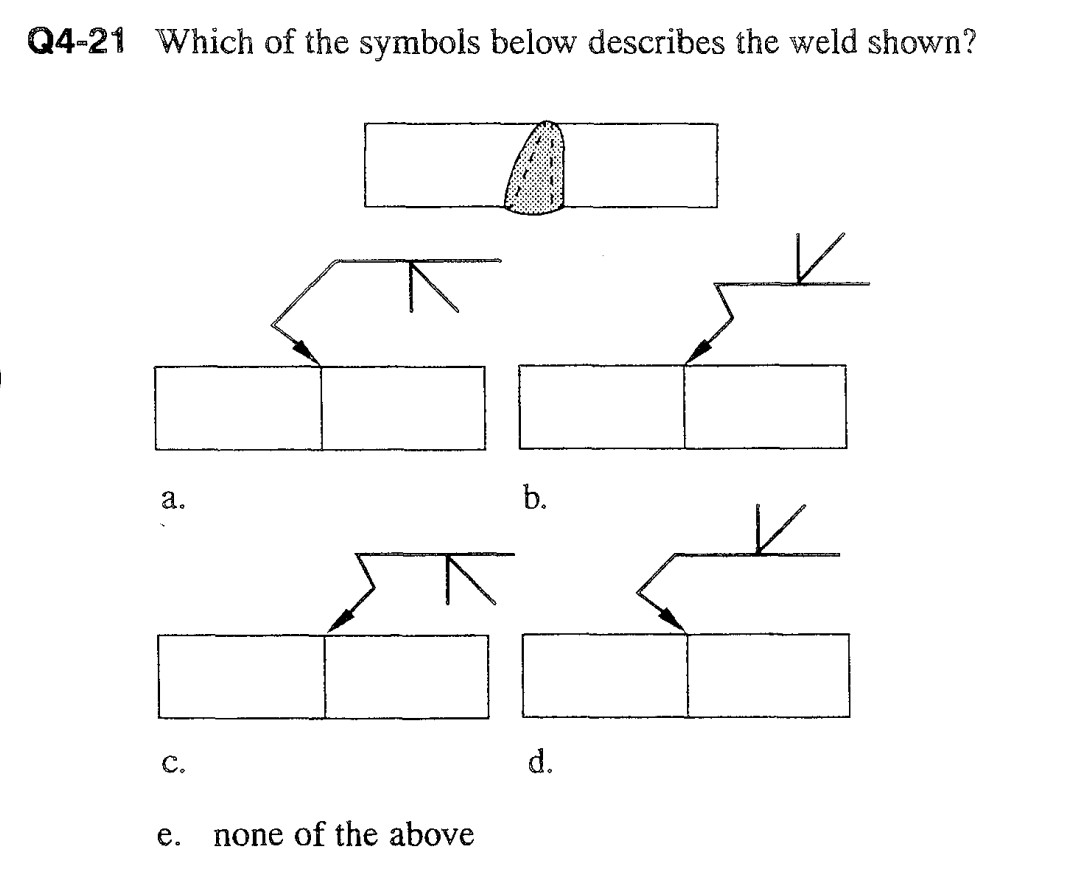
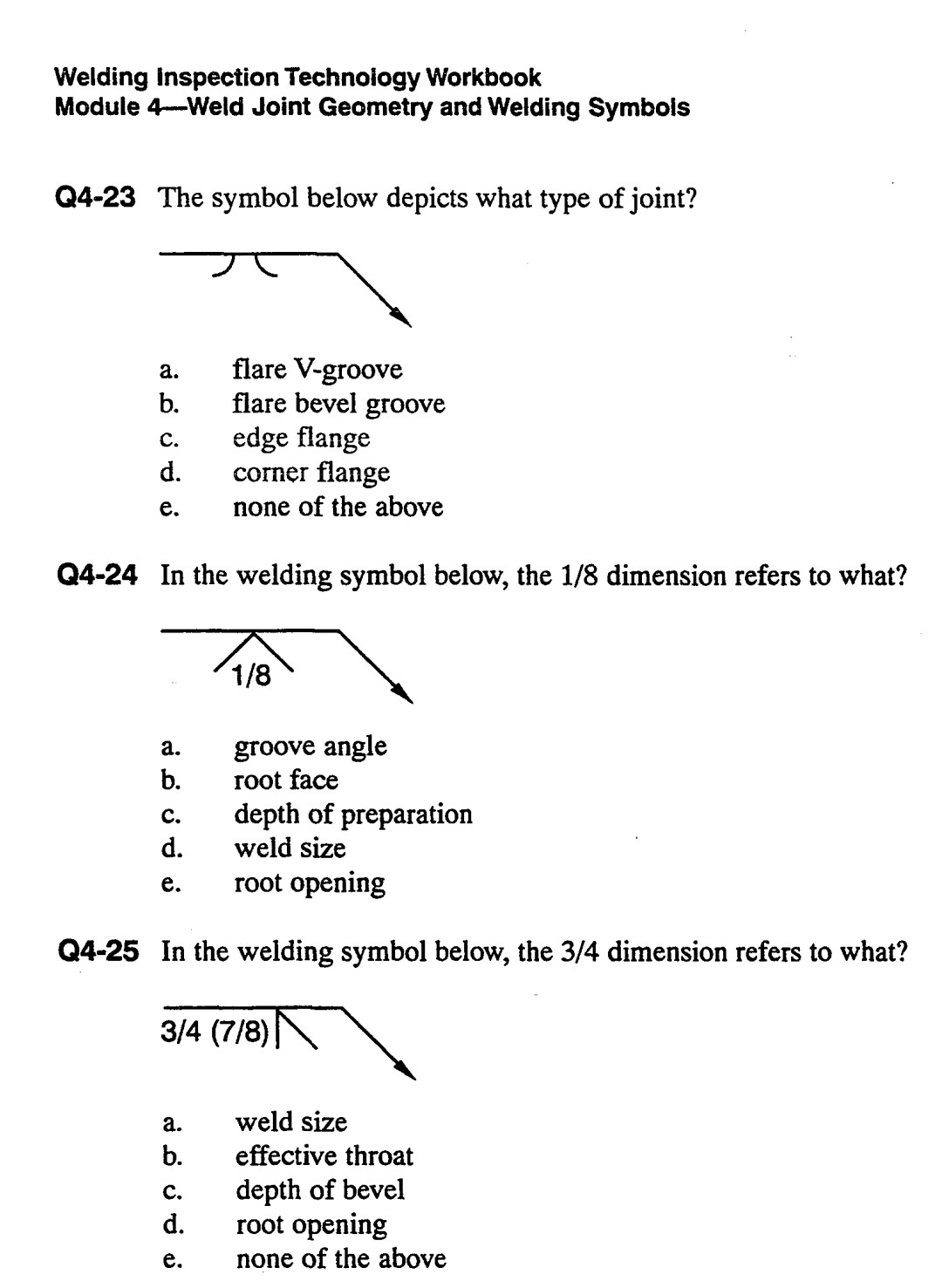
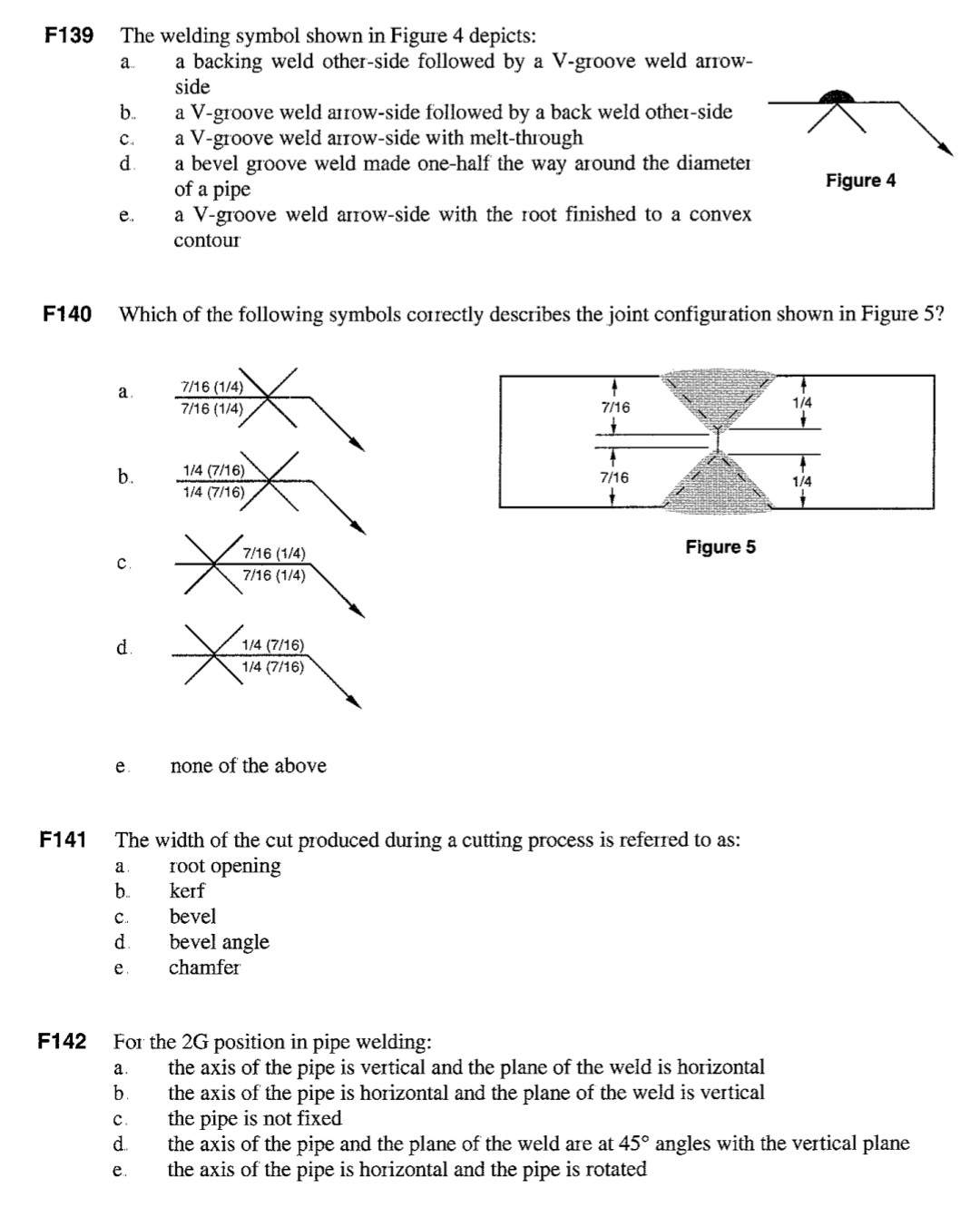
What do the numerical figures on the welding symbol below indicate?
Answer:
- 1/8 inch root opening
- 45˚ included angle
- ¾ inch depth of groove preparation
- 7/8 inch weld size (meaning the weld must penetrate an additional 1/8 inch beyond the depth of groove preparation
What is the maximum size of a crack allowed by AWS D1.1 when performing visual inspection (VT) for cyclically loaded nontubular connections?
Answer: Zero. Any crack shall be unacceptable, regardless of size or location.
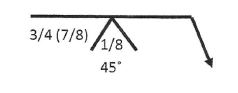
What is the maximum fillet weld size along the edge of a lap joint when the base metal has a thickness of ¼ inch [6mm] or more?
Answer: The thickness of the upper member minus 1/16 inch [2mm] as shown below.
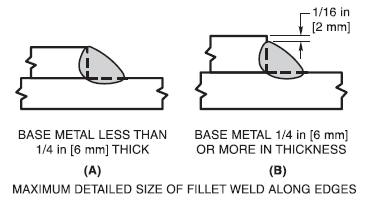
a. 35-degree bevel-groove weld preparing the vertical member, 1/8 root opening having depth of bevel preparation of 1/2 and weld size of 5/8 reinforced by a ¾ fillet weld finished convex by grinding.
b. 35-degree bevel-groove weld preparing the horizontal member, 1/8 root opening having depth of bevel preparation of 1/2 and weld size of 5/8 reinforced by a ¾ fillet weld finished convex by grinding.
