کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
در مورد P-No و صلاحیت مجدد روش جوشکاری و رنج ضخامت مورد تائید متریال با ضخامت متفاوت
سه شنبه ۱۰ مهر ۱۴۰۳ حوالی ساعت ۲۰:۳۰
سخنگوی ارتش اسرائیل می گوید: "ما در حالت دفاعی و تهاجمی آماده باش هستیم، از شهروندان اسرائیل محافظت خواهیم کرد. این شلیک [موشکی] عواقبی خواهد داشت. ما برنامه هایی داریم و در زمان و مکانی که انتخاب می کنیم عمل خواهیم کرد.
به قول رهبری در سال ۱۴۰۰ اسرائیل سال ۱۴۲۵ را نخواهد دید !!!
مراحل تهیه PQR :
۱- ارائه PWPS اولیه
۲-آماده سازی قطعه
۳-جوشکاری تست کوپن بر اسای PWPS اولیه تائید شده
۴-تائید تست کوپن با تست های غیر مخرب VT و RT و در صورت لزوم UT
۵-تهیه Application و ارائه آن برای به همراه تست کوپن به آزمایشگاه های تست مخرب ( قطعات در آزمایشگاه بریده میشود لازم نیست در کارگاه انجام شود )
تست های مخرب در PQR :
- آزمون استحکام کششی یا Tensile
- آزمون خمش ( ریشه ، رویه یا طرفین )
- آزمون ضربه
- آزمون میکرو
- آزمون ماکرو
- آزمون شکست
- آزمون سختی سنجی
- آزمون فریت سنجی
- آزمون آنالیز شیمیایی
- آزمون CTOD یا Crack Tip Opening Displacement
- آزمون فلز جوش All wekd
تست خوردگی فلزات :
- آزمون SSC & SCC
- آزمون HIC
- آزمون Pitting ( خوردگی حفره ای )
- آزمون پاشش نمک
- آزمون خوردگی بین دانه ای
در QW-211 مشخص شده فرقی ندارد برای تهیه PQR از ورق استفاده شود یا لوله ، هر کدام که صلاحیت دار شود آن یکی را هم صلاحیت دار خواهد کرد.
QW-211 states that qualification in plate also qualifies for pipe welding and vice versa
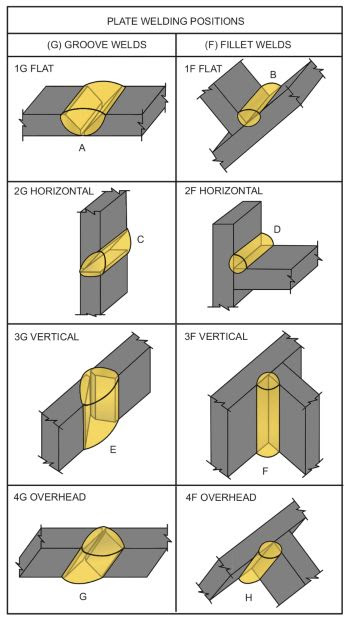
در حالت Flat یا تخت face جوش باید به سمت بالا باشد 1F برای جوش گوشه ای را ملاحظه کنید
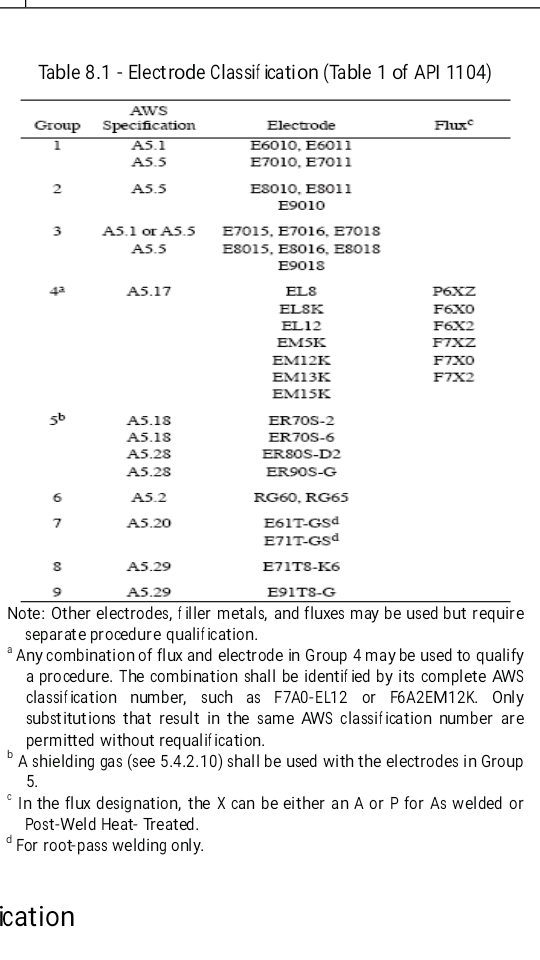
QW-420.1: P NUMBERS: برای کاهش تعداد دستورالعملهای جوشکاری و لحیم کاری(WPS ,BPS) استفاده می شوند. فلزات با P NO مشخص می شوند و برای فلزاتی که برای آنها تست ضربه تعریف می شود .ذکر شماره گروه هم الزامی است. این اعداد و کدهای مشخصه های فلز پایه را نشان می دهند. مشخصاتی مانند خواص مکانیکی , قابلیت جوشکاری و لحیم کاری , ترکیبات آلیاژی که با طبقه بندی منطقی می توان به آنها دست یافت. بدون در نظر گرفتن خواص متالوژیکی استفاده از این اعداد مفهومی ندارد. خواصی مانند خواص مکانیکی , عملیات گرمایی بعد از جوشکاری , طراحی
در جای که انرژی شکست مورد توجه است الزامات ویزهای برای فلز پایه در نظر گرفته می شود.
بر اساس ASME سکشن 9 ، استحکام کششی یا Tensile strength تاثیری بر روند PQR و انجامش ندارد . PQR براساس P No و چنانچه تست ضربه مورد نیاز باشد بر مبنای P NO + G NO است وقتی تست ضربه مطرح است G No مطرح می شود.
استحکام تسلیم نقشی در روند PQR ندارد ، وقتی PQR بصورت GROOVE جوشکاری می گردد براساس این پاراگراف از متریالی که ستون آنها در جدول QW-422 دارای مقدار Min specified Tensile است می توان استفاده کرد.
