کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
متغیرهای اساسی در API 1104 که تغییر در آنها نیاز به صلاحیت مجدد دارد
تک صلاحیتی : ( single qualification )
برای صلاحیت منفرد ، یک جوشکار باید با استفاده از یک روش مورد تائید برای اتصال pipe nipples یا بخش هایی از لوله یک جوش آزمایشی انجام دهد. جوشکار باید یک جوش butt را در حالت چرخش یا ثابت ( fixed ) انجام دهد. زمانیکه جوشکار در موقعیت ثابت دارای صلاحیت میشود ، محور یا آکس لوله باید در صفحه افقی ، در صفحه عمودی یا شیب از سطح افق با زاویه بیش از ۴۵ درجه باشد.
جوشکاری که یک آزمایش تک صلاحیتی برای اتصالات انشعاب ( branch ) ، جوش گوشه ای یا سایر پیکربندیهای مشابه انجام میدهد باید از مشخصات روش خاص پیروی کند.تغییرات در متغیرهای ضروری شرح داده شده در پائین نیازمند صلاحیت مجدد جوشکار است . جوش در صورتی قابل قبول است که الزاماتی را بر آورده کند.
الزامات :
- حد پذیرش برای آزمون چشمی :
برای اینکه جوش آزمایشی صلاحیت مورد نیاز برای آزمون چشمی را برآورده کند ، جوش باید عاری از ترک ها ، نفوذ ناکافی و سوختگی ریشه باشد و باید ظاهری منظم داشته باشد مانند workman. عمق undercut مجاور با مهره آخر روی سطح خارجی لوله نباید بیش از ۱/۳۲ اینچ ( 0.8 میلیمتر ) یا ۱۲.۵درصد ضخامت دیواره ، هر کدام که کمتر است باشد ، و در هر ۱۲ اینچ طول پیوسته جوش نباید بیش از ۲ اینچ ( ۵۰mm ) سوختگی کناره جوش یا undercut وجود داشته باشد. زمانیکه جوشکاری اتوماتیک یا نیمه اتوماتیک بکار می رود ، سیم فیلر که به داخل لوله بیرون زده باید به حداقل برسد .
- آزمون مخرب
1- نمونه های آزمون جوش های Butt