c. 35-degree bevel-groove weld preparing the vertical member, 1/8 root opening having depth of bevel preparation of 5/8 and weld size of 1/2 reinforced by a ¾ fillet weld finished convex by grinding.
d. 35-degree bevel-groove weld preparing the vertical member, 1/8 root opening having depth of bevel preparation of 1/2 and weld size of 5/8 reinforced by a ¾ fillet weld finished concave by grinding.

سوالات آزمون بازرسی جوش
عدم نفوذ اتصال توسط کدامیک از موارد زیر می تواند ایجاد شود ؟ ( به طرح اتصال joint design ، سرعت جوشکار travel speed و قطر الکترود electrode dia می تواند ربط داشته باشد )
Incomplete joint penetration can be caused by which of the following?
(A) insufficient root opening
(B) excessive travel speed
(C) excessive electrode diameter
(D) all of the above
(E) only A and C above
گازهای مورد استفاده در جوشکاری
گاز آرگون :
اغلب بعنوان گاز خنثی یا inert gas نامیده میشود و با ترکیب با کمی از سایر گازهای مثل اکسیژن و دی اکساید جهت تاثیر خواص حوضچه مذاب در جوشکاری MIG/MAG استفاده میشود.
دی اکسید کربن :
یک گاز محافظ رایج در جوشکاری MIG مخصوصا برای فولاد
اکسیژن:
اضافه کردن آن می تواند باعث نفوذ و سیالیت شود
نیتروژن :
اضافه کردن آن باعث افزایش نفوذ و ثبات قوس می شود.
