کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
نرخ گرمایش یا Heating Rate در Asme B31.3 ویرایش ۲۰۱۸
قبلا دو تا کوبه روی درهای چوبی بود یکی با ضرب آهنگ بلند و دیگری ضرب آهنگ ضعیف ( برای ضعیفه ها ) اگر کوبه اولی به صدا در میومد یعنی خانم خونه نباید جلوی در بره و اگر دومی کوبش شد آقا نباید برود برای باز کردن درب چون نامحرم پشت در بود ... متاسفانه الان رعایت نمیشه ؛ الان احتمالا باید کاری کنند که جلوی ساختمان های اسلامی دو تا زنگ باشه که زن و مرد رو بشه تشخیص داد که مردا برا باز کردن درب نامحرم رو نبینند .
نرخ سرمایش و گرمایش بالای ۳۱۵ درجه سانتیگراد حداکثر ۳۳۵ درجه بر ساعت ( 315-650 ) ذکر شده و نرخ سرمایش مورد نیاز برای متریال های P-NO.7،10I،11A and 62 در جدول 331.1.1
331.1.4 Heating and Cooling. The heating method shall provide the required metal temperature,metal temperature uniformity,and temperature control,and may include an enclosed furnace,local flame heating,electric resistance,electric induction,or exothermic chemical reaction.Above315°C(600°F),the rate of heating and cooling shall not exceed 335°C/h(600°F/hr) divided by one-half the maximum material thickness in inches at the weld,but in no case shall the rate exceed 335°C/h(600°F/hr).See Table331.1.1 for cooling rate requirements forP-Nos.7,10I,11A, and 62 materials.
خواندن گراف تنش زدایی :
تصویر زیر یک گراف PWHT ، شامل چند جوینت ۲ اینچ با سرعت رکوردر ( تجهیز ) ۴۰ میلیمتر در ساعت است.
در گراف خطوط افقی معرف دما هستند به اعداد ۱۰۰ ۲۰۰ یا ۳۰۰ توجه کنید بین ۱۰۰ تا ۲۰۰ پنج خانه یا خط افقی است که هر کدام بیانگر ۲۰ درجه است.
در گراف خطوط عمودی معرف زمان است که بستگی به سرعت دستگاه دارد فرضا 25mm/h یعنی هر ۲۵ میلیمتر معرف یکساعت یا ۶۰ دقیقه پیموده شده است.
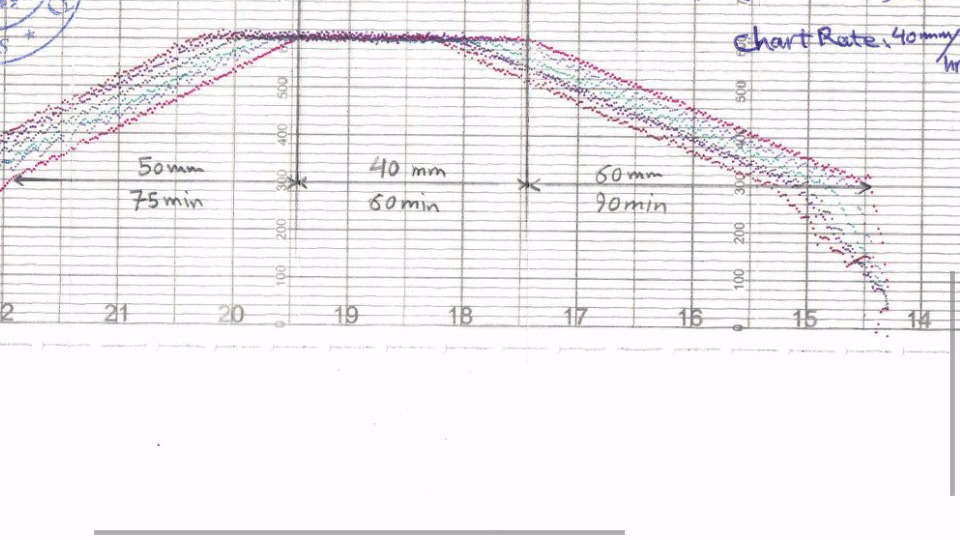
یک خط با مداد ترسیم شده ، از زمان رسیدن به دمای 310 درجه تا زمان شروع holding time یعنی 620 درجه ( تمام این موارد در گراع باید قید شود ) که با ذره بین برای دقیق تر دیدن استفاده شده . همانطور که ملاحظه میکنید 60mm است و سرعت دستگاه 40mm/h یا 40/60.