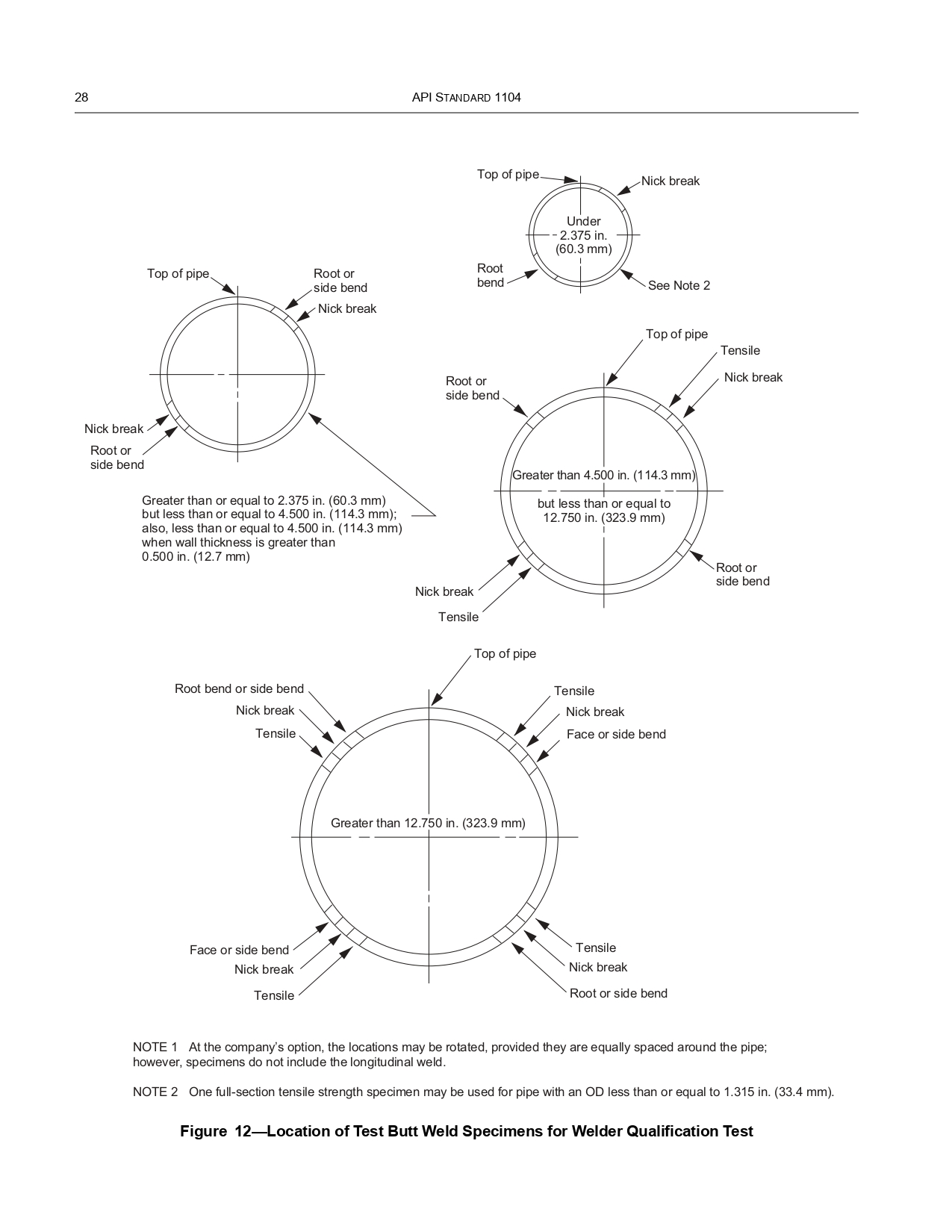
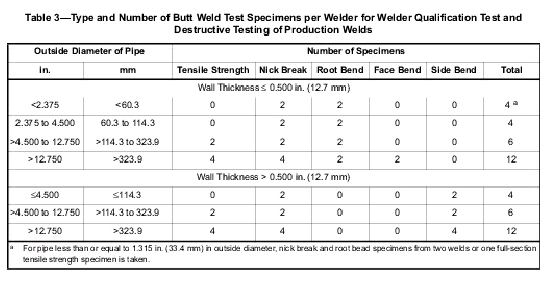
برای آزمایش جوش های Butt ، نمونه هایی از هر جوش آزمایشی بریده می شود . شکل 12 اگر جوش آزمایشی یک جوش کامل محیطی باشد محل هایی که نمونه ها باید از آنها جداشوند را نمایش می دهد . اگر جوش آزمایشی شامل مقاطعی از pipe nipples باشد ، باید تقریباً تعداد مساوی نمونه ها از هر مقطع یا segment برداشته شود. تعداد کل نمونه ها و آزمایش های هر کدام باید طبق جدول ۳ ثبت شوند . نمونه ها نباید شامل جوش طولی باشند . نمونه ها باید قبل از آزمون در مجاورت هوا تا دمای محیط خنک شوند. برای لوله هایز با قطر خارجی کمتر یا مساوی 1.315 اینچ ( 33.4mm ) ، می توان یک نمونه کامل لوله را جایگزین نمونه های خمش ریشه ( root bend ) و Nick break کرد. این نمونه full-section باید مطابق با 5.6.2.2 ( روش آزمون Tensile ) آزمایش شود و الزامات 6.5.3 را رعایت کند.
6.5.3 Tensile Strength Test Requirements for Butt Welds
For the tensile strength test, if any of the reduced section specimens or the full section specimen breaks in the weld or at the junction of the weld and the parent material and fails to meet the soundness requirements of 5.6.3.3, the welder shall be disqualified.
- روش تست و الزامات جوش های گوشه ای :
نمونه های جوش گوشه ای باید آماده سازی شوند و تست باید طبق آنچه در پاراگراف 5.8
( Testing of Welded Joints—Fillet Welds) توصیف شده انجام شود.
روش :
The fillet weld specimens shall be broken in the weld by any convenient method.