هیدروژن :
اضافه کردن آن باعث افزایش سرعت جوشکاری و عمق نفوذ می شود.
خواص روکش الکترود و مزیت و معایب روش SMAW
پوشش الکترود، موارد زیر را فراهم میکند:
۱. محافظت ( Shielding )
مقداری از پوشش تجزیه میشود تا یک محافظ گازی برای فلز مذاب تشکیل دهد.
۲. اکسیداسیون ( DeOxidation )
پوشش یک عمل فلاکسینگ برای حذف ناخالصیها و اکسیژن و سایر گازهای جوی فراهم میکند.
۳. آلیاژسازی ( Alloying )
پوشش عناصر آلیاژی اضافی را برای رسوب جوش فراهم میکند.
۴. یونیزه کردن ( Ionizing )
هنگامی که پوشش فلاکس ذوب میشود، ویژگیهای الکتریکی را برای افزایش پایداری قوس بهبود میبخشد.
۵. عایقبندی ( Insulating )
سرباره جامد شده یک پوشش عایق برای کاهش سرعت خنک شدن فلز جوش فراهم میکند.
مزیت های روش جوشکاری SMAW :
- استفاده در Shop یا Field
- منبع تغذیه تقریبا ارزان
- قابل حمل
- جوشکاری در تمام وضعیت ها
- جوشکاری اکثر آلیاژها
معایب روش جوشکاری SMAW :
- به مهارت خیلی بالای جوشکاری نیاز است
- نرخ رسوب خیلی پائین است
- حذف سرباره ( Slag )
- نحوه انبارش الکترودها باید در نظر گرفته شود
- کمانش یا انحراف قوس ( arc blow )
برای کاهش اثر arc blow یا انحراف قوس چندین راه جایگزین می تواند امتحان شود :( خنثی کردن اثر میدان مغناطیسی )
- تغییر جریان الکتریکی ( قطبیت ) از DC به AC.
- تاحدممکن قوس کوتاه بماند. یا استفاده از سیم الکترود نازکتر
- کاهش آمپر
- استفاده از تکنیک back-step .
- پیچش ( Wrapping ) کابل دور قطعه کار.
- ضمیمه کردن یک ورق در زیر پایین درز جوش که از قطعه کار بیرون زده
28 تیر 1404

دونالد ترامپ رئیس جمهور آمریکا در اظهاراتی درباره تحولات خاورمیانه، بار دیگر ادعاهای خود را درباره آسیب به قابلیتهای هستهای ایران تکرار کرد و در ادامه از آزادی ۱۰ اسیر صهیونیست در غزه در آینده نزدیک خبر داد.
27 تیر 1404

«پیت هگست» وزیر دفاع آمریکا گزارشهای خبری مبنی بر اینکه حملات آمریکا تنها یکی از سه سایت اصلی هستهای ایران را نابود کرده است، رد کرد.
به گزارش خبرآنلاین، هگست روز جمعه در جمع خبرنگاران گفت: «هرچه گزارشها بیشتر میشوند و اطلاعات بیشتری بهدست میآوریم، بیشتر متوجه میشویم که این حملات تا چه اندازه برای هر سه سایت هستهای ایران ویرانگر بودهاند.»
.
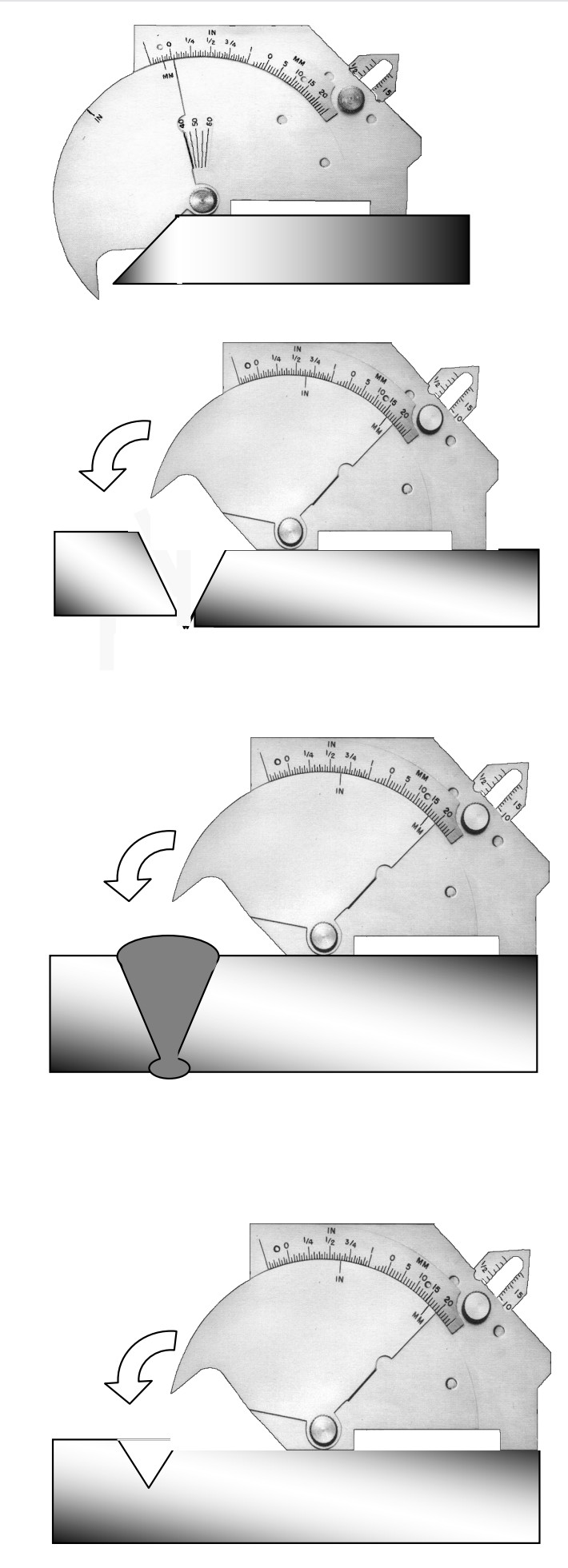
گیج بازرسی کمبریج
احمد زیدآبادی، روزنامه نگار در کانال تلگرامی خود نوشت:
هیئت حقیقتیاب!
من هر روز منتظرم که یک هیات حقیقتیاب برای تحقیق بیطرفانه و علمی در بارهٔ چگونگی نفوذ دستگاه جاسوسی اسرائیل در داخل کشور و تعیین تقصیر و قصور همهٔ نهادها و مسئولان زمینهساز آن تشکیل شود و بر اساس نتایج تحقیق، پالایشی اساسی برای مسدود کردن راههای آن صورت گیرد.