برای محاسبه اینکه در 60mm چند دقیقه طی شده کافیست تناسب ببندید ( در 40mm 60min در 60mm چند min ؟ )
بنابراین 40mm میشود 60 دقیقه طبق 40mm/60min ، حالا تا 60mm مانده 20mm که خودش نصف 60 دقیقه است پس جمع 60min و 30min میشود 90 دقیقه.
برای بدست آوردن نرخ گرمایش یا سرمایش کافیست شیب محاسبه شود یعنی اختلاف دما به اختلاف زمان در اینجا کافیست 310 درجه درهمان سرعت دستگاه یعنی 40mm/60min ضرب شود .
Heating Rate : 206 C/h درجه سانتیگراد
Holding Time : 60min
Holding Temp : 610 C
Cooling Rate : 248 C/h
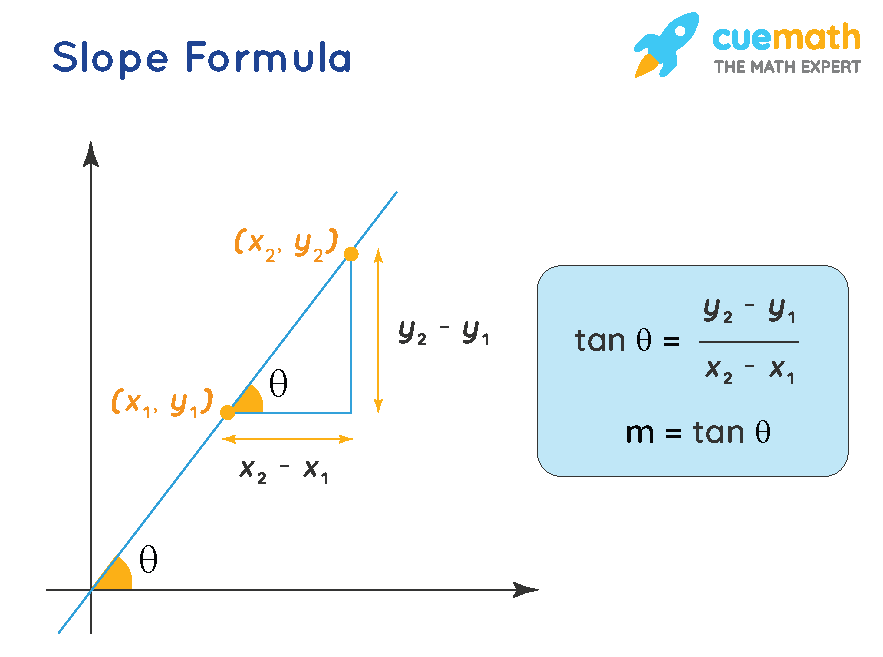
نمودار شیب دما و زمان اندازه گیری میزان تغییر دما است.
شیب = تغییر در دما به تغییر در زمان
Slope of Temperature and time graph is a measure of the rate change of temperature.
Slope = (change in temperature )/(change in time)
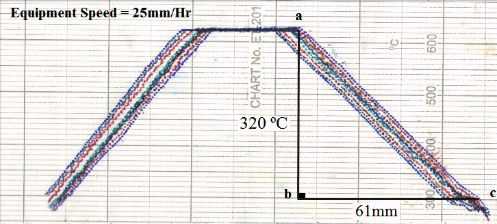
در گراف تنش زدایی زیر که با سرعت تجهیز 25mm/60min است فاصله holding time با خط کش 30mm داده شده .