تغییر UNS NO یا Unified numbering system در متریال آهنی مطرح نیست و فقط تغییر P NO و G NO ملاک است و در صورتیکه تست ضربه ( Impact test ) نیاز نباشد ملاک فقط P-NO است
If i have a PQR P-No.1 Gr.1 to P-No.1 Gr.2 , Without impact test required , i could use it for a wps with P-No.1 Gr.1 to P-No.1 Gr.2
Group is Supplementary essential And P is essential
Qw-403.11 --- >>> QW-424
P-NO جزء متغیرهای ضرویست و در صورتیکه تست ضربه مورد نیاز باشد Gr-No نیز مطرح است و جزء متغیرهای ضروری محسوب می شود.
Example: PQR qualified for P-No.1 (SA 106-B to SA 106-B), the welding procedure shall qualify for P-No.1 (SA333 Gr.6/SA234-WPB, SA516 Gr. 60/65/70) to any of the same P-number. This PQR shall not qualify for P-No. (SA106-B) to P-No.8 (SA312 TP304).
QW-403.5
1st paragraph : "For ferrous materials in Table QW/QB-422 ( Welding/Brazing ) , a procedure qualification shall be made for each P-Number Group Number combination of base metals,even though procedure qualification tests have been made for each of the two base metals welded to itself."
برای متریال های آهنی در جدول QW/QB-422 (جوشکاری/لحیم کاری)، باید برای هر P نامبر Gr نامبر ترکیبی از فلزات مبنا ، یک PQR زده شود ، حتی اگر آزمایشهای PQR برای هر یک از دو فلز مبنا جوش داده شده به خودش انجام شده باشد.
2nd paragraph : " if however two or more qualification records have the same essential and supplementary essential variables , except that the base metals are assigned to different Group Numbers within the same P-Number , then the combination of base metals is also qualified."
با این حال، اگر دو یا چند PQR دارای متغیرهای ضروری و مکمل یکسانی باشند، به جز اینکه فلزات پایه به شماره گروه های مختلف در همان P-Number اختصاص داده شوند، ترکیب فلزات مبنا نیز واجد شرایط است.
PQR A : P-No.1 Gr.1 to P-No.1 Gr.1
PQR B : P-No.1 Gr.2 to P-No.1 Gr.2
SUPPORT FOLLOWING WPS
WPS1 : P-No.1 Ge.1 To P-No.1 Gr.1
WPS2 : P-No.1 Gr.2 to P-No.1 Gr.2
WPS3 : P-No.1 Gr.1 To P-No.1 Gr.2
پرسش : آزمونی روی P-No.1 Gr.2 موجب صلاحیت دار شدن P-No.1 Gr.2 به خودش و P-No.1 Gr.1 به خودش طبق آنچه در QW-403.11 مجاز دانسته ، شده . زمانیکه تست ضربه ضروری باشد ، که باعث میشود طبق QW-403.5 متغیر ضروری شود ، آیا آزمون P-No.1 Gr.2 بدون تست ضربه بعلاوه آزمون P-No.1 Gr.1 با تست ضربه فقط ، برای صلاحیت دار کردن P-No.1 Gr.1 و P-No.1 Gr.2 به P-No.1 Gr.2 کافی است ؟
P-No.1 Gr.1 به خودش کاملا دارای صلاحیت است ؛ یک آزمون جدید " فقط تست ضربه " برای P-No.1 Gr.2 ضروری شده که همچنین P-No.1 Gr.1 به P-No.1 Gr.2 را دارای صلاحیت می کند ( طبق آنچه در QW-403.5 مجاز دانسته )
زمانیکه تست ضربه ضروری شود حداقل T qualified فلز مبنا طبق QW-403.6 تغییر میکند.
For a WPS where impact test is applicable.As per QW-403.6 The minimum base metal thickness qualified is the thickness of the test coupon T or 16mm whichever less and if T less than 6mm, then 1/2T.
در QW-403.6 سه محدوده ( MINIMUN ) مشخص کرده و ماکزیمم طبق جدول QW-451.1 :
1- کمتر از ۶ میلیمتر ، حداقل ۱/۲T تست کوپن
2- ۶ تا کوچکتر از ۱۶ میلیمتر ، حداقل T تست کوپن
3- 16 میلیمتر و بالاتر ، حداقل ۱۶mm
مثال : تست کوپن ۲۰ با ضخامت ۲۰ میلیمتر با تست ضربه چه محدوده ای را پوشش میدهد ؟
طبق QW-403.6 ضخامت T یا 16 میلیمتر هر کدام کمتر است پس حداقل ضخامتی که پوشش می دهد 16 میلیمتر است و حداکثر 2T
پرسش : آیا آزمون روی متریال با ضخامت ۳/۴ اینچ با impacts باضافه تست " فقط ضربه " روی متریال با ضخامت ۳/۱۶ اینچ محدوده ۳/۱۶ اینچ تا ۱.۱/۲ اینچ را تائید می کند ؟
خیر . ورق با ضخامت ۳/۱۶ اینچ برای 2T واجد شرایط است که ۳/۱۶ تا ۳/۸ اینج را پوشش میدهد. یک ورق بالای ۳/۸ اینچ برای صلاحیت دار شدن ۳/۸ اینچ تا ۵/۸ اینچ مورد نیاز است . آزمون ۳/۴ اینچ محدوده صلاحیت آن از ۵/۸ اینچ ( ۱۶mm ) تا 2T است.
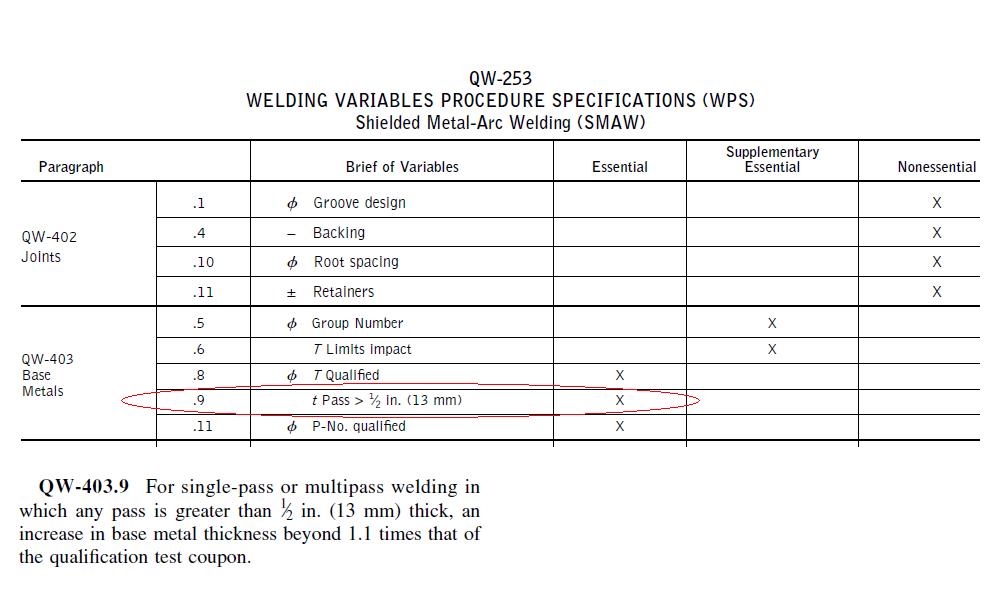
اگر اندازه پاسی ۱۳ و بیشتر شود حداکثر ضخامتی که پوشش می دهد ۱.۱ برابر تست کوپن است.