عقیده بنده : و بهمین خیال باش هیچکس حتی اسرائیل نمیذاره مردمش متوجه شوند چون به ضرر خودشونه !!!

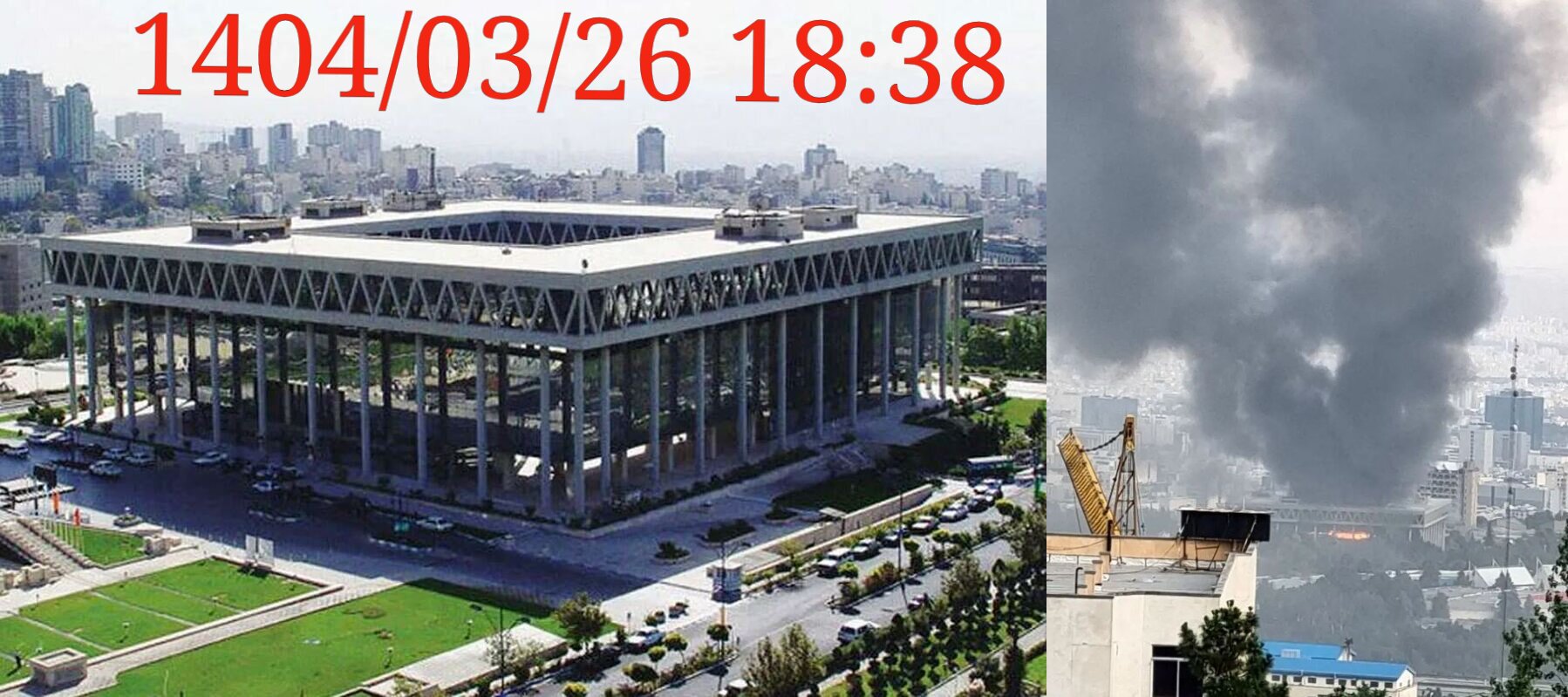
جزییات بیشتری از حمله اسرائیل به جلسه شورای عالی امنیت ملی ایران در جریان جنگ ۱۲ روزه منتشر شده است. خبرگزاری فارس، نزدیک به سپاه پاسداران، که این اطلاعات را منتشر کرده، گفته است: «با توجه به دقت اطلاعاتی که دشمن برای این حمله داشته، احتمال وجود عامل نفوذی در حال بررسی است.» پیشتر مسعود پزشکیان رئیس جمهور، علی لاریجانی مشاور رهبر و محسن رضایی، فرمانده پیشین سپاه، از حمله اسرائیل به جلسه شورای عالی امنیت ملی خبر داده بودند.
فارس بدون اشاره به منبع خبرش در این زمینه، نوشته: «پیش از ظهر روز دوشنبه ۲۶ خرداد، درحالیکه جلسه شورایعالی امنیت ملی با حضور روسای سه قوه و دیگر مقامات ارشد در طبقات زیرین یک ساختمان در غرب تهران» برگزار شده بود که این حمله رخ داد.

رسمَست هرکه داغ ِ جوان دید، دوستان
رأفت برند حالت ِ آن داغ دیده را
یک دوست زیر بازوی ِ او گیرد از وفا
وان یک ز چهره پاک کند اشکِ دیده را
آن دیگری بر او بِفشانَد گُلاب و شَهد
تا تقویت کند دلِ مِحنِت چَشیده را
یک جمع دَعوَتَش به گُل و بوستان کنند
تا بر کنندش از دل خارِ خَلیده را
جمعِ دگر برای تسلّایِ او دهند
شرح ِ سیاه کاریِ چرخِ خمیده را
القصّه هر کَسی به طریقی ز روی ِ مِهر
تسکین دهد مصیبتِ بر وی رَسیده را
آیا که داد تسلیتِ خاطرِ حسین؟
چون دید نعشِ اکبرِ در خون تپیده را
آیا که غمگساری و اَندُه بَری نمود
لیلایِ داغ دیدهٔ زَحمت کَشیده را
بعد از پسر دلِ پدر آماجِ تیر شد
آتش زدند لانهٔ مرغِ پریده را
سیگنال ترک ، عدم ذوب ریشه و عدم نفوذ در تست آلتراسونیک )
اسلام هیچگاه شکست نخورده

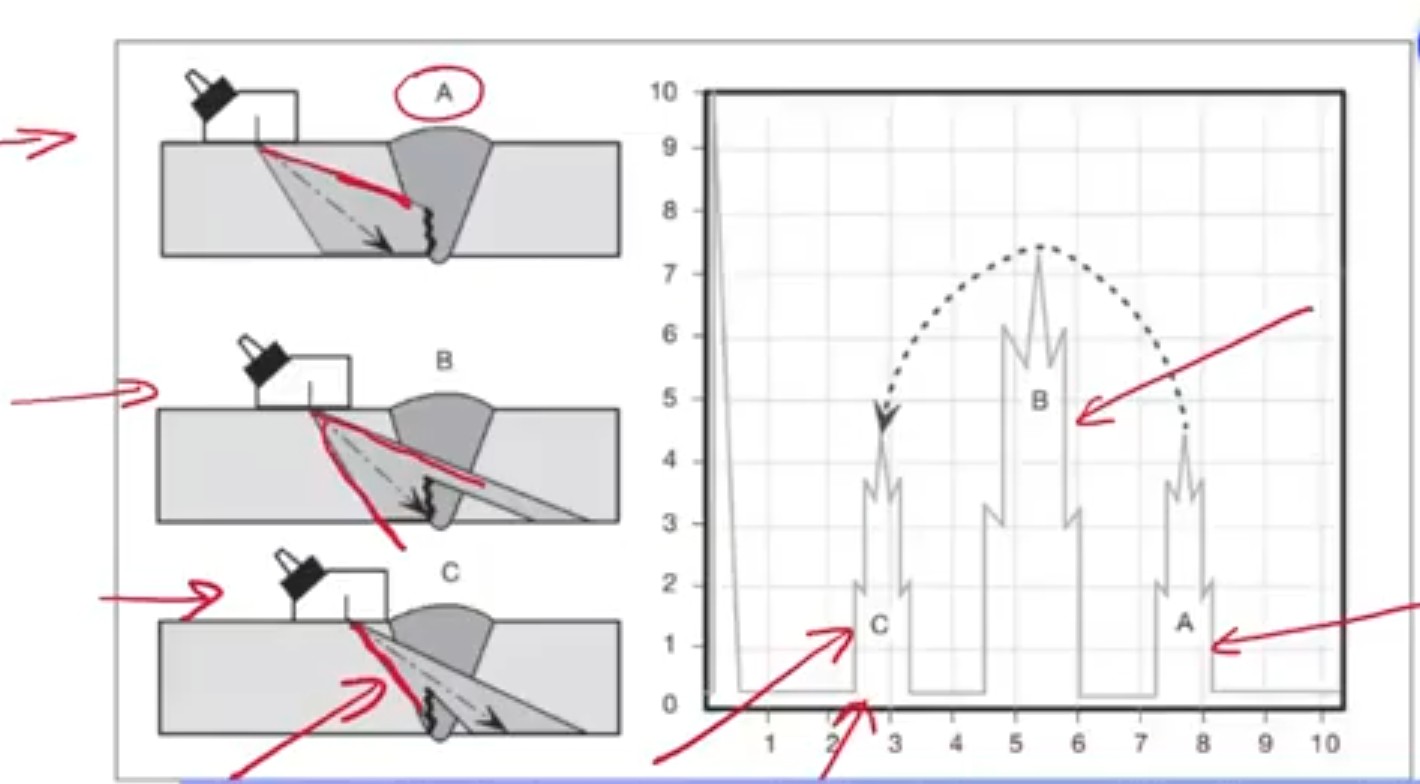
در مورد ترکها، معمولاً وجوه ترکها همراه با سیگنال انکسار یافته از نوک قابل مشاهده هستند و هنگامی که پروب کج ( Skewed) میشود، سیگنال در مقایسه با سیگنال عدم جوش خوردگی ریشه ( LOF ) ، طولانیتر باقی میماند. سیگنال بازتابنده همچنین دارای پایه پهنتری نسبت به عدم جوش خوردگی ریشه خواهد بود. ویژگیهای عدم جوش خوردگی ریشه ( LOF ) مشابه عدم جوش خوردگی دیواره جانبی ( Sidewall fusion ) خواهد بود، اما میتواند ناهموارتر و کمی بیشتر باشد.
مشخصات سیگنال LOP : سیگنال مربوط به عدم نفوذ ریشه معمولاً دارای پایه پهن و دامنه ( Amplitude ) بالایی است. سیگنال آن معمولاً هنگام کج شدن پروب برای مدت کوتاهی ادامه مییابد.
