کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
دسته بندی جوش ها برای انجام رادیوگرافی و روش انجام پنالتی یا جریمه جوش معیوب جوشکار
آزمون های تصادفی ( Random ) جوش ها در یک سیستم لوله کشی این اطمینان را نخواهد داد که تمام جوش ها در آن سیستم از سطح کیفیت مشابهی نسبت به جوش هایی که مورد آزمون قرار گرفته شده اند برخوردار باشند.برای مثال اگر ۱۰ سرجوش از یک سیستم لوله کشی حاوی ۱۰۰ سرجوش ، با استفاده از رادیوگرافی بصورت رندم مورد آزمون قرار گرفته و تائید شده باشند ، ۹۰ جوش باقیمانده ممکن است حاوی عیوب قابل رد باشد که اگر جوش های اضافی رادیوگرافی انجام می شد ، آشکار می شد. اگر تمام عیوب جوش قابل رد باید از یک سیستم لوله کشی معین حذف شود ، آنگاه باید ۱۰۰ درصد جوش های آن سیستم را بررسی کرد. به بیان ساده تر ، برای اطمینان از اینکه جوش ها دارای ایرادهای قابل رد هستند ۱۰۰ درصد از آن جوش ها باید مورد آزمون ، در صورت لزوم تعمیر و سپس آزمون مجدد شوند.
هنگامیکه از آزمون تصادفی ( Random ) برای بررسی کیفیت کار جوشکار استفاده می شود ، آن آزمون بازخوردی را به جوشکار ارائه می دهد که نشان می دهد که کار رضایت بخش است یا نیست.اگر رضایت بخش نباشد جوشکار و یا سرپرست جوش می توانند اقدامات اصلاحی را برای بهبود کیفیت جوش در کارهای بعدی انجام دهند.چنین مراحلی می تواند شامل محدوده کاملی از تغییرات باشد از افزایش توجه به Fit-Up اولیه تا جایگزینی جوشکار . این باعث بهبود کیفیت جوش های بعدی خواهد شد.
برای اینکه این فرآیند به درستی کار کند ، ضروری است که آزمون ها انجام شود ( و بازخورد به موقع به جوشکار ارائه شود ) ، همزمان با کار انجام شده هر چه جوشکار زودتر بفهمد که جوشش نیاز به تعمیر دارد ، زودتر می تواند اقدام اصلاحی انجام دهد.
کد B31.3
۳۴۱.۴.۱ آزمون-سرویس سیالات نرمال :
لوله کشی در سرویس سیالات نرمال باید تا حدی که در اینجا مشخص شده یا تاحدی که در طراحی مهندسی مشخص شده است مورد آزمون قرار گیرند.معیارهای پذیرشی هستند همانطور که در پاراگراف ۳۴۱.۳.۲ و در جدول ۳۴۱.۳.۲ بیان شده مگر اینکه طور دیگری تعیین شده باشد.
الف ) آزمون چشمی . حداقل موارد زیر مطابق با بند ۳۴۴.۲ بایستی آزمون شوند
۱) متریال و اجزاء کافی که بصورت تصادفی انتخاب شده اند ، برای رضایت آزمونگر که آنها با مشخصات مطابقت داشته و عاری از عیوب باشند.
۲) حداقل ۵ درصد ساخت جوش ها ، کار هر جوشکار و اپراتور جوشکاری باید نشان داده شوند.
۳) ۱۰۰ درصد ساخت جوش های طولی جز آنهایی که در قطعات ساخته شده مطابق با مشخصات ذکر شده است . برای آزمون جوش های مورد نیاز برای داشتن فاکتور اتصال 0.9 به بند ۳۴۱.۵.۱a مراجعه کنید.
۴ ) آزمون تصادفی از مجموعه ای از اتصالات رزوه ای ، پیچی و سایر اتصالات برای اطمینان از مطابقت آنها با الزامات قابل اجرا بند ۳۳۵ زمان آزمون نیوماتیک باید انجام شود.تمام این اتصالات و سایر اتصالات مکانیکی باید مورد آزمون قرار گیرند.
