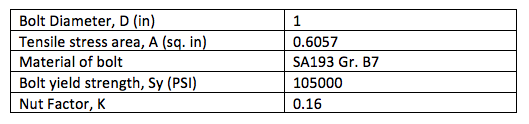
برای صلاحیت روش جوشکاری طبق استاندارد Asme سکشن IX یا 9 ، ویژگیها یا خواص مکانیکی تست کوپن باید مورد آزمون قرار گیرد . تست کشش که آزمون استحکام جوش توسط اصل ASME است ، این است که فلز جوش می بایست دارای استحکام بیشتر یا مساوی استحکام فلز پایه باشد.
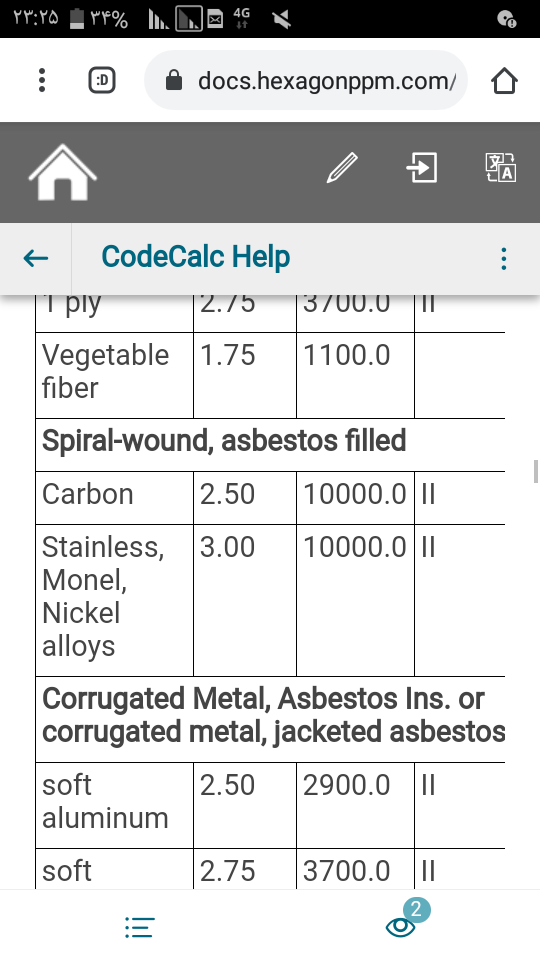
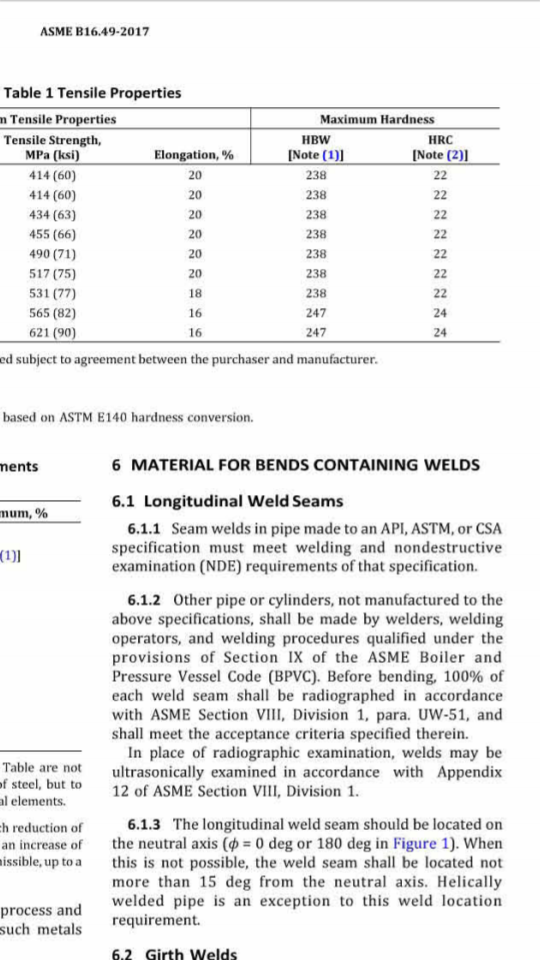
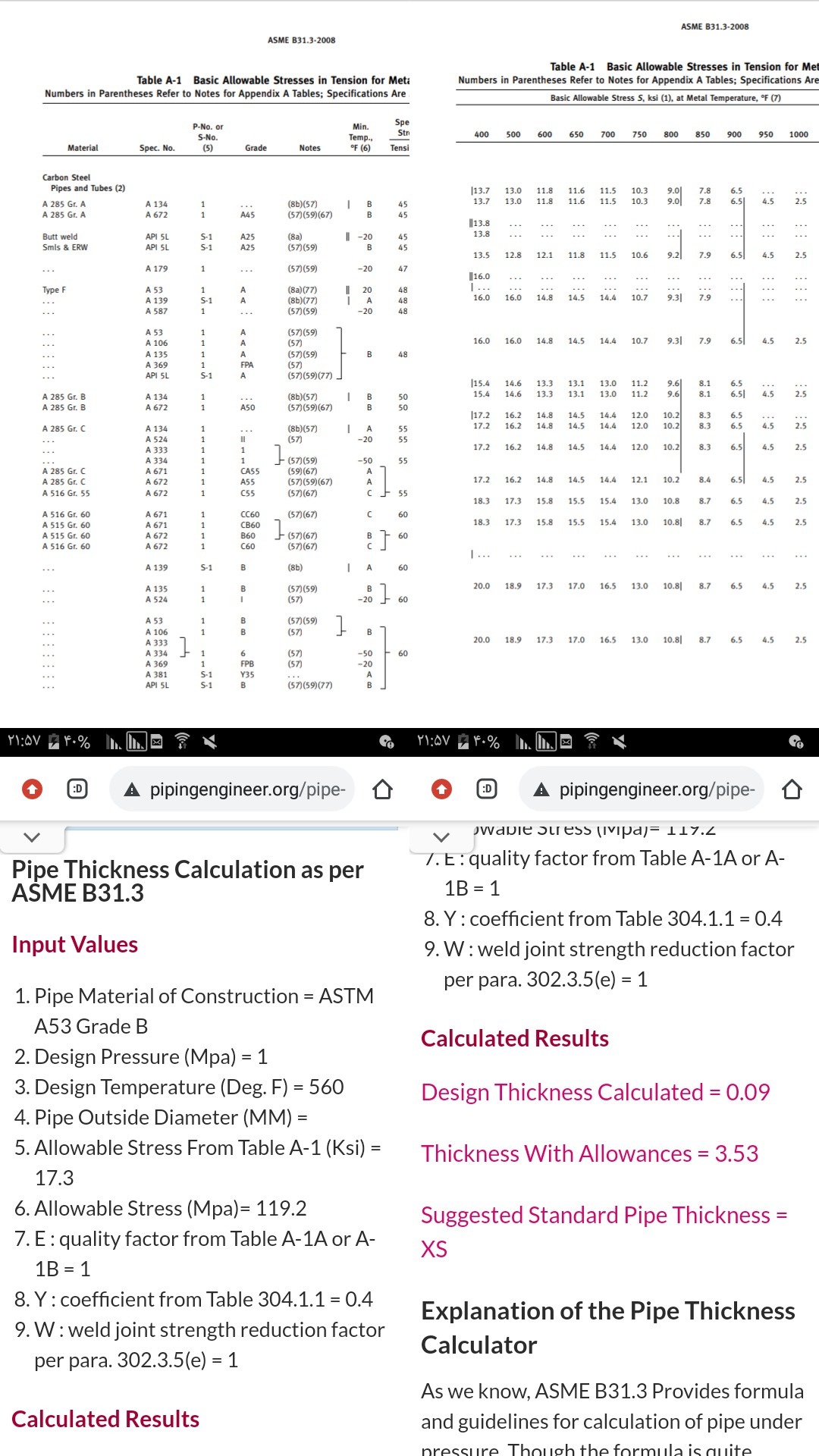
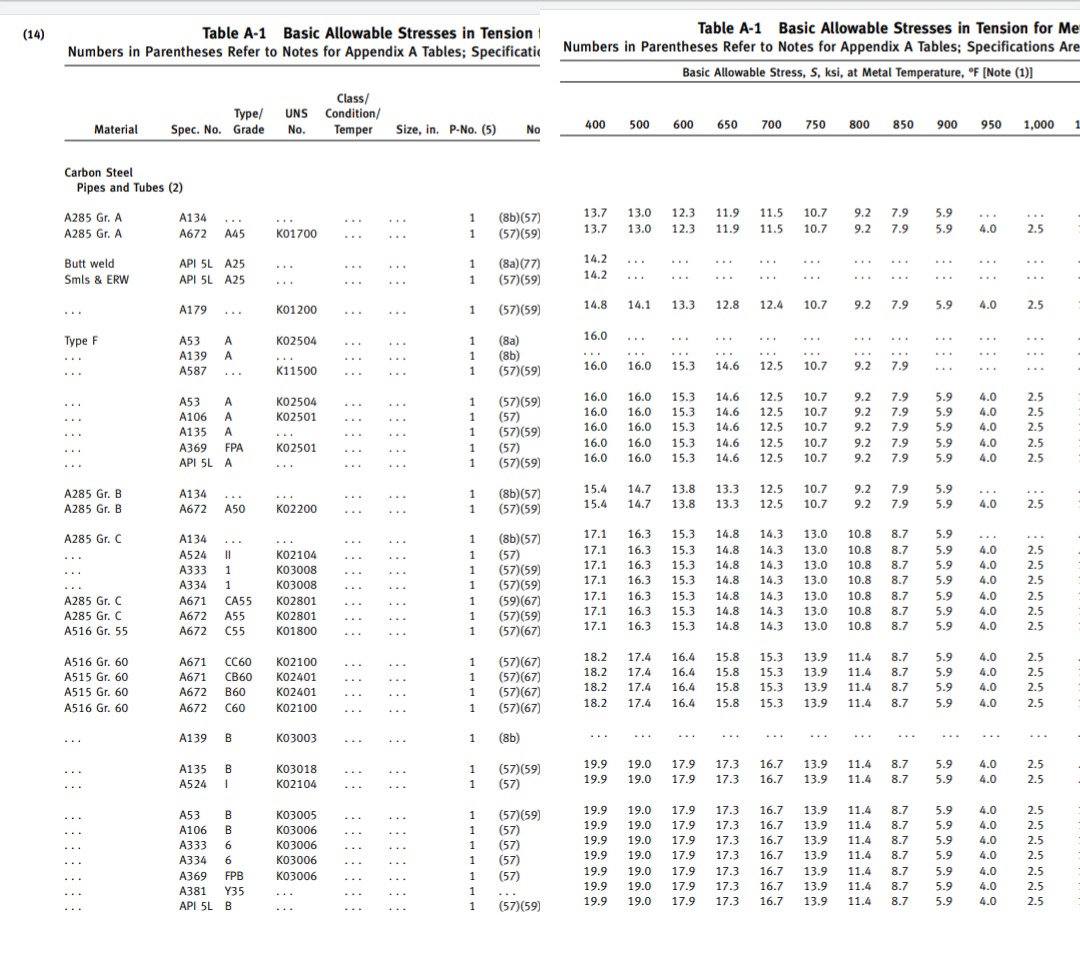
در QW-153.1 از استاندارد ASME سکشن IX یا 9 در مورد استحکام کششی ، ذکر کرده حداقل مقادیر برای تائید صلاحیت روش جوشکاری در ستونی با عنوان Mininmum Specified Tensile به واحد ksi از جدول QW/QB-422 فراهم گردیده.