24 خرداد 1404 درپی حمله صبح جمعه اسرائیل به ایران و حذف چندین تن از سرداران سپاه و دانشمندان هسته ای توسط عوامل نفوذی و غفلت اطلاعات ایران:
باشگاه خبرنگاران جوان - سازمان اطلاعات سپاه هشدار داد که هرگونه همکاری با موساد اشد مجازات را در پیدارد.
در این اطلاعیه آمده است: برابر مادههای ۶، ٧، ٨ و ١٠ قانون مقابله با اقدامات خصمانه رژیم صهیونیستی، هرگونه همکاری اطلاعاتی با موساد، تعامل یا تبادل اطلاعات با افراد رسمی و غیررسمی رژیم صهیونیستی و هرگونه اقدام فرهنگی، رسانهای، تبلیغی و مساعدت در جهت تأیید یا تقویت و تحکیم رژیم صهیونیستی، جرم بوده و مرتکب به اشد مجازات قانونی محکوم خواهد شد.

24 خرداد 1404 ( عصر ) ساعتی پیش یک ریزپرنده اسرائیل به پالایشگاه فجر جم در بخش خشکی فاز ۱۴ پارس جنوبی برخورد کرد و سبب انفجار مهیب در این پالایشگاه شد.
بر اثر این انفجار بخشی از پالایشگاه فجر جم فاز ۱۴ پارس جنوبی دچار آتشسوزی شده است
هنوز از میزان خسارت احتمالی این انفجاز خبری در دست نیست.
نیروهای پدافند و امدادی با موفقیت در حال مدیریت اوضاع هستند و جای نگرانی نیست.

به گزارش خبرآنلاین، تقریباً تمام موشکهایی که ایران در این موج شلیک کرد، مدلهای ۲۰ تا ۳۰ سال پیش بودند، اما به تک موشک نسل جدیدتری که به حیفا برخورد کرد نگاه کنید. بعد ببینید برق قطع میشود. صبر کنید تا ایران ذخایر قدیمی خود را خالی کند،آن وقت اوضاع برای این رژیم نسلکش جالبتر خواهد شد.




26 خرداد 1404 ساعت 17:30
14 دقیقه قبل از اصابت به صداوسیما اعلام کرده بودند سحر امامی ساعت 18:35 در حال خواندن اعلامیه نسبت به مجازات جاسوسان ستون پنجم بود که انفجاری رخ داد.


سه شنبه 27 خردادماه 1404
رئیسجمهور آمریکا، که برای نشست گروه ۷ در کانادا حضور داشت، با انتشار پیامی تند در شبکه اجتماعی Truth Social، از همه مردم تهران خواست فوراً پایتخت را ترک کنند. این پیام هشدارآمیز و بیسابقه، همزمان با اوج گرفتن حملات هوایی متقابل میان ایران و اسرائیل و انفجارهای گسترده منتشر شد.
ترامپ در پیام خود تأکید کرد: «ایران باید توافقی را که به آنها گفتم، امضا میکرد. چه تأسفبار و چه اتلاف جان انسانها. بهصراحت اعلام میکنم ایران نباید به سلاح هستهای دست پیدا کند. بارها این را گفتهام! همه باید فوراً تهران را تخلیه کنند!»