برای محاسبه زمان holding time باید میلیمتر به زمان با توجه به سرعت دستگاه تبدیل شود تناسب می بندیم که میشود 72 دقیقه ( 12 + 60 )
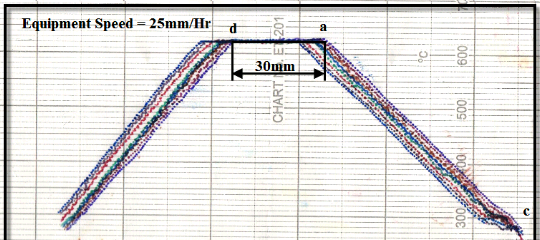
در گراف تنش زدایی زیر بین عدد 500 تا 600 ده خانه وجود دارد ( خطوط افقی ) که هر خانه معرف 10 درجه است
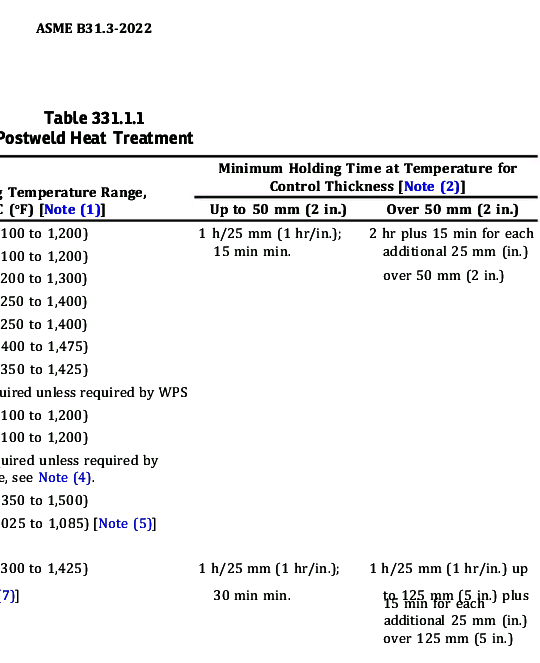
طبق جدول 331.1.1 حداقل زمان holding time طبق ضخامت متریال در محدوده 15 دقیقه تا 2 ساعت باضافه زمان اضافی برای متریال های ضخیم تر افزایش می یابد .
در تصویر زیر جدول 331.1.1 حداقل زمان Soaking یا Holding برای متریال های مختلف در دو ضخامت ذکر شده ، ردیف اول P-NO.1 Gr-1&2&3 و ردیف دوم P-No.3 Gr-1&2 است.
در ستون اول یعنی تا ۵۰ میلیمتر ضخامت ، حداقل زمان نگهداری ۱۵ دقیقه یا ۶۰ دقیقه به ازاء هر ۲۵ میلیمتر ضخامت داده شده.
minimum soak times of 1 hour per inch or 2.4 minutes per millimeter of thickness.
مثال در Asme سکشن ۸ مخازن تحت فشار ورق های بالای ۳۸ میلیمتر تنش زدایی می شوند اگر ضخامت ۴۰ میلیمتر باشد زمان 96 دقیقه خواهد بود. یا در مورد ورق ۷۰ میلیمتر که در ستون دوم ذکر شده برای فراتر از ۵۰ میلیمتر حداقل زمان soaking دو ساعت باضافه ۱۵ دقیقه بازای هر ۲۵ میلمتر اضافی ( اینجا تناسب می بندیم بین ضخامت باقیمانده و ۲۵ میل ) ... در نتیجه برای ۷۰ میلیمتر ضخامت حداقل زمان 2 ساعت و 12 دقیقه خواهد شد.
برای کمتر شدن درجه حرارت داده شده در ستون temp range می بایست به جدول 331.1.2 مراجعه نمود و تبصره های آنرا به دقت خواند .
کاهش در حداقل دمای مشخص شده و اضافه کردن مدت Holding
Table 331.1.2 ( معافیت )
Alternate Postweld Heat Treatment Requirements for Carbon and Low Alloy Steels, P-Nos. 1 and 3
تبصره ۱
زمان های نشان داده شده در جدول 331.1.2 برای ضخامت کمتر مساوی ۲۵ میلیمتر است و برای مازاد آن به ازاء هر ۲۵ میلیمتر ۱۵ دقیقه اضافه تر میشود.
