کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
تست های مکانیکی جوشکاری شیاری ( Groove ) ورق و لوله
نوع و تعداد نمونه هائی که در تهیه ی PQR جوشهای شیاری باید تست شوند در 451-QW آورده شده و باید به روشی مشابه آنچه که در 463-QW نشان داده شده است از تست کوپن جدا گردند. اگر هر کدام از نمونه های تست ضوابط پذیرش را برآورده ننمایند آن تست کوپن باید مردود به حساب آید .
اگر بتوان معلوم کرد که علت مردود بودن ربطی به پارامترهای جوشکاری ندارد می توان تست کوپن دیگری با بکار بردن پارامترهای جوشکاری مشابه جوشکاری نمود.
در تصویر زیر برای ورق های کمتر از ۱۹ میلیمتر ضخامت مشخص نموده که از دو انتهای آخر کوپن صرفنظر می شود ( دور انداخته می شود ) و ۲ نمونه برای Root Bend ، دو نمونه برای Face Bend بصورت یک در میان و دو نمونه ( Specimen ) برای Reduced section برداشته می شود - به QW-451 در پائینتر مراجعه کنید تعداد نمونه برای خم ها و Tension را داده طبق ستون T ( ضخامت تست کوپن )
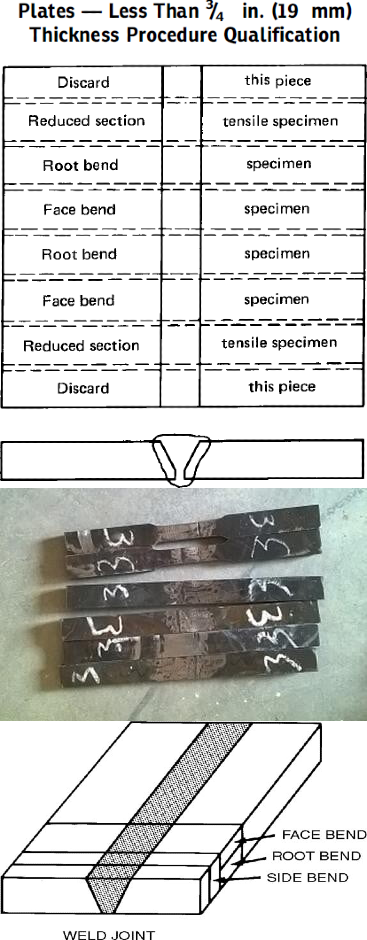
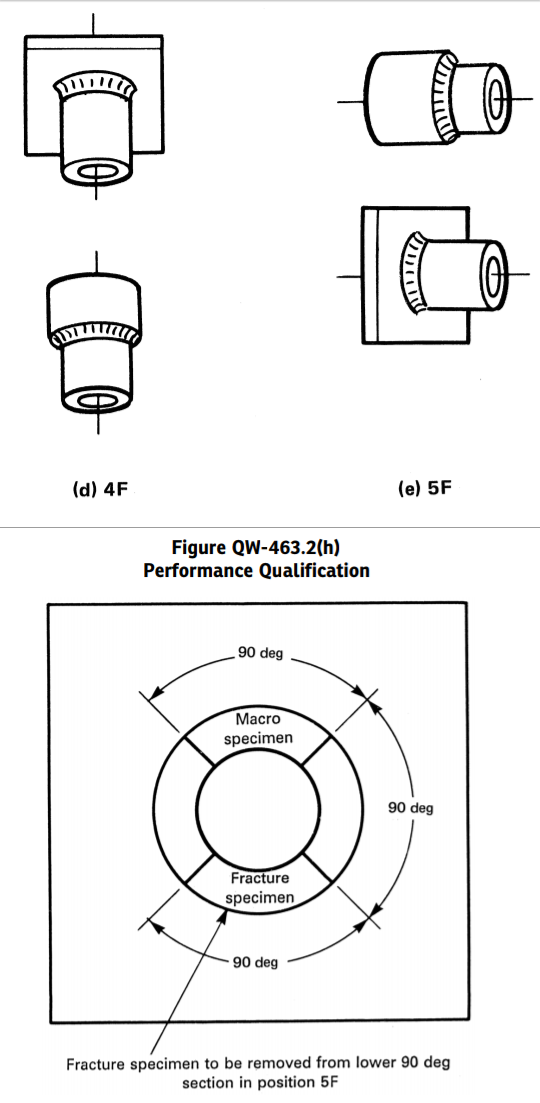
When qualifying pipe‐to‐plate or pipe‐to‐pipe in the 5F position, the test specimens shall be removed as indicated in Figure QW-463.2(h).