16 hours ago · این اظهارات در حالی بیان میشود که گمانهزنیها درباره احتمال پیوستن آمریکا به حملات نظامی اسرائیل علیه ایران بهسرعت در حال افزایش...
یکشنبه 1404/04/01
«دونالد ترامپ» رئیسجمهور آمریکا روز یکشنبه و پس از سخنرانی خود در پی اقدام تجاوزکارانه در حمله به تاسیسات هستهای ایران، از ایران خواست که به این اقدام پاسخ ندهد!
ترامپ در پیامی که نشان از وحشت او از اقدام تلافیجویانه ایران دارد، نوشت: هر اقدام تلافیجویانه از جانب ایران علیه ایالات متحده آمریکا با نیرویی بسیار بیشتر آنچه امشب دیدید، پاسخ داده خواهد شد».
ایران پیش از این تهدید کرده بود به هر اقدام تجاوزکارانه آمریکا، پاسخ قاطع میدهد
به گزارش خبرآنلاین، به نقل از پایگاه خبری النشره، ولادیمیر پوتین رئیس جمهور روسیه از اینکه دنیا به سمت جنگ جهانی سوم پیش میرود، ابراز نگرانی کرد.
وی در گفتگو با خبرنگاران در این خصوص ابراز داشت: اوضاع نگران کننده است، من بدون شوخی یا تمسخر این را میگویم، احتمال زیادی برای وقوع این جنگ وجود دارد و این احتمال در حال افزایش است و این روند که در برابر دیدگان ما دنبال میشود، تأثیرات مستقیمی بر ما خواهد داشت.
جزئیات تازه از عملیات «چکش نیمهشب»؛ استفاده آمریکا از ۱۴ بمب سنگرشکن
رئیس ستاد مشترک ارتش آمریکا روز یکشنبه در اظهاراتی اعلام کرد که در عملیاتی تحت عنوان «چکش نیمهشب» علاوه بر موشکهای تاماهاک، با ۱۴ بمب سنگرشکن (MOP) به تأسیسات هستهای ایران حمله کردهاند.
به گزارش فارس؛ بنا بر گزارش دن کین، رئیس ستاد مشترک ارتش آمریکا، این کشور در حملات خود به سایتهای هستهای در ایران از ۱۲۵ هواپیمای جنگی استفاده کرده است.

دبیرکل ناتو با حمایت از تجاوزگری آمریکا به حاکمیت ملی و تمامیت ارضی ایران باز هم ادعای وجود اهداف نظامی در برنامه هستهای ایران را تکرار کرده و گفت که همپیمانان این ائتلاف نظامی غربی موافق دست نیافتن ایران به سلاحی اتمی هستند.
2 تیر 1404
رسانه آمریکایی فاکسنیوز اعلام کرد: حمله قریبالوقوع ایران به پایگاه آمریکا در قطر در راه است.
شبکه فاکسنیوز آمریکا به نقل از «منابع آگاه» مدعی شد که حمله قریبالوقوع ایران علیه پایگاه هوایی «العدید» آمریکا در قطر در راه است.
ساعاتی پیش وزارت خارجه قطر با انتشار بیانیهای اعلام کرد که این کشور تا اطلاع ثانوی حریم هواییاش را بسته است.
رسانههای اماراتی نیز از آغاز بسته شدن حریم هوایی این کشور خبر دادند.
-حمله ایران به پایگاه های آمریکا در منطقه آغاز شد. صدای آژیر در پایگاه های آمریکا در سراسر منطقه به صدا درآمده است.
منابع خبری از انفجارهای شدید قطر و عراق خبر داده اند.
اکسیوس مدعی شد که ایران شش موشک به سمت پایگاه آمریکا در عراق پرتاب کرد. گفته شده که شلیک موشک همچنان ادامه دارد.
پایگاه العدید قطر را هدف تهاجم ویرانگر و قدرتمند موشکی قرار داده است. این پایگاه، مقر سرفرماندهی نیروی هوایی و بزرگترین دارایی راهبردی ارتش تروریستی آمریکا در منطقه غرب آسیا است.

ساعاتی پس از این عملیات موفقیتآمیز، شبکه آمریکایی «سی ان ان» به نقل از یک مقام ارشد کاخ سفید نوشت: «دولت ترامپ در انتظار واکنش تلافیجویانه ایران بود. ترامپ به حمله ایران پاسخ نخواهد داد. او بهدنبال درگیری بیشتر نظامی در منطقه نیست.»

1404/04/03
آتش بس ایران و اسرائیل شرط نقض آتش بس ادامه تجاوز از ساعت 4 صبح ببعد بود
متن کامل رئیسجمهور آمریکا به شرح ذیل است: این آتشبس از حدود ۶ ساعت دیگر، پس از آنکه دو طرف مأموریتهای نهایی خود را به پایان رساندند، آغاز خواهد شد. این آتشبس به مدت ۱۲ ساعت ادامه خواهد داشت و پس از آن، جنگ به طور رسمی پایانیافته تلقی میشود.
طبق توافق، ایران آغازگر آتشبس خواهد بود و پس از ۱۲ ساعت، اسرائیل آتشبس خود را آغاز میکند. با رسیدن به ساعت ۲۴، پایان رسمی «جنگ ۱۲ روزه» توسط جهانیان جشن گرفته خواهد شد.
بر این باورم که همه چیز طبق برنامه پیش خواهد رفت و قطعاً چنین خواهد شد، مایلم به ایران و اسرائیل، بابت نشان دادن استقامت، شجاعت و خردمندی در پایان دادن به جنگی که میتوانست سالها به طول انجامد و تمام خاورمیانه را به نابودی بکشاند، تبریک بگویم. اما این اتفاق نیفتاد و هرگز نخواهد افتاد.
خداوند ایران را حفظ کند، خداوند اسرائیل را حفظ کند، خداوند خاورمیانه را در پناه خود نگاه دارد، خداوند ایالات متحده آمریکا را مشمول رحمت خود کند و خداوند سراسر جهان را برکت دهد.
مهدی محمدی، مشاور رئیس مجلس هم در شبکه ایکس نوشت: پالس های توقف و خاتمه جنگ، آتش بس، عدم پاسخ به ضربه و هر چیز دیگری از این دست، از جانب ترامپ یا رژیم، صرفا فریب با هدف غافلگیری و ژست دروغ با هدف تشدید درگیری است. اگر هوشمند نباشیم سخت ضربه خواهیم خورد.
در حالی که بسیاری از خبرنگاران اسرائیلی گزارش کردند که رسانههای ایرانی میگویند موج ششم موشکها قبل از آغاز آتشبس شلیک شده، آلموگ بوکر خبرنگار کانال ۱۲ تلویزیون اسرائیل میگوید:یک مقام امنیتی اسرائیلی پس از آخرین موج شلیک موشک گفته: "ما اکنون در حال بررسی نحوه ادامه کار هستیم."