تبصره ۲
کاهش بیش از ۵۵ درجه سانتیگراد در حداقل دمای مشخص شده ( جدول 331.1.1 ) فقط برای متریال های P-No.1 Gr.1&2 مجاز است.
2 ) Decrease greater than 55 C below min specified temp is allowable only for P-No.1 Gr.1&2 materials
مثال در مورد جدول 331.1.2
ضخامت ۷۰ میلیمتر را در نظر بگیرید می خواهیم ۵۶ درجه کاهش دما انجام دهیم . Holding time به تصویر کشیده در جدول برای تا ضخامت ۲۵ میلیمتر ۴ ساعت ذکر شده ، نکته مهم : کاهش بیش از ۵۵ درجه فقط به متریال کربن گروه ۱ و ۲ قابل انجام است . به تبصره یک نگاه کنید باید برای هر ۲۵ میلیمتر فراتر از ۲۵ میلیمتر مجاز ۱۵ دقیقه به ۴ ساعت پایه اضافه کنیم. برای محاسبه دیگر به جدول 331.1.1 ستون دوم مراجعه نمی کنید . تا ۲۵ میلیمتر ضخامت مشخص شد ۴ ساعت holding time بصورت پایه ای در نظر گرفته میشود . برای اختلاف ضخامت از ۲۵ تا ۷۰ میل که ۴۵ میل میشود باید تناسب بست که میشود ۲۷ دقیقه. پس حداقل holding time برای قطعه با ضخامت ۷۰ میلیمتر که کربن باید باشد و از گروه ۱ یا ۲ ، چهار ساعت و ۲۷ دقیقه خواهد بود.
ضخامت حاکم در تنش زدایی :
نیاز به تنش برنچ ها با و بدون پد ( Stub-in Or Stub-on )
در sketch 1 چنانچه جمع ضخامت جداره برنچ و گلویی جوش فیلت از ﻣﺠﻤﻮع دو ﺑﺮاﺑﺮ ﺣﺪاﻗﻞ ﺿﺨﺎمتی ﻛﻪ نیاز ﺑﻪ PWHT دارد بیشتر ﺷﻮد برنچ می بایست PWHT شود . حتی اﮔﺮ ﺿﺨﺎﻣﺖ یکی از اﻳﻦ دو ﺟﺰء ﻛﻤﺘﺮ از ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﺑﺎﺷﺪ. منظور از ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ برای P-NO.1 در ASME 2008 بیست میلیمتر بود البته در ویرایش 2016 2018 2022 اگر تا دمایی طبق ضخامت و درصد محتویات کربن ، Preheat انجام شود از تنش زدایی معاف میشود .... ولی مبنای PWHT برای تنش زدایی فعلاً 20mm است طبق ویرایش 2008 ، البته برای کربن استیل !!! به جدول 331.1.1 برای حداقل ضخامت نیاز به تنش مراجعه شود.
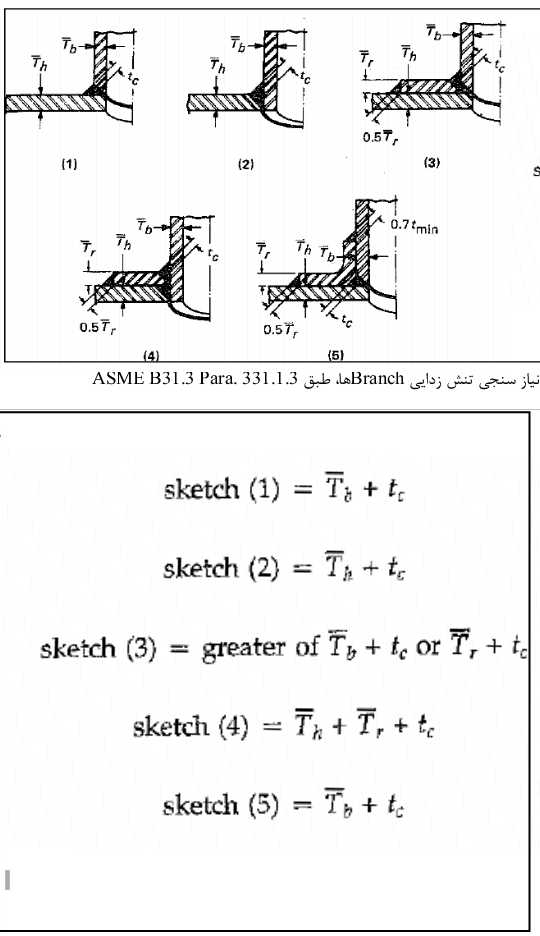
شکل ۳ ( برنچ stub-in که مرسوم است ) : جمع ضخامت هدر ، ضخامت ورق پد ، گلویی جوش فیلت برنچ به پد
زمانیکه الزامات تافنس تعیین می شود ، QW-407.2 - متغیر تکمیلی ، کاربردی و عملی میشود
QW-407.2 بیان می دارد که زمان تنش زدایی باید به اندازه ای باشد که تعمیرات و متریال های ضخیمتر را پوشش دهد.