QW-403.9 به پاس نیم اینچی اشاره می کند که به عنوان یک متغیر اساسی در QW-253 اشاره شده است که WPS را به 1.1 برابر ضخامت فلز پایه واجد شرایط در PQR در مقابل 2 برابر ضخامت محدود می کند.
در تصویر زیر ملاحظه می کنید t pass جزء متغیرهای اساسی است که اگر تغییری ایجاد شود Requalification نیاز دارد.
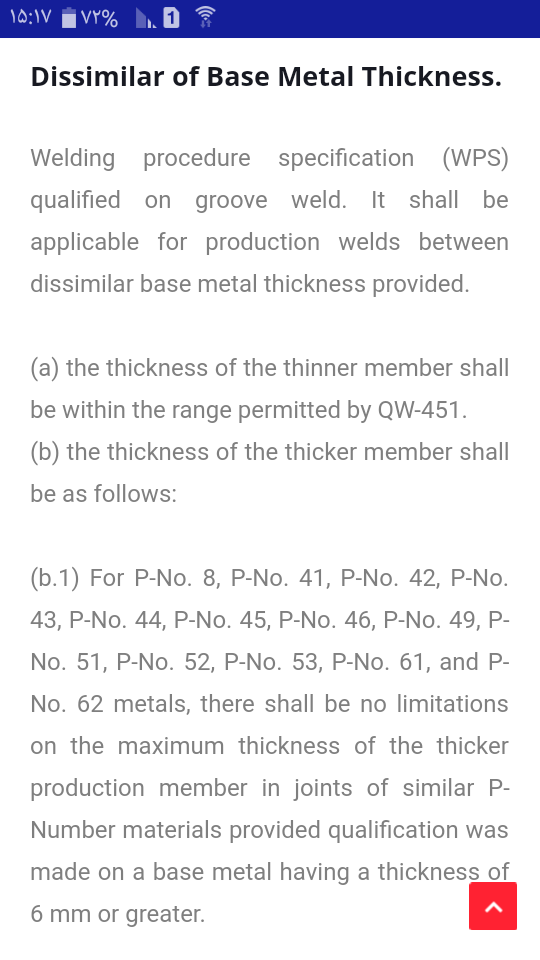
در فلزات مبنایی که ضخامت یکسانی ندارند : QW-202.4
- ضخامت عضو نازکتر باید داخل محدوده مجاز در QW-451.1 باشد
- ضخامت عضو ضخیم تر :
برای متریال های P نامبر 8 ( استنلس آستنیتی ) ، 41 تا 46 ، 49 ، 51 تا 53 ، 61 و 62 هیچ محدودیتی روی حداکثر ضخامت عضو ضخیمتر در اتصال متریال های P نامبر یکسان ندارد به شرط اینکه صلاحیت روی فلز مبنایی که دارای حداقل ضخامت ۶ میل یا بیشتر است انجام شده باشد.
در سایر متریال ها ضخامت عضو ضخیمتر باید در محدوده جدول QW-451 باشد ، استثناء : نیاز نیست هیچ محدودیتی روی حداکثر ضخامت عضو ضخیمتر تولیدی وجود داشته باشد به شرط اینکه صلاحیت روی فلز مبنا با ضخامت ۳۸ میلیمتر و بیشتر انجام شده باشد. بیش از یک PQR ممکن است برای صلاحیت چند ترکیب ضخامت نابرابر نیاز باشد.
مثال :
یک PQR جوش شیاری با استفاده از جوش آرگونِ دو ورق ۶ میلیمتر هم ضخامت با P نامبر 8 ( استنلس آستنیتی ) واجد شرایط شده، تافنس تست بعنوان قسمتی از PQR کامل انجام نشده.
پرسش ۱ : آیا این PQR یک WPS با اتصال دو متریال P نامبر ۸ با ضخامت ۱.۵ میلیمتر به ضخامت ۲۰۰ میلیمتر را پشتیبانی می کند؟ بلی
توضیح چون PQR با ضخامت ۶ میل و مورد صلاحیت وجود دارد پس محدودیتی برای ضخامت عضو ضخیم تر وجود ندارد و برای عضو نازکتر هم رنج باید طبق جدول QW-451 باشد که طبق این PQR ضخامت ۱.۵ تا ۱۲ میلیمتر را پوشش میدهد.
پرسش ۲ : آیا این PQR یک WPS با اتصال دو متریال P نامبر ۸ با ضخامت ۱.۵ میلیمتر به ۳۰۰ میلیمتر را پوشش میدهد ؟ بلی
توضیح : محدودیتی برای حداکثر ضخامت Bas Metal عضو ضخیم تر وجود ندارد به شرط اینکه در P نامبر ۸ PQR با ضخامت ۶ میل و بالاتر داشته باشیم.