۵ ) آزمون تصادفی زمان نصب لوله کشی ( منظور سایت ) شامل بررسی تراز ، نگهدارنده ها و نگهدارنده های فنری سرد
۶ ) آزمون لوله کشی نصب شده برای شواهد نقوصی که نیاز به تعمیر یا تعویض دارند و سایر انحرافات مشهود از هدف طراحی
ب ) آزمو ن دیگر
۱ ) حداقل ۵ درصد از جوش های لب به لب و جوش های مایتر شیاری محیطی می بایست بطور کامل و بصورت تصادفی مطابق با بند ۳۴۴.۵ رادیوگرافی یا مطالق با بند ۳۴۴.۶ آلتراسونیک شوند.جوش هایی که در هر lot مورد آزمون قرار می گیرند باید شامل محصول کار هر جوشکار یا اپراتور جوشکاری باشد که جوش های آنها بخشی از لات است.آنها همچنین باید برای حداکثر پوشش برخوردها ( تقاطع ها) با اتصالات طولی انتخاب شوند. زمانیکه یک جوش محیطی با برخورد جوش (های) طولی آزمون می شوند حداقل ۱.۵ اینچ یا ۳۸ میلیمتر مجاور هر طرف برخورد جوش ها می بایست مورد آزمون قرار گیرند. آزمون
ث ) گواهی ها و سوابق . آزمونگر باید با بررسی گواهینامه ها ، سوابق و سایر شواهد ، اطمینان حاصل کند که متریال و اجزاء از گریدهای مشخص شده هستند و عملیات حرارتی و آزمایش و تست لازم را دریافت کرده اند.آزمونگر باید به بازرس گواهی دهد که تمام الزامات کنترل کیفیت کد و طراحی مهندسی انجام شده است.
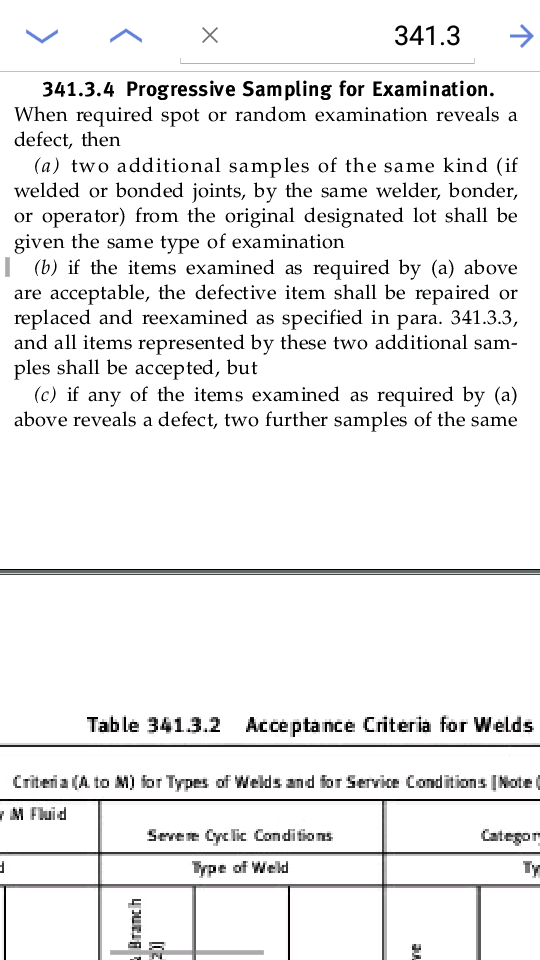
بند ۳۴۱.۳.۴ نمونه گیری پیشرفت برای آزمون
زمانیکه آزمون تصادفی یا نقطه ای عیبی را آشکار می کند :
a ) دو نمونه دیگر از همان نوع ( اگر اتصالات جوشی یا باندی توسط همان جوشکار یا باندر یا اپراتور ) از lot مشخص شده اصلی می بایست به همان نوع آزمون داده شود.