مدت زمان تنش زدایی در تائید صلاحیت روش جوشکاری باید حداقل 80 درصد مجموع زمانهای تنش زدایی انجام شده روی جوش تولیدی باشد. یعنی شما باید تعمیرات و موارد خاص را در WPS پیشنهادی در نظر بگیرید ( نیاز به تست تافنس ) و حداقل ۸۰ درصد مجموع مدت ها را ( مثل تنش زدایی اولیه + تعمیرات بعدی حداقل 2 بار و حداکثر ۳ بار با توجه به Spec پروژه و نوع متریال ) در PQR انجام دهید.
QW-407.2
A Change in the post weld heat treatment (see QW-407.1) temperature and time range. The procedure qualification test shall be subjected to PWHT essentially equivalent to that encountered in the fabrication of production welds, including at least 80% of the aggregate times at temperature (s). The PWHT total times (s) at temperature (s) may be applied in on heating cycle.
A weld test coupon for a PQR was welded to itself using P-No. 1, Group 2 plate material and postweld heat treated at 1110°F to 1130° F (600°C to 610°C) for 10 hr.
Question: Will this PQR support a WPS that specifies a PWHT temperature range below the lower transformation temperature, provided the time at temperature does not exceed 12.5 hr?" YES
QW-407.2 در مواقعی که تست ضربه مورد نیاز است قابل اجرا است، بیان میکند که زمان PWHT ذکر شده در PQR باید حداقل 80% دمای PWHT باشد که قرار است در طول جوشکاری تولید ( production ) استفاده شود (در Site یا آنچه در WPS نوشته شده است).
فرض کنید من سه ساعت کار PWHT دارم. PQR من باید با زمان PWHT حداقل 144 دقیقه واجد شرایط یا qualify باشد. روش توصیه شده این است که 2.5 برابر زمان PWHT مورد نیاز برای تولید را روی کوپن های تست PQR اعمال کنید تا اگر مجبور به انجام تعمیرات و تکرار چرخه های PWHT هستید، PQR شما همچنان معتبر باقی بماند. اما مطمئن شوید که گرمای بیش از حد بر خواص مکانیکی تأثیر نمی گذارد.
PQR=min 80% of WPS ( in this case pqr will support wps)
WPS-20%=PQR
مثال : برای PQR تست کوپن ورق 0.5 اینچ
.
PQR متریال P-NO.1 Gr.2 با ضخامت 2 اینچ در دمای 1150 درجه فارنهایت به مدت 6 ساعت با الزامات متغیر تکمیلی ضروری تنش زدایی شده است .