پرسش ۳ : آیا این PQR یک WPS با اتصال دو متریال P نامبر ۸ ، با ضخامت ۱۲ به ۳۰۰ میلیمتر را پوشش میدهد؟ بلی
رنج ضخامت Base Metal عضو نازکتر طبق PQR زده شده از ۱.۵ تا ۱۲ میل یا 2T است پس در محدوده مجاز جدول QW-451 است و برای عضو ضخیم تر با P نامبر ۸ چون PQR با ضخامت ۶ میل زده شده محدودیتی در حداکثر ضخامت Base metal وجود ندارد
پرسش ۴ : آیا این PQR یک WPS با اتصال دو متریال P نامبر ۸ و ضخامت ۱۳ میلیمتر به ۳۰۰ میلیمتر را پوشس میدهد ؟ خیر
توضیح : چون رنج ضخامت عضو نازکتر طبق جدول QW-451 نیست PQR زده شده ۶ میل است و محدوده ضخامت مجاز فلز مبنا بین ۱.۵ میل تا 2T یا ۱۲ میلیمتر است بنابراین فلز مبنا با ضخامت ۱۳ میلیمتر که گفته را ساپورت نمیکند
(QW-200.2(f : مثال برای این پاراگراف
برای مثال یک WPS مجاز است محدوده ضخامتی ۱.۵mm تا ۳۲mm را پوشش دهد اگر PQR هایی برای هر دو محدوده ضخامتی بین ۱.۵mm تا ۵mm و ۵mm تا ۳۲mm وجود داشته باشند.
تغییر در روند جوشکاری از سربالا به سرپائین یا برعکس برای WPS یک متغیر ضروری نیست. ولی برای WPQ یا صلاحیت اجرای جوشکار در هر دو فرآیند GTAW و SMAW یک متغیر ضروریست. QW-353 ، QW-356 ، QW-405.3 ، QW-416
DNV-OS-C401
Test assembly for butt welds on plates
For manual or semiautomatic welding, a test assembly shall be carried out with:
wmin ≥300 mm
lmin ≥350 mm
For automatic welding, the dimensions shall be:
wmin ≥400 mm
lmin ≥1000 mm.
An increase of the minimum test piece length (lmin) may be needed if additional specimens like the round tensile test from the weld metal are included.
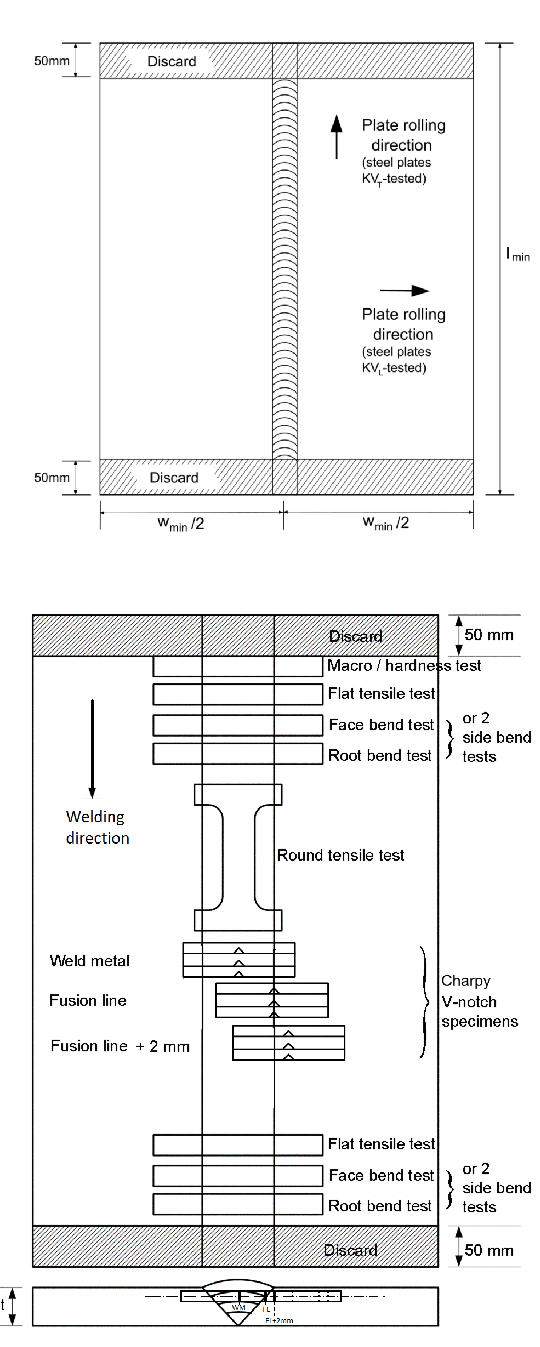
The following specific mechanical tests are required from each assembly ( Second image )
—two cross-weld tensile tests (flat specimen transverse to the weld)
—bend tests:
—for thickness t < 12 mm: 2 root and 2 face bend specimens
—for thickness t ≥ 12 mm: either 2 root and 2 face bend specimens, or 4 side bend specimens
—three sets of three Charpy V-notch specimens with the notch location as given in ( Second image ) . Depending on the type of joint (one side or both side), the heat input and the plate thickness, more than nine specimens are required
—one macro-section test (metallographic examination + hardness measurements),
Figure 12 Sampling of test specimens in pipes
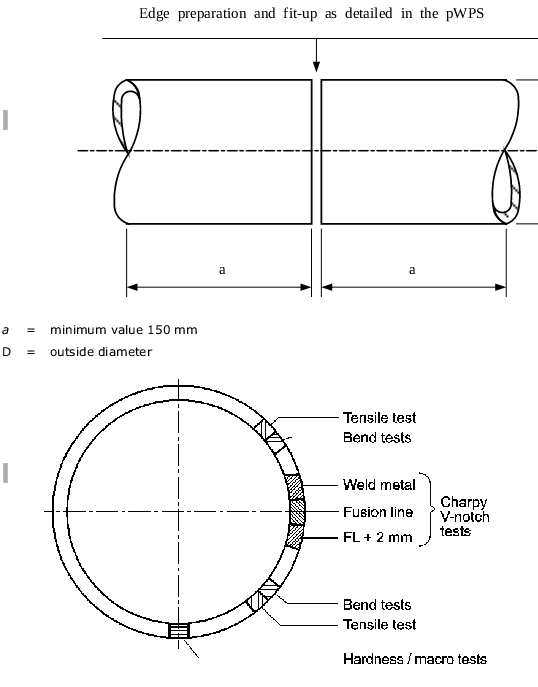
—two cross-weld tensile tests (flat specimen transverse to the weld)
—bend test :
—for pipe thickness t < 12 mm:
2 root and 2 face bend specimens
—for pipe thickness t ≥ 12 mm:
either 2 root and 2 face bend specimens, or 4 side bend specimens
—three sets of three Charpy V-notch specimens with the notch location
—for pipe thickness > 20 mm with one side welding, one additional set of Charpy V-notch specimens shall be taken from the root area
—one macro section test (metallographic examination + hardness measurements)
Sampling of test specimens on full penetration T-joints
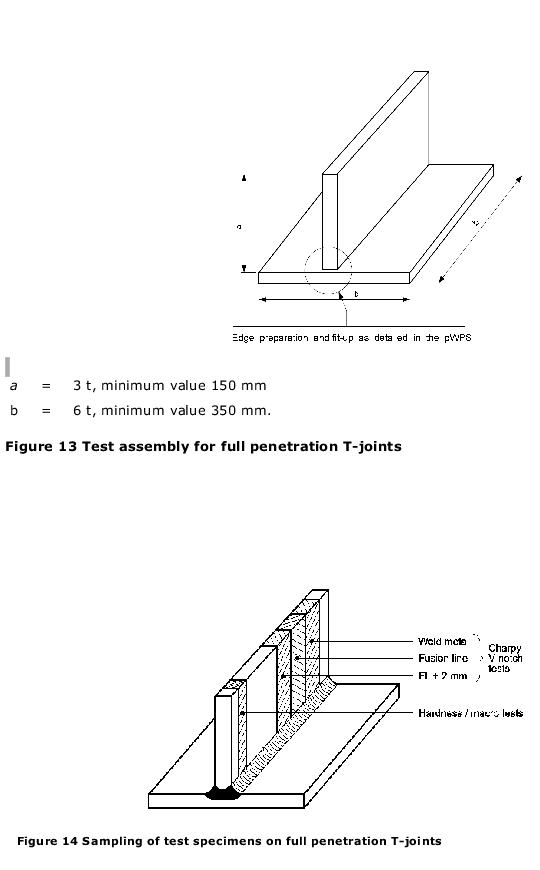
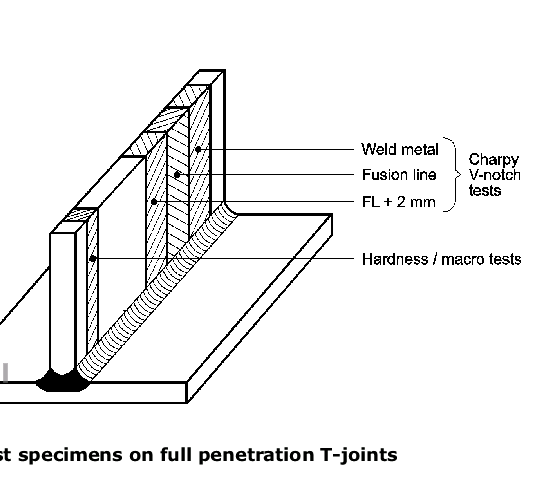
—three sets of three Charpy V-notch tests with the notch location see also guidance note