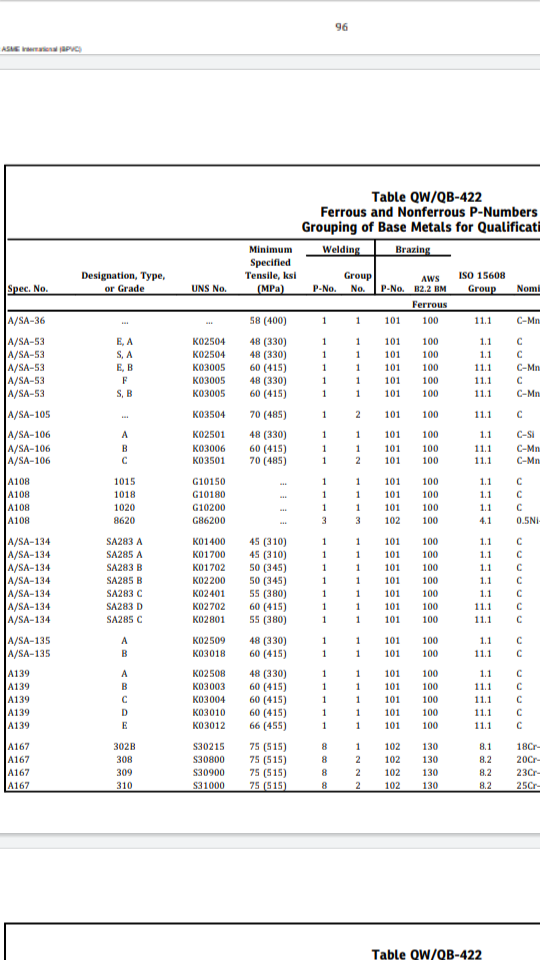
QW-153.1 Tensile Strength. Minimum values for procedure qualification are provided under the column heading "Minimum Specified Tensile, ksi" of Table QW/QB-422
در بند ( د ) ذکر شده چنانچه نمونه در فلز پایه در خارج از جوش یا weld inteface شکسته شود ، آزمون می بایست بعنوان مطابق با الزامات (Meeting Requirement) مورد قبول واقع شود ، مشروط بر آنکه استحکام بیشتر از 5 درصد زیر حداقل استحکام کششی فلز پایه نباشد.
(d) if the specimen breaks in the base metal outside of the weld or weld interface, the test shall be accepted as meeting the requirements, provided the strength is not more than 5% below the minimum specified tensile strength of the base metal.
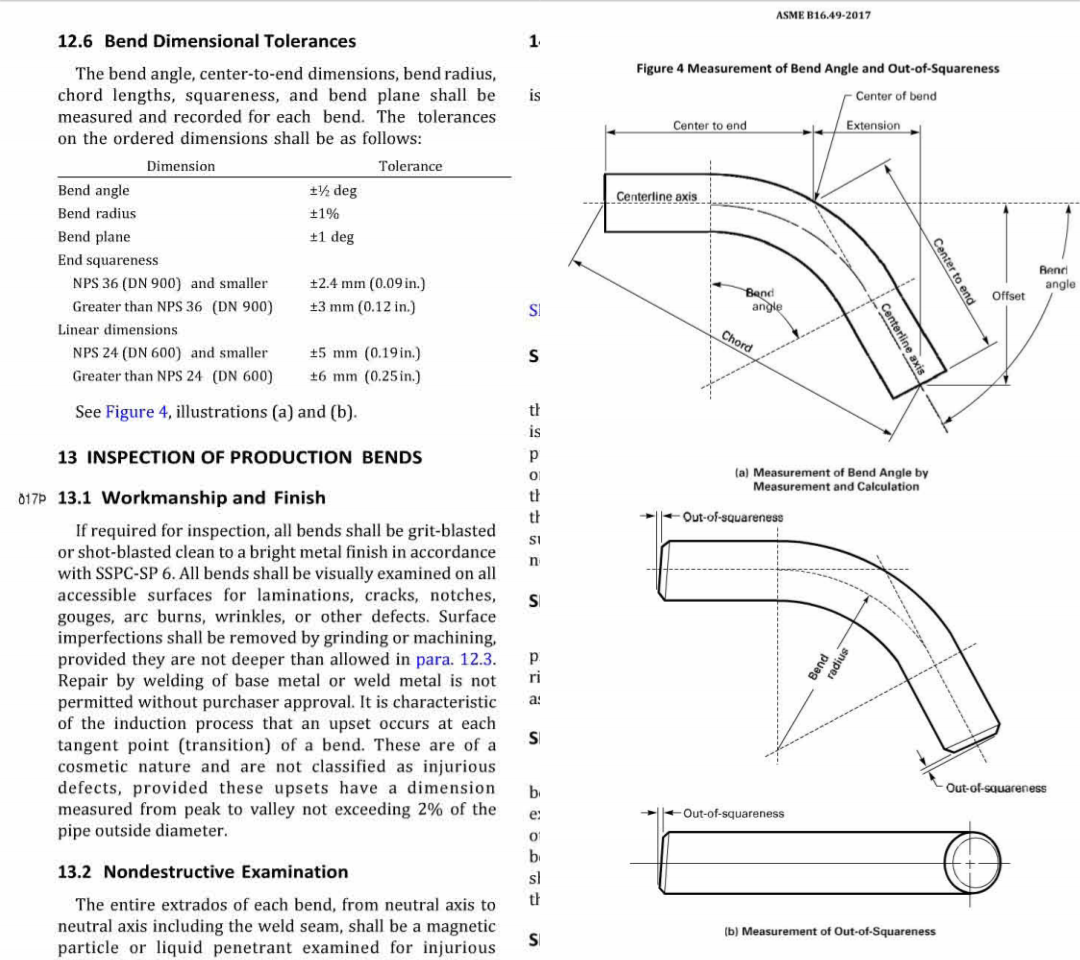
The workpiece is torn/break at Base Metal:
Ultimate Tensile Strength (UTS) or Failure Stress of the workpiece must be greater than 95% of Minimum Specified Tensile Strength (SMTS *) of Base Metal
در جدول QW-451.1 تعداد نمونه خمش و کشش که برای تائید یک PQR جوش Groove یا شیاری باید مورد آزمون قرار بگیرد مشخص گردیده.تعداد نمونه مورد نیاز بستگی به ضخامت تست کوپن دارد.
Table QW451.1 also specifies the number of tensile and guided bend specimen to be tested to qualify a groove weld PQR. Number of specimen required depends on the thickness of the test coupon.
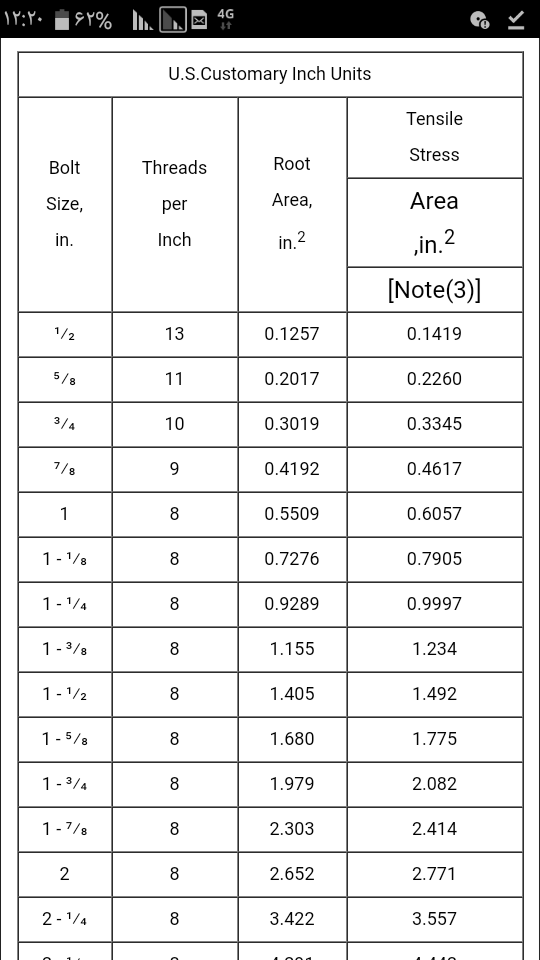
نمونه کشش : صرفنظر از ضخامت تست کوپن برای تائید PQR ، دو نمونه اجبارا باید آزموده شوند. نمونه آزمون کشش بایستی طبق QW-151 باشد.کاهش سطح نمونه کشش برای ورق و لوله : نمونه گرفته شده برای آزمون می بایست زمانیکه T<=25 است ضخامت کامل نمونه باشد.
تصویر (جدول 451.1) را ملاحظه بفرمائید در سمت راست برای تمام ضخامت ها تعداد نمونه 2 برای آزمون کشش قید شده !!!