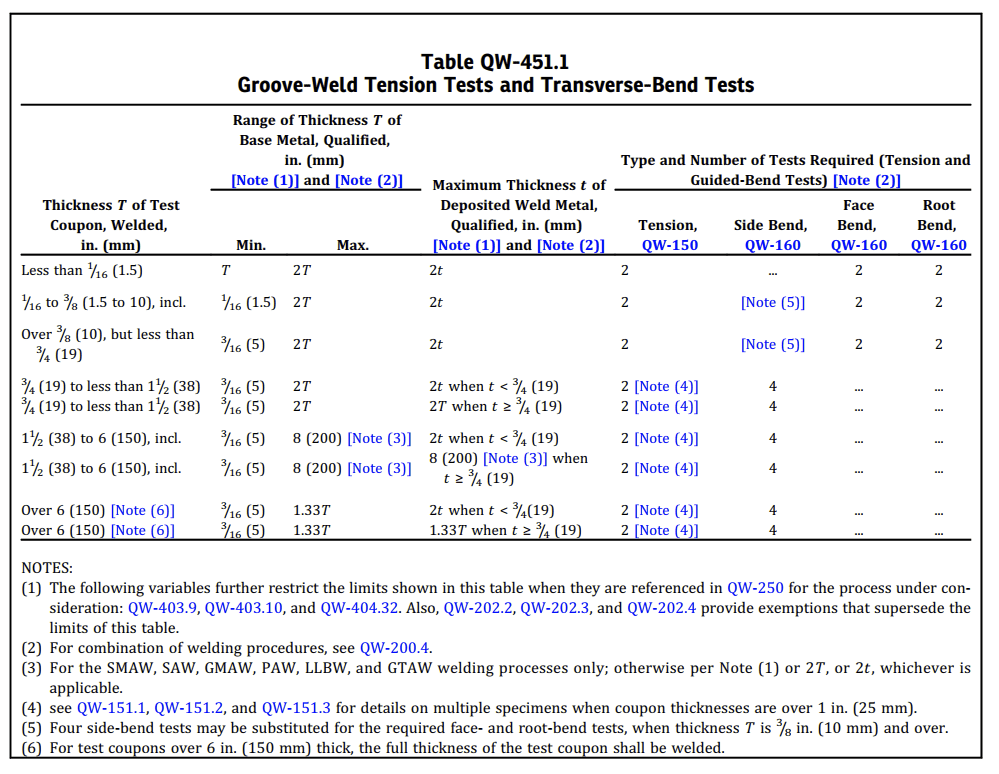
تصویر زیر تعداد نمونه مورد نیاز برای آزمون کشش جوش شیاری و آزمون های خمش عرضی داده شده در ستون Side Bend برای ضخامت تست کوپن کمتر از ۱۹ میلیمتر ( خودش را شامل نمی شود ) Note 5 نوشته شده یعنی چهار نمونه Side Bend می تواند جایگزین شوند بجای Root و Face البته زمانیکه ضخامت بالای ۱۰ میلیمتر باشد
برای ضخامت تست کوپن ۱۹ میل و بالاتر ۴ نمونه Face Bend غیر از دو عدد Tension مورد نیاز است.