—for web plate thickness > 20 mm with one side welding, one additional set of specimens shall be taken from the root area ,, see guidance note
—one macro section test (metallographic examination + hardness measurements)
Guidance note: If the flange thickness is < 30 mm and therefore Charpy V-notch specimens can't be machined, qualification tests on butt welds may be performed as an alternative. In this case, with comparable welding parameters as for the full penetration T-joint.
تعداد آزمون اتصالات لب به لب و اتصالات T ، Y و K با نفوذ کامل
3.2.1 Full penetration butt-joints and T-, Y-, and K-joints
3.2.1.1 Extent of testing
Unless otherwise specified, the extent of non-destructive testing (NDT) shall be as follows:
—100% visual inspection (VI)
—100% radiographic testing (RT) or ultrasonic testing (UT)
—100% surface crack detection (MT for ferromagnetic materials or penetrant testing (PT) for non- ferromagnetic materials).
العالم- عراق
براساس تصویری که از ویدئوی منتشر شده از جلسهسازمان ملل منتشر شده، دیپلمات عراق به هنگام سخنرانی "بنیامین نتانیاهو" نخستوزیر رژیم صهیونیستی در حالی که تقریبا سالن خالی از جمعیت است، بر روی صندلی خود نشسته است.
عراقیها وزارت خارجه را مورد هجمه قرار دادند و گفتند که این رفتار، عراق را در محافل بینالمللی در تنگنا قرار داده است.
برخی منابع به "الشرق الاوسط" گفتند که وزارت خارجه تحقیقات فوری درخصوص این دیپلمات را آغاز کرده و تصمیم به لغو عضویت او در هیئت نمایندگی عراق در سازمان ملل گرفته است.
حمله به اسرائیل چندین ماه بعد از شهادت هنیه : سه شنبه حوالی ساعت ۲۰:۳۰ مورخ ۱۰ مهرماه ۱۴۰۳
گزارش اقتصادنیوز به نقل از رویترز، یک مقام ارشد کاخ سفید روز سهشنبه گفت، ایالات متحده نشانههایی دارد که نشان میدهد ایران در حال آماده شدن برای حمله قریب الوقوع موشک بالستیک علیه اسرائیل است.
این مقام گفت: «ایالات متحده فعالانه از آمادگی ها برای دفاع از اسرائیل در برابر این امر حمایت می کند. حمله نظامی مستقیم ایران علیه اسرائیل عواقب شدیدی برای ایران به همراه خواهد داشت.»

اسرائیل به ایران پاسخ بدهد باید جنازه نتانیاهو را از خیابان جمع کند
همشهری آنلاین، سایت خبری روزنامه همشهری | hamshahrionline
۱ ساعت پیش
نخست وزیر اسرائیل همچنین ایران را تهدید کرد و گفت: ایران اشتباه کرد و برای این اشتباه هزینه پرداخت خواهد کرد. نتانیاهو افزود: هر کس به ما حمله کند، به او حمله خواهیم کرد. 

قرار بود وعده صادق ۲ پشیمان کننده باشد!!! ولی بازهم حمله به بیروت انجام میشود ( با بمب های فسفری ) و سپاه هم همچنان در بیروت در کنار حزب الله برای کشیدن افسار نتانیاهو و کابینه
به گزارش اکوایران، یک مقام اسرائیلی در گفتوگو با انبیسینیوز ادعا کرد: «اسرائیل به دلیل حمله موشکی بالستیک ایران، بهسرعت علیه این کشور اقدام تلافیجویانه انجام خواهد داد.»
بنیامین نتانیاهو، نخستوزیر اسرائیل و مقامات نظامی و اطلاعاتی این رژیم طی روز چهارشنبه در وزارت دفاع اسرائیل جلسه داشتند و درباره پاسخ گفتوگو کردند.
این مقامات اعلام کردند زمانبندی دقیق حمله به دلیل سال جدید یهودیان که از امروز آغاز میشود و پس از آن چندین روز تعطیلات وجود دارد، پیچیده شده است. اما اسرائیل مصمم است بهسرعت اقدام تلافیجویانه انجام دهد.