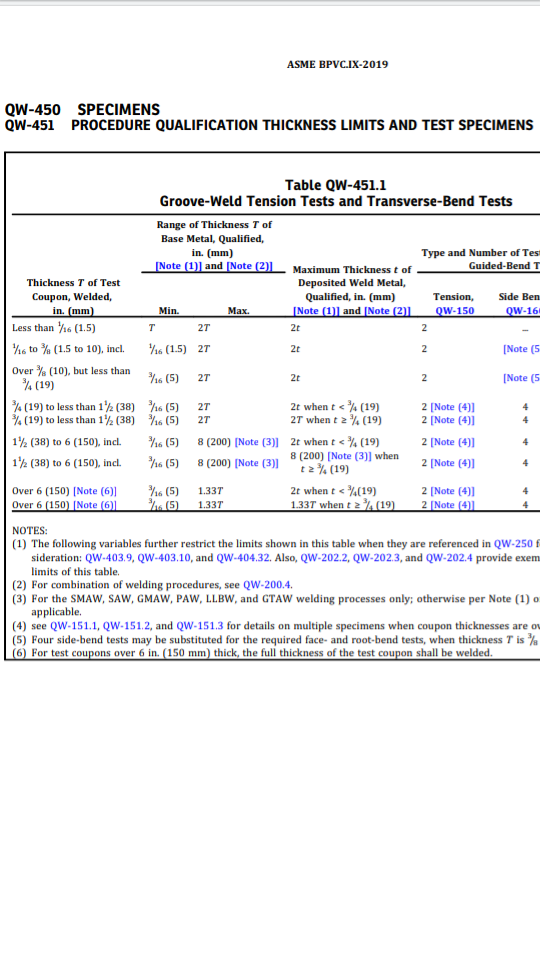
- Tensile Specimen: Regardless of the thickness of the test coupon for qualifying the PQR, two number of tensile specimen are mandatory to be tested. Tensile test specimen shall be drawn as per QW151, Reduced Section Tensile specimen for Plate & Pipe : Specimen taken for testing shall be full thickness specimen when T ≤ 25mm.
هر وقت ضخامت بالای 25 میل باشد ، می توان نمونه ضخامت کامل را آزمایش کرد یا اگر به دلیل محدودیت ظرفیت یا گنجایش تست ماشین کششی ، نمونه ضخامت کامل را نمی توان آزمایش کرد ، می توان نمونه کشش متعدد را به جای نمونه اندازه کامل گرفت ، زمانیکه نمونه های متعدد ضروری است ، کل ضخامت می بایست بصورت مکانیکی به حداقل تعداد نوارهای مساوی بریده شود که بتوان آنرا روی دستگاه موجود آزمایش کرد
Whenever thickness is above 25mm either you can test full thickness specimen or if due to tensile machine testing capacity limitation full thickness specimen can’t be tested, multiple tensile specimen can be taken in lieu of full size specimen, when multiple specimen are necessary, the entire thickness shall be mechanically cut into a minimum number of equal strips that can be tested on available machine.
QW-151.1 Reduced Section — Plate. Reduced‐section specimens conforming to the requirements given in Figure QW-462.1(a) may be used for tension tests on all thicknesses of plate.
(a) For thicknesses up to and including 1 in. (25 mm), a full thickness specimen shall be used for each required tension test.
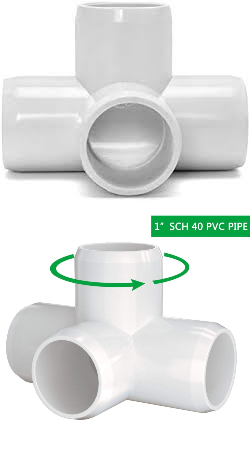
QW-151.2 Reduced Section — Pipe. Reduced‐section specimens conforming to the requirements given in Figure QW-462.1(b) may be used for tension tests on all thicknesses of pipe having an outside diameter greater than 3 in. (75 mm).