QW-202.1 Mechanical Tests. The type and number of test specimens that shall be tested to qualify a groove
weld procedure are given in QW-451, and shall be re-moved in a manner similar to that shown in Figures
QW-463.1(a) through QW-463.1(f). If any test specimen required by QW-451 fails to meet the applicable acceptance criteria, the test coupon shall be considered as failed. When it can be determined that the cause of failure is not related to welding parameters, another test coupon may be welded using identical welding parameters.
Alternatively, if adequate material of the original test
coupon exists, additional test specimens may be removed as close as practicable to the original specimen location to replace the failed test specimens.
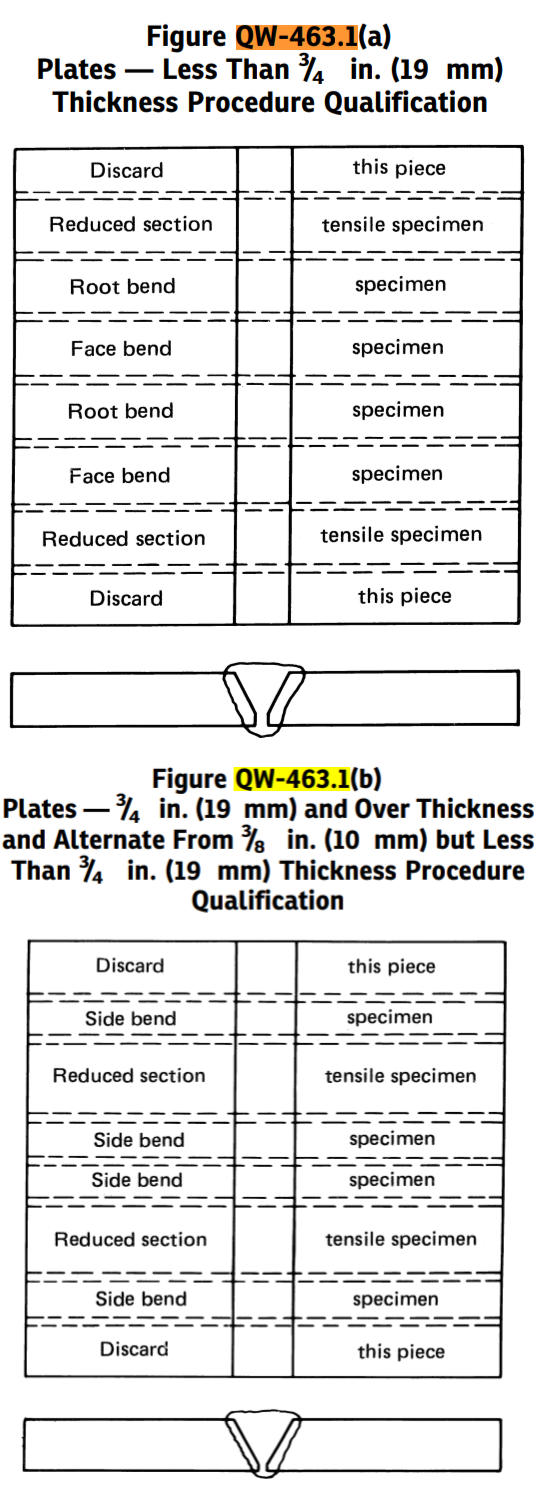
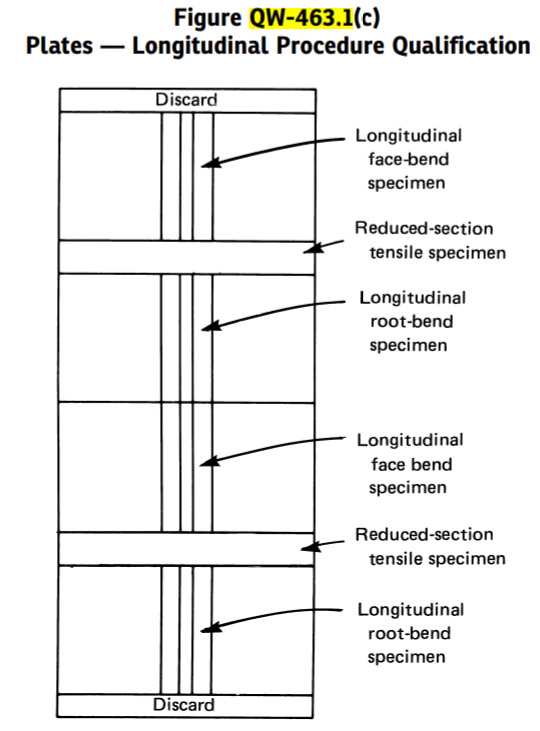
برای لوله ، جوشکاری شیاری یا Groove شکل اول برای ضخامت تست کوپن زیر ۱۹ میل ( خود ۱۹ را شامل نمی شود ) و شکل دوم برای ضخامت تست کوپن بزرگتر مساوی ۱۹ میل
QW-302 TYPE OF TEST REQUIRED
QW-302.1 Mechanical Tests. Except as may be specified for special processes (QW-380), the type and number of test specimens required for mechanical testing shall be in accordance with QW-452.
Groove weld test specimens shall be removed in a manner similar to that shown in Figures QW-463.2(a) through QW-463.2(g).
Fillet weld test specimens shall be removed in a manner similar to that shown in Figures QW-462.4(a) through QW-462.4(d) and Figure QW-463.2(h).