پرسش : آیا این PQR یک WPS برای تولید جوش همین متریال با همین ضخامت در همین دما بمدت 2 ساعت را پشتیبانی می کند ؟ بلی
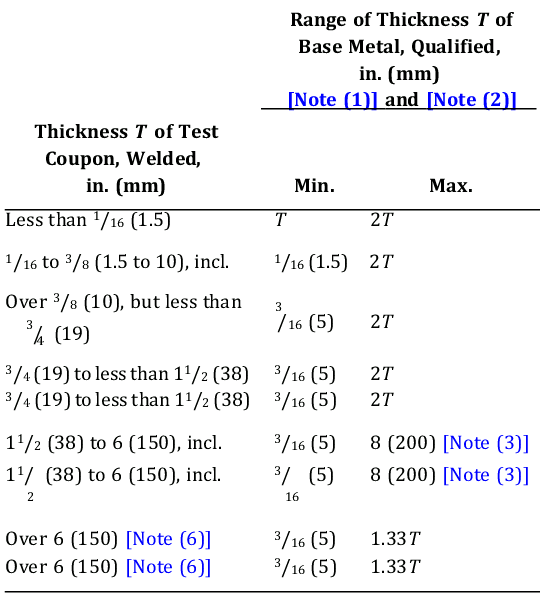
زمان عملیات حرارتی می تواند در یک یا چند عملیات یا سیکل انجام شود . اما مجموع زمان ها نمی تواند از آنچه مورد تائید یا صلاحیت قرار گرفته فراتر رود . اگر روی ورق 1 اینچ qualify شود ، حداکثر ضخامت فلز پایه مورد تائید 2 اینچ است . اگر زمان تنش زدایی PQR یک ساعت باشد بنابراین حداکثر زمان تنش زدایی مورد قبول و تائید 1.25hr خواهد بود . که برای ضخامت 2 اینچ جوش شده in production مورد قبول نیست ، بنابراین اگر قصد جوشکاری ورق 2 اینچ را دارید، زمان PWHT برای ورق PQR ضخامت یک اینچ باید حداقل 1.6 ساعت باشد.
با مراجعه به جدول 331.1.1 و ستون حداقل زمان نگهداری یا holding time مشخص میشود که این میزان برای ضخامت 37.5 میلیمتر 90 دقیقه خواهد بود . البته برای 38.1 میلیمتر حدود 92 دقیقه . برای ضخامت 8 اینچ برای ضخامت تا 50 میل حداقل 2 ساعت و مازاد آن در 15/25 ضرب شده که 90 بدست می آید یعنی حداقل زمان holding برای ضخامت 8 اینچ 210 دقیقه یا 3 ساعت و نیم خواهد شد .
باید حداقل 80 درصد 210 دقیقه در PQR زده شده باشد یعنی 168 دقیقه یا 2 ساعت و 48 دقیقه یا 2.8Hr که متاسفانه PQR حداقل زمان نگهداری آن 1.5Hr است
PQR : TEST COUPON
P-NO.1 Gr.2
Thickness : 1.5"
PWHT TEMP : 1100 F
PWHT PERIOD : 1.5 Hr ... 1.5 × 60 = 90min
یک PQR با تنش زدایی در دمای 625 درجه با زمان نگهداری 4 ساعت که در آن متغیر تکمیلی ضروری اعمال می شود تکمیل شده است.
سوال ۱ : برای یک PQR ، تنش زدایی در دمای 625 درجه بمدت زمان نگهداری 4 ساعت می تواند زمان holding آن در یک سیکل 4 ساعته یا در 2 سیکل 2 ساعته انجام شود ؟ بلی
سوال ۲ : آیا WPS مورد تائید و صلاحیت است ؟ در صورتیکه جوش اولیه با تنش زدایی در این دما و مدت توقف 2 ساعت و سپس یک جوش تعمیری با مدت زمان توقف 2 ساعت روی جوش انجام شود و در نتیجه مدت زمان holding به 4 ساعت برسد ... بلی
پرسش : یک PQR با الزامات تست ضربه در دمای 620-600 درجه و زمان توقف 5 ساعت وجود دارد و یک WPS با همین الزامات و همین دما با زمان توقف 1 ساعت . حال آیا این PQR می تواند WPS را پشتیبانی کند؟ بلی
آیا یک WPS برای جوشکاری production که در آن تنش زدایی برای زمان holding ای که کمتر از 80 درصد زمان holding ثبت شده در PQR است ، مورد صلاحیت است ؟ بلی
آیا یک WPS برای جوشکاری production که درآن تنش زدایی برای مدت زمان holding ای که طولانی تر از 125 درصد ( متقابل 80 درصد ) مدت زمان holding ثبت شده در PQR است واجد شرایط است؟ خیر
بنابراین از ۱۲۵ درصد مدت زمان holding ثبت شده در PQR نباید بیشتر شود !!!