(a) For thicknesses up to and including 1 in. (25 mm), a full thickness specimen shall be used for each required tension test
خرداد سال 1401
باسمه تعالی
محضر مبارک رهبر معظم انقلاب؛
سلام علیکم،
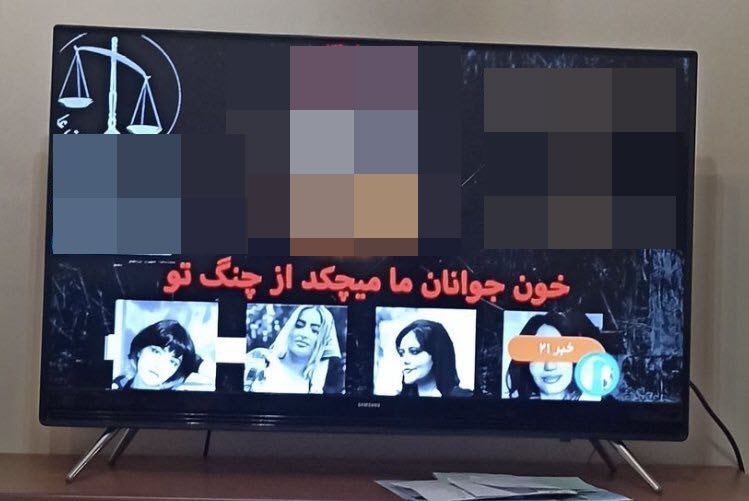
فرزندان شما در رسانه ملی تذکر و گلایه شما را با گوش جان شنیدند. از غفلت و قصور پیش آمده عذرخواهی میکنیم و بدیهی است که جبران خواهد شد. بیشک؛ ما سربازان شما در صدا و سیما همواره نیازمند تذکرات و نصایح راهگشایتان هستیم و یکی از شاخصههای تحول در رسانه ملی، توجه جدّی و پیگیری مجدانه هشدارها و رهنمودهای حضرتعالی خواهد بود.
با تجدید احترام - پیمان جبلی"
پیش از این رهبر انقلاب در سخنانی با انتقاد از عملکرد صداوسیما در ماجرای سرقت از صندوق امانات بانک ملّی فرمودند:
"نیروی انتظامی تعدادی دزد را در 48 ساعت پس از دزدی دستگیر میکند؛ خب باید تشویق بشوند. در رسانه ملی خود ما جوری حرف زده میشود کأنه سرزنش میشوند! مسلماً عمدی نیست اما غفلت است این غفلتها به سود دشمن تمام میشود. هرکس مردم را از آینده ناامید کند برای دشمن دارد کارمیکند؛ چه بداند چه نداند."
محضر مبارک مقام معظم رهبری و فرماندهی کل قوا حضرت آیتالله امام خامنهای عزیز
با سلام و تحیات
با صلوات بر حضرت محمد و آل محمد (ص) و عرض احترام،
عنایت و حمایت حضرت مستطاب عالی از عملکرد فرماندهی انتظامی جمهوری اسلامی ایران در کشف سرقت صندوق امانات بانک ملی که در دیدار دستاندرکاران کنگره شهدای جامعه عشایری کشور بیان فرمودید باعث مسرت و دلگرمی بیش از پیش کارکنان این فرماندهی شد.
برای سربازان ولایت چه عزتی بالاتر از اینکه رضایت خاطر فرمانده و ولی امرشان را جلب کنند.
فرمایشات حکیمانه، ناصحانه و پدرانه حضرتعالی همچون گذشته روشنایی بخش مسیر همه مسئولان کشوری و لشکری به خصوص فرزندان و سربازانتان در فرماندهی انتظامی جمهوری اسلامی ایران از مرکز تا مرز گردید.
بار دیگر با ولی امر و فرمانده خود تجدید میثاق میکنیم و با شهدا عهد و پیمان میبندیم در مسیر دفاع از عزت و آرمانهای مقدس انقلاب اسلامی و صیانت از جان و مال و ناموس مردم ایران اسلامی تا پای جان دفاع کرده و همچون گذشته با جهاد مومنانه و روحیه انقلابی اهل اقدام و عمل باشیم.