All mechanical tests shall meet the requirements prescribed in QW-160 or QW-180, as applicable.
QW-302.3 Test Coupons in Pipe.
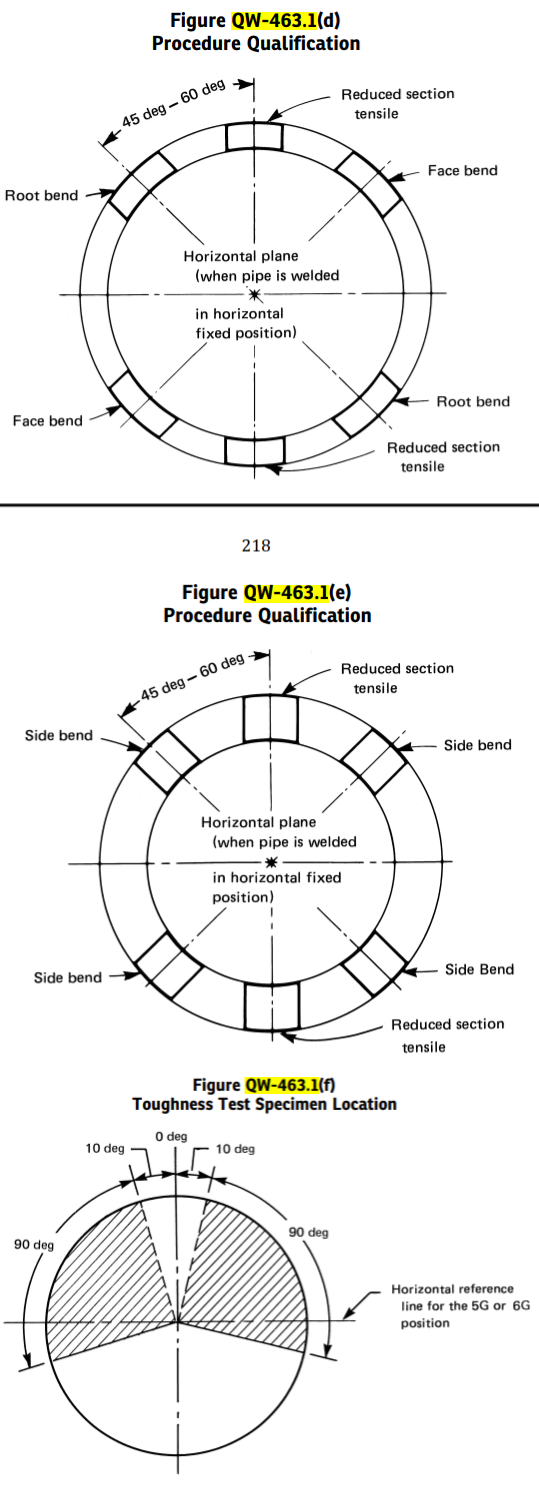
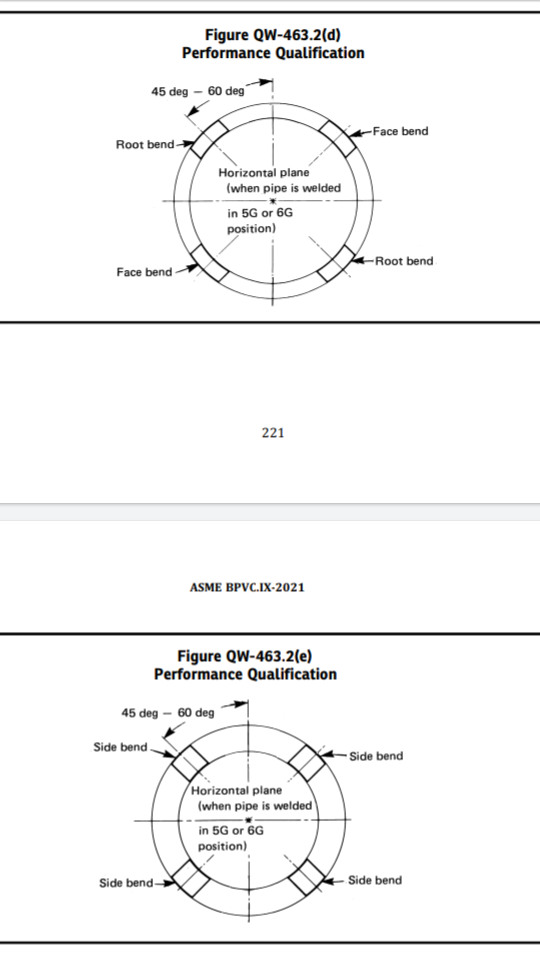
For test coupons made on pipe in position 1G or 2G of Figure QW-461.4, two specimens shall be removed as shown for bend specimens in Figure QW-463.2(d) or Figure QW-463.2(e),omitting the specimens in the upper‐right and lower‐left quadrants, and replacing the root‐bend specimen in the upper‐left quadrant of Figure QW-463.2(d) with a face bend specimen.
برای test coupon های تهیه شده روی لوله در حالت 1G یا 2G ، دو نمونه طبق شکل ۴۶۳.۲dیا ۴۶۳.۲e برداشته شود، از قلم انداختن نمونه ها در ربع راست- بالا و ربع چپ-پائین و جایگزین کردن نمونه root-bend ربع چپ-بالا با نمونه face bend.