در بازبینی یک PQR از ضخامت 22mm ، محدوده مدت PWHT قید شده را 300 دقیقه یافتم و در WPS آن 375 دقیقه قید شده بود . PQR با تست ضربه انجام شده بود. سوالم این است که زمان soaking حدود 300 دقیقه در PQR و همینطور زمان 375 در WPS را از کجا آورده اند ؟
ارجاع به QW-253 زمانیکه نیاز به CVN باشد زمان holding تنش زدایی متغیر ضروری میشود چون در حالت بدون تست ضربه متغیر تکمیلی است . ارجاع به QW-407.2 ماکزیمم زمان holding تنش زدایی WPS برابر است با PQR×1.25
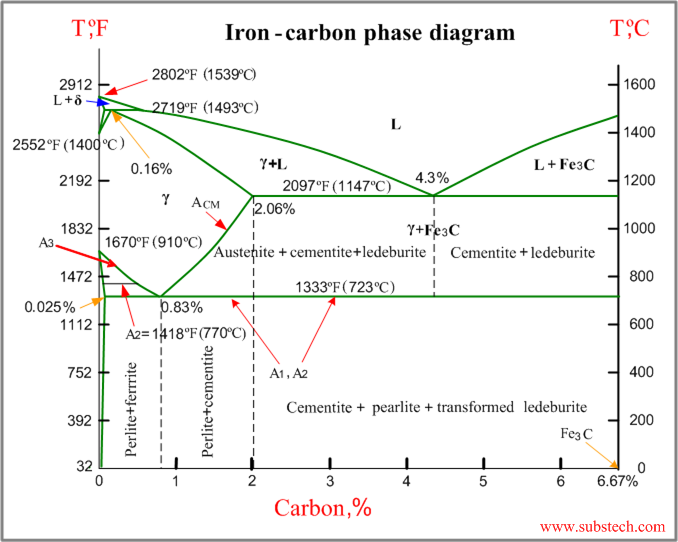
برای فولادهای کربنی ، دمای lower transformation زمانیست که ساختار آستنیت و فریت در انتها در حین سردشدن به مخلوط فریت و پرلیت تبدیل می شود ( در طول گرم شدن ، فریت و پرلیت در این دما تازه شروع به تبدیل شدن به مخلوط آستنیت و فریت می کنند).
این دما با استفاده از خط A1 روی نمودار آهن - کربن نشان داده شده. خط A1 یک خط صاف در نقطه دمای 723 درجه سانتیگراد است ، به این معنی که برای فولادهای کربنی دمای lower transformation در 723 درجه سانتیگراد کاهش می یابد .
خط A1 یک خط صاف در نقطه دمای 723 درجه سانتیگراد است، به این معنی که برای فولادهای کربنی دمای تبدیل پایین تر در 723 درجه سانتیگراد می اُفتد .
به همین ترتیب ، برای فولادهای کربنی، دمای upper transformation زمانی است که آستنیت خالص در حین سرد شدن شروع به تبدیل شدن به مخلوط آستنیت و فریت می کند (در حین گرم شدن ، مخلوط فریت و آستنیت تبدیل خود را کامل می کند و در این دما به آستنیت خالص تبدیل می شود).
در مورد QW-407.1
723 و 800 درجه سانتیگراد به ترتیب دماهای lower transformation و upper transformation یک فولاد خاص هستند . QW-407.1 بیان می کند که یک PQR جداگانه ای لازم است اگر قرار است :
- PWHT زیر 723 درجه انجام شود.
- PWHT بالای 800 درجه انجام شود .
- PWHT بین 723 و 800 درجه انجام شود .
- PWHT در دمای بالای 800 درجه سانتیگراد و به دنبال آن دمای کمتر از 723 درجه انجام شود
- اصلاً PWHT وجود نداشته باشد، یک دمای جداگانه انجام شود.
۲۲ مهر ۱۴۰۳

لهجه شامی یاد بگیرید برای جهاد احتمالی !!!