اسرائیل پشیمان شد
واشنگتن پست به نقل از مقامات آمریکایی گزارش داد: اسرائیل به ما گفته است که نیازی به پاسخ فوری و گسترده به ایران احساس نمی کند.
در این گزارش به نقل از منابع آگاه ادعا شده کاخ سفید در حال تلاش برای محدود کردن پاسخ احتمالی اسرائیل به عملیات موشکی ایران موسوم به «عملیات وعده صادق ۲» است.
چند مقام ارشد دولت «جو بایدن» که به شرط عدم افشای نام با این روزنامه گفتوگو میکردند مدعی شدهاند مقامهای اسرائیلی در محافل خصوصی به کاخ سفید گفتهاند نیازی برای زدن ضربات فوری و گسترده به ایران احساس نمیکنند
متغیرهای اساسی در API 1104 که تغییر در آنها نیاز به صلاحیت مجدد دارد
تک صلاحیتی : ( single qualification )
برای صلاحیت منفرد ، یک جوشکار باید با استفاده از یک روش مورد تائید برای اتصال pipe nipples یا بخش هایی از لوله یک جوش آزمایشی انجام دهد. جوشکار باید یک جوش butt را در حالت چرخش یا ثابت ( fixed ) انجام دهد. زمانیکه جوشکار در موقعیت ثابت دارای صلاحیت میشود ، محور یا آکس لوله باید در صفحه افقی ، در صفحه عمودی یا شیب از سطح افق با زاویه بیش از ۴۵ درجه باشد.
جوشکاری که یک آزمایش تک صلاحیتی برای اتصالات انشعاب ( branch ) ، جوش گوشه ای یا سایر پیکربندیهای مشابه انجام میدهد باید از مشخصات روش خاص پیروی کند.تغییرات در متغیرهای ضروری شرح داده شده در پائین نیازمند صلاحیت مجدد جوشکار است . جوش در صورتی قابل قبول است که الزاماتی را بر آورده کند.
الزامات :
- حد پذیرش برای آزمون چشمی :
برای اینکه جوش آزمایشی صلاحیت مورد نیاز برای آزمون چشمی را برآورده کند ، جوش باید عاری از ترک ها ، نفوذ ناکافی و سوختگی ریشه باشد و باید ظاهری منظم داشته باشد مانند workman. عمق undercut مجاور با مهره آخر روی سطح خارجی لوله نباید بیش از ۱/۳۲ اینچ ( 0.8 میلیمتر ) یا ۱۲.۵درصد ضخامت دیواره ، هر کدام که کمتر است باشد ، و در هر ۱۲ اینچ طول پیوسته جوش نباید بیش از ۲ اینچ ( ۵۰mm ) سوختگی کناره جوش یا undercut وجود داشته باشد. زمانیکه جوشکاری اتوماتیک یا نیمه اتوماتیک بکار می رود ، سیم فیلر که به داخل لوله بیرون زده باید به حداقل برسد .