در نتیجه میشه یک نمونه خمش root ( ریشه ) در ربع راست-پائین و یک نمونه خمش face ( رویه ) در ربع چپ-بالا
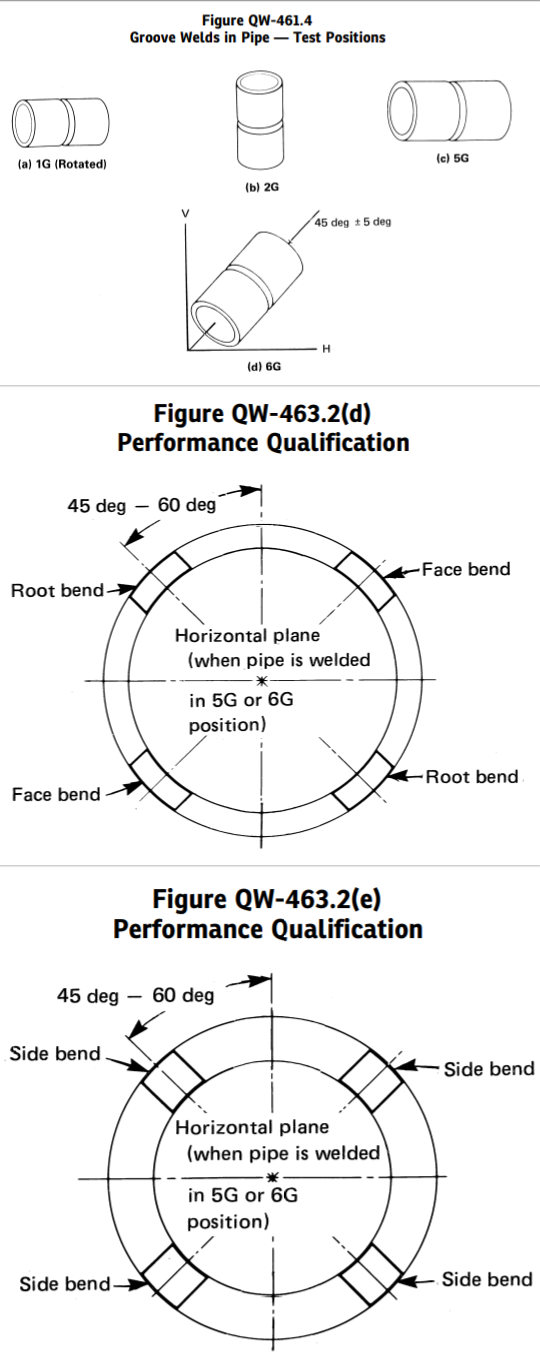
For test coupons made on pipe in position 5G or 6G of Figure QW-461.4, specimens shall be removed in accordance with Figure QW-463.2(d) or Figure QW-463.2(e) and all four specimens shall pass the test. For test coupons made in both positions 2G and 5G on a single pipe test coupon, specimens shall be removed in accordance with Figure QW-463.2(f) o r Figure QW-463.2(g).
برای حالت 5G یا 6G ، چهار نمونه. در حالت 5G و 6G نمونه ها طبق شکل ۴۶۳.۲f یا ۴۶۲.۲g می بایست برداشته شوند.
QW-302.4 Visual Examination. For plate coupons all surfaces (except areas designated “discard”) shall be examined visually per QW-194 before cutting of bend specimens. Pipe coupons shall be visually examined per QW-194 over the entire circumference, inside and outside.
QW-194 VISUAL EXAMINATION PERFORMANCE Performance test coupons shall show no cracks and complete joint penetration with complete fusion of weld metal and base metal.
QW-210 PREPARATION OF TEST COUPON
QW-211 BASE METAL
The base metals may consist of either plate, pipe, or other product forms. Qualification in plate also qualifies for pipe welding and vice versa. The dimensions of the test coupon shall be sufficient to provide the required test specimens.
QW-310 QUALIFICATION TEST COUPONS
QW-310.1 Test Coupons.