b ) اگر موارد آزمون شده طبق الزام a در بالا مورد تائید واقع شود ، آیتم معیوب بایستی تعمیر شود یا جایگزین شده و دوباره مورد آزمون قرار گیرد طبق بند ۳۴۱.۳.۳ و تمام آیتم های نشان داده شده توسط این دو نمونه اضافی باید پذیرفته شود اما
c ) اگر هر کدام از قطعات مورد آزمون طبق a در بالا عیبی را آشکار کنند دو نمونه بعدی از همان نوع برای هر قطعه معیوب می بایست انتخاب و مورد آزمون قرار گرفته شوند. یعنی هر سرجوشی که رادیوگرافی یا آلتراسونیک می شود اگر توسط مفسر فیلم ریجکت شود می بایست از سرجوش هایی که جوشکار آن را انجام داده ( تک یا مشترک ) دو نمونه دیگر برای رادیوگرافی انتخاب شوند.
d ) اگر تمام قطعات آزمون شده در مرحله c مورد قبول باشند ، قطعات معیوب بایستی تعمیر یا جایگزین شده و دوباره تست شوند مطابق بند ۳۴۱.۳.۲ و تمام قطعات نشان داده شده توسط نمونه اضافی می بایستی قبول شوند اما
e ) اگر در هر کدام از قطعات مورد آزمون طبق c بالا عیبی آشکار شود تمام قطعات نشان داده شده توسط نمونه گیری پیشرفت می بایست :
۱ ) تعمیر یا جایگزین و دوباره تست شوند یا
۲ ) در صورت لزوم بطور کامل تست شده ، تعمیر یا تعویض شوند و برای برآورده شدن الزامات کد در صورت لزوم دوباره تست شوند.
f ) اگر هر کدام از قطعات معیوب تعمیر یا جایگزین و دوباره تست شوند و دوباره عیبی مشاهده شود در قطعات تعمیری یا تعویضی این روند نمونه گیری مطابق با a و c ادامه می یابد و e ضروری نیست بر اساس عیوب پیدا شده در تعمیر.آیتم ( های ) معیوب می بایست تا زمان پذیرش تعمیر یا جایگزین و دوباره تست شوند . آزمون Random یا Spot ( هر کدام عملی و اجرایی است ) سپس روی اتصالات آزمون نشده باقیمانده انجام شود.
در یک lot جوش ها نیازی نیست که از همان متریال ، ضخامت یا اندازه باشند. جوش های لب به لب ( Butt ) و جوش های مایتر نیازی نیست در lot های متفاوت تفکیک شوند ، و بیش از یک فرآیند جوشکاری ( مثل GTAW+SMAW ) را می توانند شامل شوند.
در تعیین یک lot ( دسته ) سازنده/مقاطعه کار باید موارد زیر را در نظر بگیرند:
دسته ها بایستی به اندازه ه ای باشند که بتوان به راحتی مدیریت کرد.دسته های کوچک ممکن است منجر به افزایش هزینه شود زیرا کاغذبازی افزایش می یابد و تعداد کلی جوش های مورد آزمون در پروژه بیش از درصد مورد نیاز افزایش خواهد یافت.در مقابل دسته های بزرگ منجر به افزایش ریسک زمان نمونه گیری پیشرفت مورد نیاز می شوند.
جوش ها بایستی مدت کوتاهی بعد از بدست آمدن اندازه مورد نیاز مورد آزمون قرار گیرند تا تاثیر مطلوب بر کیفیت کار به دست آید.
برای ارائه بازخورد به موقع ، ممکن است لازم باشد جوش های اولیه انجام شده در هر دسته یا lot قبل از اتمام تمام جوش های داخل آن lot مورد آزمون قرار گیرند.
نتایج بدست آمده در آزمون یک lot نباید در ارزیابی یا میزان آزمون اعمال شده برای هر lot دیگر در نظر گرفته شود.
یک روش رهگیری که بوضوح جوش ها در هر دسته را سند سازی کند می بایست ایجاد شود.
جوش های انتخاب شده برای هر lot باید داخل همان درصد آزمون قرار گیرند.