- آزمون مخرب
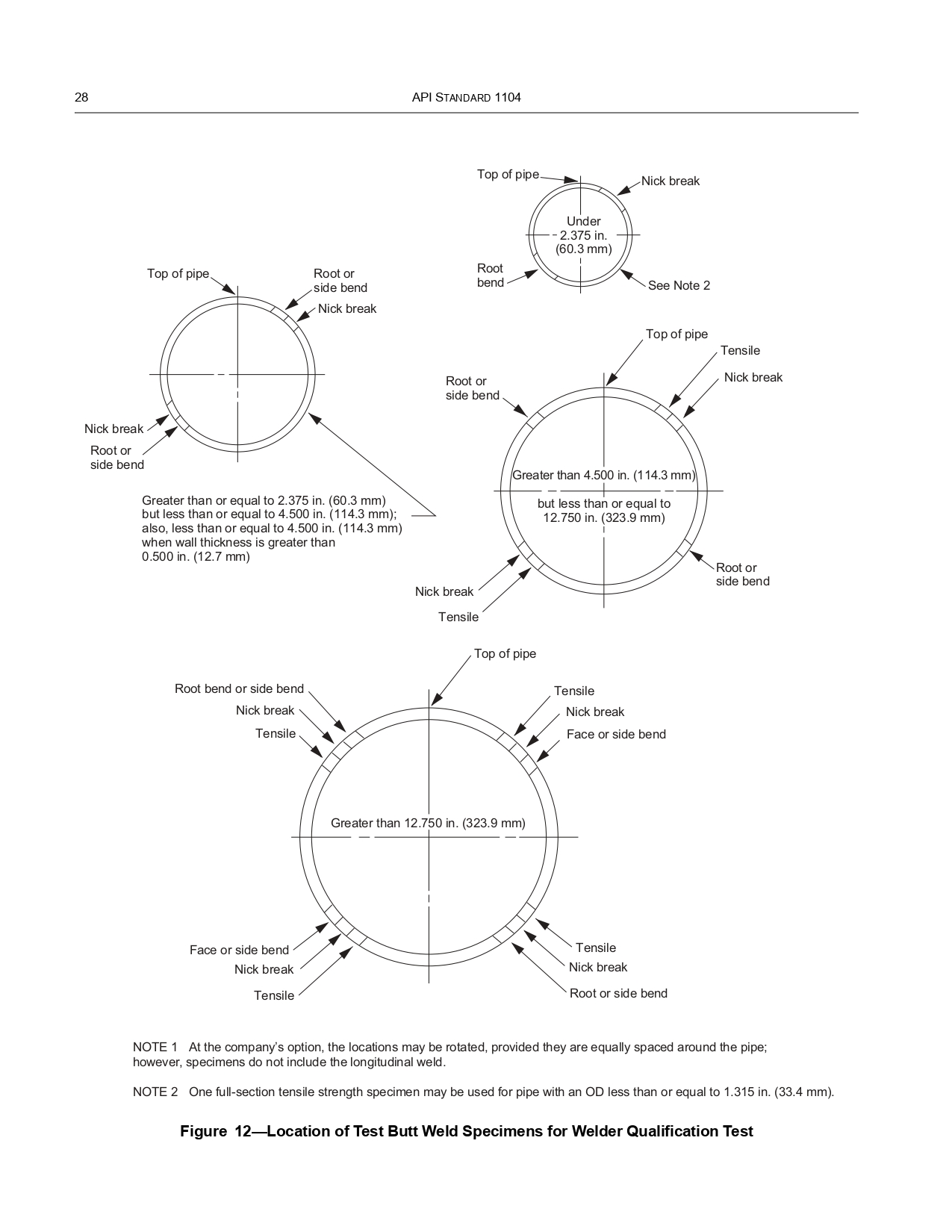
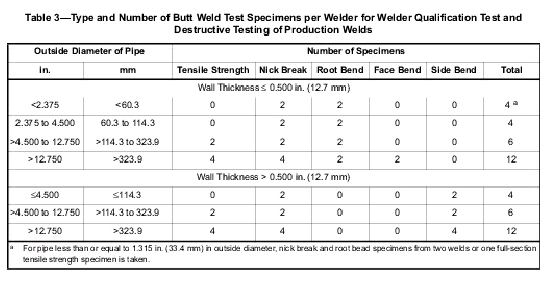
1- نمونه های آزمون جوش های Butt
برای آزمایش جوش های Butt ، نمونه هایی از هر جوش آزمایشی بریده می شود . شکل 12 اگر جوش آزمایشی یک جوش کامل محیطی باشد محل هایی که نمونه ها باید از آنها جداشوند را نمایش می دهد . اگر جوش آزمایشی شامل مقاطعی از pipe nipples باشد ، باید تقریباً تعداد مساوی نمونه ها از هر مقطع یا segment برداشته شود. تعداد کل نمونه ها و آزمایش های هر کدام باید طبق جدول ۳ ثبت شوند . نمونه ها نباید شامل جوش طولی باشند . نمونه ها باید قبل از آزمون در مجاورت هوا تا دمای محیط خنک شوند. برای لوله هایز با قطر خارجی کمتر یا مساوی 1.315 اینچ ( 33.4mm ) ، می توان یک نمونه کامل لوله را جایگزین نمونه های خمش ریشه ( root bend ) و Nick break کرد. این نمونه full-section باید مطابق با 5.6.2.2 ( روش آزمون Tensile ) آزمایش شود و الزامات 6.5.3 را رعایت کند.
6.5.3 Tensile Strength Test Requirements for Butt Welds
For the tensile strength test, if any of the reduced section specimens or the full section specimen breaks in the weld or at the junction of the weld and the parent material and fails to meet the soundness requirements of 5.6.3.3, the welder shall be disqualified.
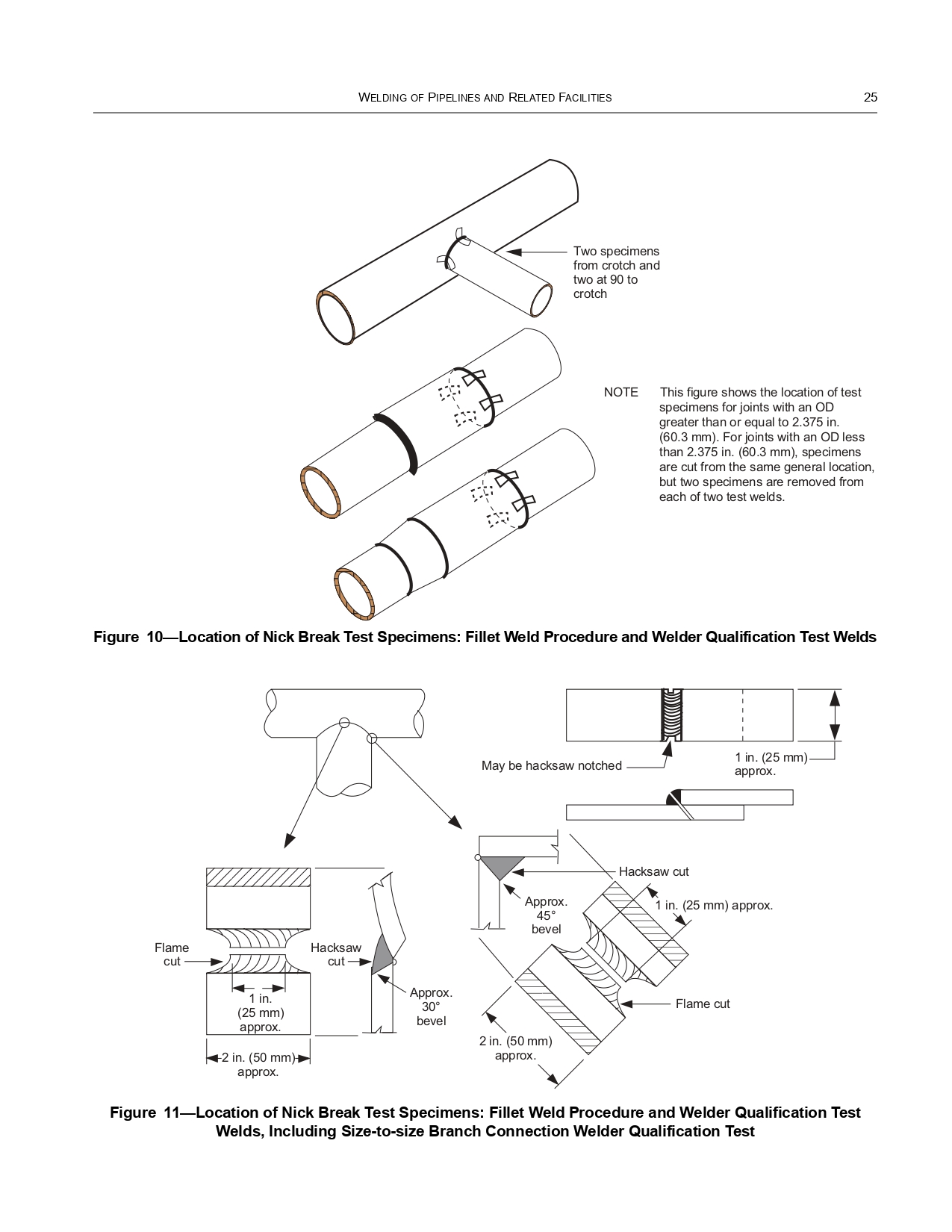
- روش تست و الزامات جوش های گوشه ای :
نمونه های جوش گوشه ای باید آماده سازی شوند و تست باید طبق آنچه در پاراگراف 5.8
( Testing of Welded Joints—Fillet Welds) توصیف شده انجام شود.
روش :
The fillet weld specimens shall be broken in the weld by any convenient method.