با احترام سرباز ولایت
فرمانده کل انتظامی جمهوری اسلامی ایران
سرتیپ پاسدار حسین اشتری
رهبرانقلاب در بخشی از بیانات خود در دیدار با اعضای خبرگان رهبری در تاریخ ۲۳ اسفند سال ۸۸ می فرمایند: من نمیخواهم این را در تلویزیون بگویم... شما خیال میکنید وقتی که آقای خاتمی با بیست میلیون رأی پیروز شد، یک عدّهای عصبانی نبودند؟
ایشان همچنین تاکید کرده اند: ابطال یعنی زدن تو دهن مردم! چهل میلیون آدم آمدند پای صندوق رأی دادند، من بگویم شما غلط کردید رأی دادید؟
آیتالله مکارم شیرازی: به متکدیان کمک نکنید
نظر دفتر آیت الله مکارم شیرازی: کسانی که بصورت تیمی گدایی میکنند و این کار را در خیابان ها انجام میدهند نیازمند نیستند و به عنوان یک شغل به این موضوع نگاه میکنند و از این طریق درآمد زایی میکنند، پس نباید به آن ها کمک کرد.
آیتالله جوادی آملی: نباید به متکدیان کمک کرد
نظر دفتر آیت الله جوادی آملی: کسانی علی رغم اینکه سالم هستند و میتوانند کاری را انجام دهند ولی در چهارراه ها و خیابان ها حضور پیدا میکنند و دست به گدایی میزنندغ این عمل پسندیده نیست و باید متولیان این موضوعات را به طریقی جمع آوری کنند و نباید به این گونه افراد کمک کرد.
البته ایشان نمی دانند که شهرک های اطراف بهشت زهرا هم جدیدا متکدی شده اند و مسئولین بهشت زهراها هم درخواب غفلت هستند.
Hi Commandar !

نماینده دادستان در این جلسه از دادگاه درباره برنامهریزی به قصد بمبگذاری در نمایشگاه کتاب تهران توسط اعضای گروهک تندر گفت: اعضای این گروهک با هدایت شارمهد قصد داشتند برای افزایش تعداد تلفات، بمبگذاری را با مواد سمی سیانور در نمایشگاه کتاب تهران انجام دهند اما این عملیات به دلیل آتشسوزی در هتل جهان تهران انجام نشد.
نماینده دادستان درباره برنامهریزی اعضای گروه برای سرقت از صرافی و بانکها نیز اظهار داشت: یکی دیگر از برنامههای گروهک برای ایجاد رعب و وحشت در جامعه و تأمین مالی برای انجام عملیاتهای تروریستی برنامهریزی برای سرقت از بانکها و صرافیها بوده است.
البته دزدی اخیر صندوق امانات بانک ملی شعبه دانشگاه تهران نیز ایجاد ناامنی در نظام بوده که خنثی شد پس تهدیدات نظام اسلامی همیشگی است و ادامه دارد
یک تیر ۱۴۰۱ اجتماع هنجارشکنانه جمعی از دختر ( بدون روسری ) و پسرهای حدود ۱۶ ساله در شیراز : شجاعی با بیان اینکه دستگیرشدگان ( منظور عوامل اصلی یعنی لیدرها یا راهبرها ) برای سیر مراحل قانونی تحویل مرجع قضائی شدند، گفت: برگزاری هرگونه تجمع ورزشی یا غیر ورزشی مختلط بدون رعایت موازین شرعی و قانونی از نظر پلیس ممنوع بوده و خلاف مقررات است و برابر قانون با برگزارکنندگان آن برخورد خواهد شد.


۴ تیر ۱۴۰۱
سردار سرتیپ پاسدار محمد کاظمی به عنوان " معاون فرمانده کل و رئیس سازمان اطلاعات سپاه" معرفی و از مجاهدت های صادقانه و تلاش های ارزنده و موفق حجت الاسلام والمسلمین حسین طائب در راهبری سازمان اطلاعات طی ۱۳ سال گذشته که موفقیت ها و دستاوردهای بزرگی در حوزه امنیت ملی و بازدارندگی اطلاعاتی کشور ، مقابله نفوذ و جاسوسی و برخورد با مفسدان کلان اقتصادی رقم زده است ، تجلیل و تقدیر به عمل آمد.
همچنین با حکم سرلشکر حسین سلامی فرمانده کل سپاه حجت الاسلام و المسلمین طائب بعنوان "مشاور عالی فرمانده کل سپاه" معرفی شد.
۵ تیر ۱۴۰۱ : دادستان عمومی و انقلاب میناب گفت: ۴ خواننده زن در عروسیها در میناب بازداشت شدند و در صورت تکرار هم خواننده و هم صاحب عروسی بازداشت خواهند شد.