تعریف چند دسته طبق زیر نشان داده شده اند :
روزانه - تمام جوش های کامل شده توسط تمام جوش کاران و تائید شده با آزمون چشمی در هر روز می بایست بعنوان یک lot در نظر گرفته شوند. تعداد جوش های مورد آزمون می بایست براساس اندازه دسته و درصد جوش هایی که مورد نیاز هستند که آزمون شوند محاسبه گردد.
lot های چندگانه روزانه - تمام جوش هایی که توسط همه جوشکاران تکمیل شده و با آزمون چشمی دل هر روز تائید می شوند باید به دسته های جداگانه تقسبم شوند و هر دسته بصورت جداگانه آزمون شوند ( بعنوان مثال ۶۵ سرجوش در یک روز تکمیل می شود اگر اندازه دسته ۲۰ باشد آن ۶۵ سر جوش در یک روز باید به ۴ دسته ، تفکیک شوند، اندازه های مناسب ۲۰یا کمتر و سر جوش های مورد آزمون باید از هر lot انتخاب شوند.)
در صورتیکه تعداد جوش مورد نیاز برای دستیابی به اندازه lot مورد نیاز بدست نیامده باشد ، جوش هایی که هر روز تکمیل شده اند، یک lot در نظر گرفته می شوند.
بر اساس جوشکار- فقط جوش های تک ولدر ( جوشکار) در یک lot گنجانده شود .زمانیکه جوش های ایجاد شده توسط یک جوشکار اندازه lot مورد نیاز را بد ست آورد، آن گروه از جوش ها باید بعنوان یک lot در نظر گرفته شوند. زمانیکه بیشتر از یک جوشکار جوشی را انجام دهند آن جوش باید فقط در یک lot جوشکار گنجانده شود.
گروه بندی اسپول - هر پروژه باید برای راحتی و جریان کار در Shop به lot های موردنیاز تقسیم شود. lot می تواند شامل سیستم های لوله کشی متفاوت با همان درصد مورد نیاز برای رادیوگرافی تصادفی باشد.فقط لوله کشی با همان درصد رادیوگرافی مورد نیاز ( مثل ۵ و ۲۰ درصد ) می بایست در همان lot گنجانده شوند.
تمام جوش ها در یک سیستم لوله کشی یا Line - هنگامیکه دراوینگ سیستم لوله کشی مشتری را معین می کند ، تمام جوش ها در هر سیستم می توانند یک lot در نظر گرفته شوند.جایگزین دیگر ( alternative ) این است که lot ها طبق لاین یا گروهی از لاین ها انتخاب شوند. این انتخاب معمولاً برای جوش های سایت ( Field ) مناسب است. در محیط Shop این روش قابل اجرا نیست بدلیل اختلال در جریان کار ، حمل و نقل متریال اضافه شده و تاخیر در تحویل ، هزینه ها را افزایش می دهد.
خرداد ۱۴۰۲ :
با وجود اعلام مرگ منصوره سگوند توسط بیمارستان، برخی افراد معلوم الحال تلاش دارند مرگ مرحومه را مشکوک جلوه دهند، اما پدر و عموی مرحومه سگوند در گفتوگو با رسانهها هرگونه مرگ مشکوک وی را تکذیب کرده و مرگ متوفی را ناشی از سکته قلبی عنوان میکنند.
پنالتی برای سرجوش های معیوب
زمانیکه در سرجوش عیبی غیرقابل پذیرش مشهود شد به همان جوشکار و در همان تاریخ ( در صورت جوش ) یا تاریخ های نزدیکتر دو سر پنالتی زده میشود چنانچه در هر کدام از آنها هم عیوبی مشاهده گردید دو پنالتی دیگر تعلق خواهد گرفت و این امر تا یک مرحله دیگر هم ادامه پیدا میکند یعنی سه مرحله بعد از این تمام سرجوش های جوشکار خاطی صد درصد رادیوگرافی خواهد شد ... البته این باید طبق دسته ی خاصی باشد چون رادیوگرافی تمام سرها برای شرکت پیمانکار هزینه بر خواهدشد