--- برای تست اتصال جوش فیلت نمونه های آزمون باید از اتصال در محل های نمایش داده شده در شکل 10 بریده شوند . حداقل چهار نمونه باید گرفته و طبق شکل 11 آماده شوند . نمونه ها می تواند با ابزار ماشینی یا اکسیژن برش شوند . آنها باید حداقل عرض یک اینچ و طول کافی داشته باشند . برای لوله های با قطر خارجی کمتر از ۲.۳۷۵ اینج ، نمونه ها باید از همان محل متداول بریده شوند . ممکن است لازم باشد دو جوش آزمایشی برای بدست آوردن تعداد مورد نیاز نمونه های تست انجام شود . دو نمونه باید از هر یک از دو جوش آزمایشی برداشته شود . نمونه ها باید قبل از آزمون با هوا تا دمای محیط خنک شوند.
a- بزرگترین اندازه هر حفره گازی از ۱.۶ میلیمتر تجاوز کند.
b- ناحیه مجموع تمام حفره های گازی نباید از ۲ درصد ناحیه سطح در معرض تجاوز نماید.
c- سرباره نباید بیش از ۱/۳۲ اینج یا ۰.۸ میلیمتر عمق داشته باشد و نباید بیش از ۱/۸ اینچ یا ۳ میلیمتر یا یک دوم ضخامت دیواره مشخص شده در طول هر کدام کوچکتر است باشد و
d- باید حداقل نیم اینچ یا ۱۳ میلیمتر فاصله بین سرباره های مجاور وجود داشته باشد
- رادیوگرافی
-- جنرال : به عنوان انتخاب جایگزین ، صلاحیت جوش های butt باید توسط رادیوگرافی بجای آزمون های مشخص شده در پاراگراف 6.5 از API 1104 آزمون شوند.
-- الزامات بازرسی : فیلم های رادیوگرافی باید از هر یک از جوش های آزمایشی تهیه شوند . اگر هر کدام از این جوش ها الزامات 9.3 از API 1104 ( عیوب جوشکاری مثل نفوذ ناقص یا ذوب ناقص یا سوختگی ریشه و ...) را برآورده نکنند باید جوشکار disqualified یا عدم صلاحیت شود . بازرسی پرتونگار نباید برای هدف تعیین نواحی سالم یا نواحی حاوی عیوب و نتیجتاً انجام آزمون های اینچنین مناطقی برای صلاحیت یا عدم صلاحیت یک جوشکار استفاده شود .
اگر هر کدام از متغیرهای ضروری زیر تغییر نمایند ، جوشکار با استفاده از روش جدید باید صلاحیت مجدد گردد.
a- تغییر از یک فرآیند جوشکاری به فرآیند دیگر یا ترکیبی از فرآیندها طبق زیر :
1- تغییر از یک فرآیند جوشکاری به فرآیند جوشکاری متفاوت یا :
2- تغییر در ترکیب فرآیندهای جوشکاری، مگر اینکه جوشکار با استفاده از هر یک از فرآیندهای جوشکاری که برای ترکیب فرآیندهای جوشکاری استفاده می شود، دارای شرایط آزمایش های صلاحیت جداگانه باشد.
b- تغییر در جهت جوشکاری از vertical uphill به vertical downhill یا برعکس.
c- تغییر کلاس بندی فیلر متال از گروه یک یا 2 به گروه 3 یا از گروه 3 به گروه یک یا 2.
d- تغییر از یک گروه قطر خارجی به گروه دیگر . این گروه یا دسته بندی ها طبق زیر مشخص شده اند :
1- قطر خارجی کمتر از 2.375 اینچ یا NPS 2
2 - قطر خارجی از NPS 2 تا NPS 12
3- قطر خارجی بزرگتر از NPS 12 یا 12.75 اینچ.
e- تغییر گروه ضخامت بندی :
1- ضخامت دیواره اسمی لوله کمتر از 4.8mm
2- از 4.8mm تا 19.1mm
3- بزرگتر از 19.1mm
f- تغییر در حالت از آن چیزی که برای هر جوشکار قبلاً واجد شرایط شده ( برای مثال تغییر از چرخش به ثابت یا تغییر از vertical به horz یا برعکس ) . جوشکاری که با موفقیت تست صلاحیت جوش butt را در حالت fixed ( ثابت ) با شیب ۴۵ درجه از سطح افقی می گذراند یا پاس میکند بایستی برای انجام جوش های butt و جوش های lap fillet در تمام حالات واحد شرایط شوند.
g- تغییر در طراحی اتصال ( برای مثال حذف [ elimination ] نوار پشت بند [ backing strip ] یا تغییر از پخ V bevel به U bevel )
Multiple Qualification
Multiple Qualifications shall not be permitted
۶ مهر ۱۴۰۳ در پی بمباران ضاحیه لبنان با بمب های ۲ تنی آمریکایی
حزب الله: سید حسن نصرالله به شهدای بزرگ و جاویدالاثر خود پیوست
Entekhab
۲۹ دقیقه پیش
طبق اعلام رسانههای عبری، ارتش اسرائیل پس از دریافت اطلاعاتی موثق، بیش از ۸۰ تن مواد منفجر را بر روی ساختمانی، که سیدحسن نصرالله و برخی رهبران حزبالله در آنجا نشست داشتند، ریخت.
مشخص شد که قبل تر دنبال ترور این شخصیت بوده اند ، امان از نفوذ !!!
۸ مهر ۱۴۰۳
الجزیره ساعاتی پیش از هدف قرار گرفتن یک مقر متعلق به گرداهای سیدالشهدا عراق در نزدیکی نوار مرزی سوریه و عراق در سمت سوریه خبر داده بود.
این حمله پس از حملمه پهپادی به پایگاه نظامیان آمریکایی در میدان نفتی «کونیکو» در استان دیرالزور سوریه انجام شد.
۱۰ مهر ۱۴۰۳ حمله موشکی ایران به اسرائیل حوالی ساعت ۲۰:۳۰ بیش از ۴۰۰ موشک بالستیک که کمتر از ۱۲ دقیقه مسیر را پیمودند
سخنگوی ارتش اسرائیل می گوید: "ما در حالت دفاعی و تهاجمی آماده باش هستیم، از شهروندان اسرائیل محافظت خواهیم کرد. این شلیک [موشکی] عواقبی خواهد داشت. ما برنامه هایی داریم و در زمان و مکانی که انتخاب می کنیم عمل خواهیم کرد. ( بیانی که مسئولین سپاه هم زمان شهادت هنیه بر زبان آوردند. )