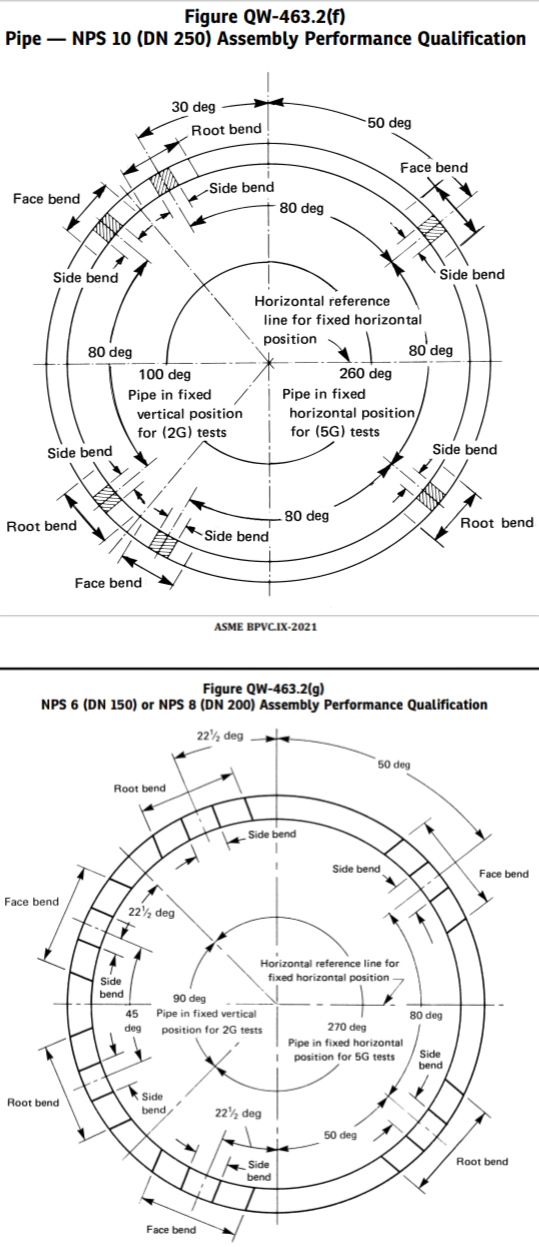
تست کوپن ها می توانند ورق ، لوله یا فرم های دیگری باشد . زمانیکه صلاحیت جوشکار در دو حالت 2G و 5G باشد لوله با Nps 6 8 10 یا بالاتر بایستی برای تست کوپن تهیه شود ، برای لوله با سایز اسمی ۱۰ و بالاتر طبق شکل QW-463.2f و برای Nps 6 یا 8 طبق شکل QW-463.2g
The test coupons may be plate, pipe, or other product forms. When all position qualifications for pipe are accomplished by welding one pipe assembly in both the 2G and 5G positions (Figure QW-461.4), NPS 6 (DN 150), NPS 8 (DN 200), NPS 10 (DN 250), or larger diameter pipe shall be employed to make up the test coupon as shown in Figure QW-463.2(f) for NPS 10 (DN 250) or larger pipe and in Figure QW-463.2(g) for NPS 6 (DN 150) or NPS 8 (DN 200) diameter pipe.
آذرماه ۱۴۰۲
به نظر می رسد تغییر ریاست دانشگاه شریف پیرو اتفاقات ناهنجار در مراسم فارغالتحصیلی دانشجویان پردیس کیش دانشگاه باشد. در آن زمان نیز سخنگوی وزارت علوم درتوییتی اعلام کرده بود: وزیر علوم دستور پیگیری و بررسی و اعلام نتیجه ظرف ۴۸ ساعت را صادر کرده است. با متخلفین در هر سطحی برخورد قانونی و جدی انجام خواهد شد.
دانشگاه صنعتی شریف نیز پس از آن در اطلاعیه ای اعلام کرد: «مراسم دانشآموختگی ۸۱ نفر از دانشجویان پردیس بینالملل دانشگاه صنعتی شریف در جزیره کیش، روز پنجشنبه ۲۵ آبان ۱۴۰۲، برگزار شد. متأسفانه، در بخش پایانی مراسم، هنگام اهدای جوایز و گرفتن عکس دستهجمعی، مواردی از عدم رعایت شئونات و قوانین مشاهده شد که در شأن خانواده بزرگ دانشگاه صنعتی شریف نبود و منجر به امتناع رئیس و معاون آموزشی و تحصیلات تکمیلی دانشگاه از مشارکت در اهدای بخشی از جوایز و ترک سالن همایش از سوی رئیس دانشگاه شد.