به گزارش ایسنا، «رافائل گروسی» مدیرکل آژانس بینالمللی انرژی اتمی اعلام کرد که قبل از حمله آمریکا به تاسیسات هستهای ایران، تهران آژانس را از اتخاذ «تدابیر حفاظتی» نسبت به ذخایر اورانیوم غنیشده خود آگاه کرده بود.
گروسی در اظهاراتی که پس از بازدیدهای فنی از برخی سایتهای آسیبدیده مطرح شد، گفت: «در این بازدیدها با آوار روبهرو بودیم؛ حتی احتمال وجود مهمات منفجرنشده هم وجود دارد. این بازرسیها عادی نیستند.»

3 تیر 1404
حسن روحانی در بیانیه ای تاکید کرد: آتشبس میتواند فرصتی برای خدعه و فریبکاری، برطرف کردن ضعفها و زمینهسازی برای حملهای دیگر باشد. ما نباید فریب واژگان را بخوریم. آمادگی کامل اطلاعاتی، دفاعی و امنیتی باید حفظ شود، زیرا دشمنان این ملت، در عمل نشان دادهاند که قابل اعتماد نیستند. قضاوت نهایی را باید به رفتار آنان سپرد، نه وعدههایشان.
به گزارش الجزیره، ترامپ در جریان نشست ناتو به ادامه گزافهگویی درباره ظرفیت غنیسازی ایران پرداخته و گفت: آخرین کاری که ایران میخواهد انجام دهد، غنیسازی است. آنها به دنبال بازسازی و بهبود هستند. آیا میتوانید تصور کنید که ایران پس از تمام اینها بگوید «بیایید یک بمب بسازیم».
او درباره آسیبهای وارد شده به تاسیسات اتمی ایران مدعی شد: آتش تماما زیرزمین را در بر گرفت. همه چیز بالای آن سوخت. آنها فرصتی برای خارج کردن چیزی نداشتند. آنها میدانستند که ما میآییم. بنابراین، اگر میدانستند که ما در راهیم، نباید افراد زیادی آنجا بوده باشند.
ناتاشا برتراند حالا به همراه همکارانش در سیانان، گزارشی منتشر کرده که بر اساس ارزیابی اولیه آژانس اطلاعات دفاعی آمریکا (DIA) ادعا میکرد حملات نظامی آمریکا به تأسیسات هستهای ایران (از جمله سایت فردو) نتوانسته این تأسیسات را به طور کامل تخریب کند. این گزارش واکنش تند دونالد ترامپ، رئیسجمهور آمریکا، را به دنبال داشت.
سبک گزارشگری او اغلب با تمرکز بر جزئیات و منابع آگاه است، اما لحن انتقادی او در برخی گزارشها، بهویژه در موضوعات حساس مانند سیاست خارجی، گاهی بحثبرانگیز بوده است.
بنیامین نتانیاهو نخست وزیر رژیم صهیونیستی که پس از ضربات کوبنده و ویرانگر موشکی تلافی جویانه ایران، آمریکا را وارد باتلاق کرد و در نهایت با التماس ترامپ، خواستار آتش بس شد، به گزافهگویی علیه ایران پرداخت.
بنیامین نتانیاهو نخست وزیر رژیم صهیونیستی برای فرونشاندن خشم و نارضایتی فزاینده شهرک نشینان صهیونیست از اوضاع فاجعه باری که ماجراجویی های نظامی مکرر وی برایشان به بار آورده است، مدعی شد که تجاوز غافلگیرکننده این رژیم در تاریخ جنگها ثبت خواهد شد، چرا که به زعم وی، این رژیم در این جنایات، شماری از فرماندهان ارشد و دانشمندان هسته ای ایران را ترور کرد.
وی ادعا کرد که دهها تاسیسات برنامه هسته ای ایران را مورد حمله قرا رداده است و اگر ایران بخواهد برنامه هسته ای خود را بازسازی کند، آن را ویران خواهدکرد
برخی شهروندان اهل بابلسر ساعت ۱۵ سهشنبه سوم تیرماه از شنیدن صدای انفجار در یک نقطه از اطراف این شهر خبر دادند.
در حال حاضر ماشینهای امدادی و آمبولانس به سمت محل انفجار در حال حرکت هستند تا آتشسوزی را مهار و مصدومان احتمالی را به مراکز درمانی منتقل کنند.
همزمان با این انفجار پدافند هوایی در بابلسر نیز شروع به فعالیت کرده است./ایسنا
مزدوران رژیم جعلی اسراییل که از حضور دکتر صدیقی صابر در منزل پدر خانمش در آستانه اشرفیه مطلع شدند، ساعت یک و ۱۰ دقیقه بامداد امروز با یک فروند جنگنده به این منزل مسکونی حمله کردند و با شلیک سه پرتابه باعث ویرانی کامل این منزل و شهادت تعدادی از ساکنان آن شدند.
در این دنیا کسی جرأت نگاه کردن به پایگاههای آمریکا را هم ندارد. در همین دنیا ایران به این پایگاه نظامی که در واقع مرکز فرماندهی نیروهای آمریکا در منطقه است، حمله کرده است. همین اتفاق برای تحقیر آمریکا کافی است.
سخنگوی غیررسمی ارتش تروریستی آمریکا نباشیم... بیانات شیرین ایالات مشرق نیوز
به گزارش parade، دکتر آلیسون هیل، متخصص قلب در بیمارستان عمومی ماساچوست، توضیح میدهد که بدن پس از بیداری در حال تنظیم سطح کورتیزول است، هورمونی که به هوشیاری و تنظیم انرژی کمک میکند. مصرف قهوه در این زمان حساس میتواند سطح کورتیزول را بیشازحد بالا ببرد، ضربان قلب و فشارخون را افزایش دهد و به سیستم قلبیعروقی فشار وارد کند. این موضوع بهویژه برای افرادی که سابقه فشارخون بالا، بیماری قلبی یا اضطراب دارند، نگرانکننده است.
رسانههای عبری مدعیاند یکی از موشکهای ایرانی به بیمارستان سوروکا در بئرشبع اصابت کرده؛ اما واقعیت این است که هدف اصلی حمله، قرارگاه بزرگ فرماندهی و اطلاعات ارتش اسرائیل (IDF C4I) و کمپ اطلاعاتی ارتش در پارک فناورانه گاو-یام بود که در مجاورت بیمارستان قرار دارد.
این مراکز، میزبان هزاران نیروی نظامی، سامانههای فرماندهی دیجیتال، عملیات سایبری و سیستمهای C4ISR ارتش صهیونیستی هستند.
https://fa.apa.az
وزیر دفاع: کشتن رهبر ایران یکی از اهداف اصلی عملیات نظامی اسرائیل است
پهپادی که به اسلام اصابت میکنه = پهپاد انتحاری
پهپادی که به کفر اصابت میکنه = پهپاد انهدامی
Cabin Crew Ready For Landing
پیام سوم سید علی :
سلام و درود فراوان به ملّت عزیز و بزرگ ایران
به شما سه تبریک عرض میکنم:
تبریک پیروزی بر رژیم جعلیِ صهیونی و له کردن او
تبریک پیروزی ایران بر رژیم آمریکا و سیلی سخت به گونه او
و تبریک به شما ملت ایران بابت اتحاد فوقالعاده، یکصدایی و ایستادن شانه به شانه
ایران کشور قوی، پهناور و دارای تمدّن کهنی است؛ ملّت ایران ، عزیز و پیروز است و عزیز و پیروز خواهد بود به توفیق الهی.
بخشی از سومین پیام تصویری رهبر انقلاب خطاب به ملت ایران
ارتش جمهوری اسلامی ایران در دفاع از نظام اسلامی و مقابله با حملات رژیم منحوس صهیونیستی، تعداد ۵۶ شهید تقدیم کرده است.
به گزارش ایسنا به نقل از روابط عمومی ارتش، ۵۶ تن از کارکنان جان برکف ارتش جمهوری اسلامی ایران در راه دفاع از کشور و امنیت مردم قدر شناس ایران اسلامی در تقابل با رژیم صهیونسیتی، به فیض شهادت رسیدند.
به گزارش فارن افرز، پاکستان در حال پیشبرد تلاشهایی برای ساخت یک موشک بالستیک قارهپیما با قابلیت حمل کلاهک هستهای است که میتواند به خاک اصلی ایالات متحده برسد.
طبق این گزارش، در صورت موفقیتآمیز بودن این پروژه، چنین تحولی، گسترشی چشمگیر در بُرد راهبردی نظامی اسلامآباد به شمار خواهد رفت و ممکن است باعث شود واشنگتن بهطور رسمی پاکستان را بهعنوان یک دشمن هستهای طبقهبندی کند.
روش آزمون و حد پذیرش برای خال جوش جوشکار ... برداشت از AWS D1.1 2020
6.24 Method of Testing and Acceptance Criteria for Tack Welder Qualification
A force shall be applied to the specimen as shown in Figure fi.23 until rupture occurs. The force may be applied by any convenient means. The surface of the weld and of the fracture shall be examined visually for defects.
6.24.1 Visual Acceptance Criteria. The tack weld shall present a reasonably uniform appearance and shall be free of overlap, cracks, and undercut exceeding 1/32 in [1 mm]. There shall be no porosity visible on the surface of the tack weld.
6.24.2 Destructive Testing Acceptance Criteria. The fractured surface of the tack weld shall show fusion to the root, but not necessarily beyond, and shall exhibit no incomplete fusion to the base metals or any inclusion or porosity larger than 3/32 in [2.5 mm] in greatest dimension.
روش های آزمون و حد پذیرش برای صلاحیت WPS ... برداشت از AWS D1.1 2020
6.10 Methods of Testing and Acceptance Criteria for WPS Qualification
The welded test assemblies shall have test specimens prepared by cutting the test plate , whichever is applicable. The test specimens shall be prepared for testing
Visual Inspection of Welds. The visual acceptance criteria for qualification of groove and fillet welds (excluding weld tabs) shall conform to the following requirements, as applicable:
6.10.1.1 Visual Inspection of Groove Welds. Groove welds shall meet the following requirements:
(1) Any crack shall be unacceptable, regardless of size.
(2) All craters shall be filled to the full cross section of the weld.
(3) Weld reinforcement shall not exceed 1/8 in [3 mm]. The weld profile shall conform to Figure 1.4 and shall have complete fusion.
(4) Undercut shall not exceed 1/32 in [1 mm].
(5) The weld root for CJP grooves shall be inspected, and shall not have any cracks, incomplete fusion, or inadequate joint penetration.
(6) For CJP grooves welded from one side without backing, root concavity or melt-through shall conform to the following:
(a) The maximum root concavity shall be 1/16 in [2 mm], provided the total weld thickness is equal to or greater than that of the base metal.
(b) The maximum melt-through shall be 1/8 in [3 mm].
6.10.1.2 Visual Inspection of Fillet Welds. Fillet welds shall meet the following requirements: (1) Any crack shall be unacceptable, regardless of size.
(2) All craters shall be filled to the full cross section of the weld.
(3) The fillet weld leg sizes shall not be less than the required leg sizes.
(4) The weld profile shall meet the requirements of Figure 1.4.
(5) Base metal undercut shall not exceed 1/32 in [1 mm].
Welding A106-B To A335-P22
For welding A106-B to A335-P22, a filler metal like E8018-B2 is recommended. This electrode is suitable for similar Cr-Mo alloyed steels and is often used in steam plant, boiler plant, and pipe production applications. Alternatively, filler wires like ER80S-B2 or ER90S-B3 can be used for TIG or MIG welding.
Elaboration:
E8018-B2:
This is a basic shielded metal arc welding (SMAW) electrode designed for welding Cr-Mo alloyed steels. It's known for producing a weld deposit with similar properties to the base metal, making it suitable for applications where strength and ductility are crucial.
ER80S-B2 and ER90S-B3:
These are filler wires used for gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW). They offer good weld properties and are compatible with A335 P22 material.
A106-B and A335-P22:
These are both steel grades commonly used in piping and pressure vessel applications. A106-B is a carbon steel, while A335-P22 is a low-alloy steel. The welding process must consider the differences in their properties and ensure a strong, durable weld.
حد پذیرش تعمیر ترک در API 1104
جوش دارای عیب ترک باید تعمیر شود یا سرجوش کلا بریده شود ، عیب ترک یا ترک ستاره ای موجود در گرده جوش خارجی یا داخلی می تواند با سنگ زنی و بدون روش صلاحیت جوشکاری تعمیر گردد. اگر سنگ زنی باعث از بین رفتن گرده جوش شود باید با یک روش تاییدیه جوشکاری جایگزین گردد ، نیاز به برش سرجوش در حالات زیر اتفاق می افتد:
-
تعمیر دوباره ترک ممنوع است.
10.2.3 Crack Repiars
A weld containing a crack defect(s) shall either be repaired or cut out. Crater or star crack defect(s) found and contained completely in internal or external weld reinforcement may be repaired by grinding (i.e., abrasive methods) without a qualified repair procedure. If grinding to remove a crater or star crack defect(s) exceeds the internal or external reinforcement, the reinforcement shall be replaced using a qualified welding procedure. A cut-out is required when either of the following conditions exist.
a) A weld with a crack defect, as defined by 9.3.10, shall be cut out when the length of a single crack or the aggregate length of more than one crack is greater than 8 % of the weld length. The length of a crack is the longest dimension regardless of orientation.
b) A double repair of a crack is not permitted. Additional cracking in the weld area after repair shall require a cut-out.