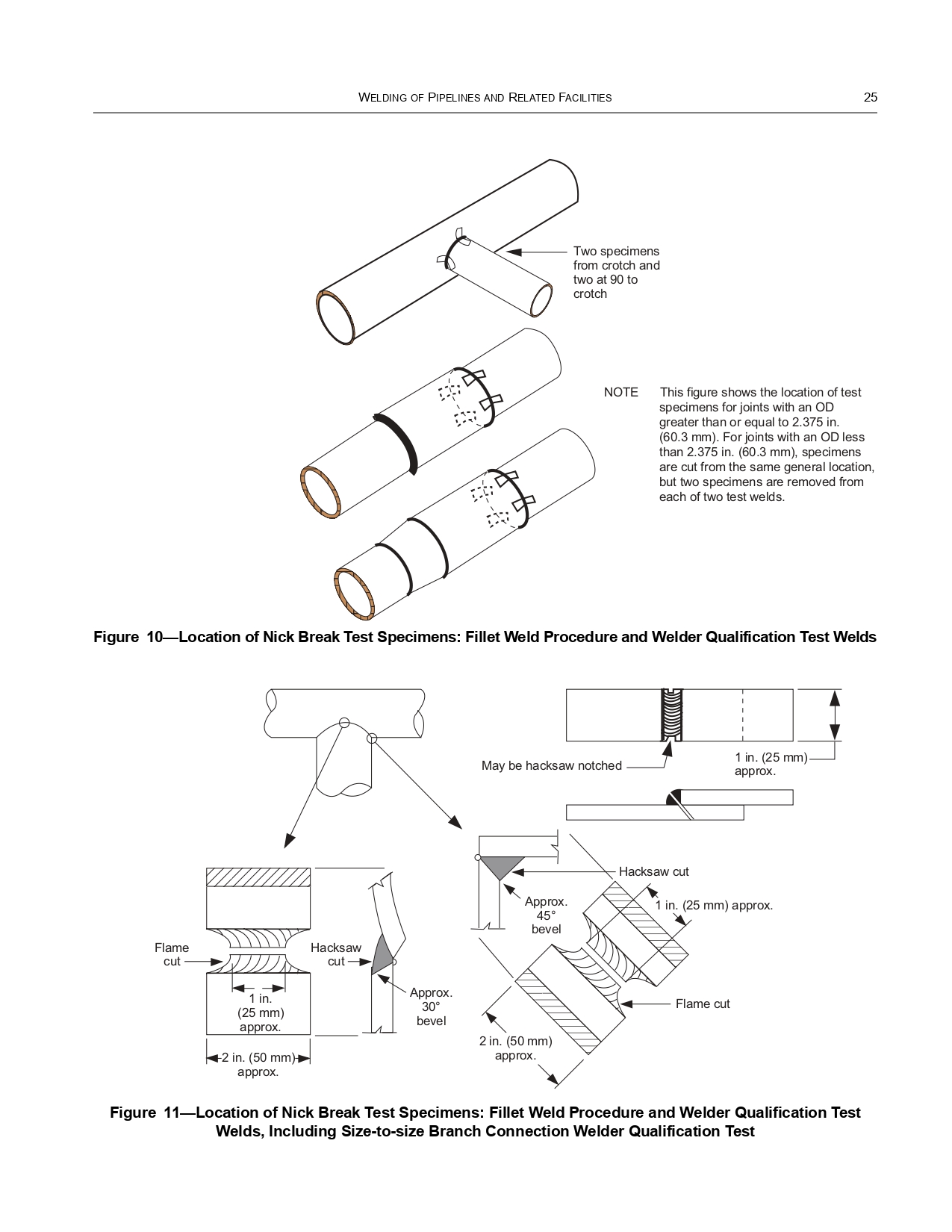
--- برای تست اتصال جوش فیلت نمونه های آزمون باید از اتصال در محل های نمایش داده شده در شکل 10 بریده شوند . حداقل چهار نمونه باید گرفته و طبق شکل 11 آماده شوند . نمونه ها می تواند با ابزار ماشینی یا اکسیژن برش شوند . آنها باید حداقل عرض یک اینچ و طول کافی داشته باشند . برای لوله های با قطر خارجی کمتر از ۲.۳۷۵ اینج ، نمونه ها باید از همان محل متداول بریده شوند . ممکن است لازم باشد دو جوش آزمایشی برای بدست آوردن تعداد مورد نیاز نمونه های تست انجام شود . دو نمونه باید از هر یک از دو جوش آزمایشی برداشته شود . نمونه ها باید قبل از آزمون با هوا تا دمای محیط خنک شوند.
a- بزرگترین اندازه هر حفره گازی از ۱.۶ میلیمتر تجاوز کند.
b- ناحیه مجموع تمام حفره های گازی نباید از ۲ درصد ناحیه سطح در معرض تجاوز نماید.
c- سرباره نباید بیش از ۱/۳۲ اینج یا ۰.۸ میلیمتر عمق داشته باشد و نباید بیش از ۱/۸ اینچ یا ۳ میلیمتر یا یک دوم ضخامت دیواره مشخص شده در طول هر کدام کوچکتر است باشد و
d- باید حداقل نیم اینچ یا ۱۳ میلیمتر فاصله بین سرباره های مجاور وجود داشته باشد
- رادیوگرافی
-- جنرال : به عنوان انتخاب جایگزین ، صلاحیت جوش های butt باید توسط رادیوگرافی بجای آزمون های مشخص شده در پاراگراف 6.5 از API 1104 آزمون شوند.
-- الزامات بازرسی : فیلم های رادیوگرافی باید از هر یک از جوش های آزمایشی تهیه شوند . اگر هر کدام از این جوش ها الزامات 9.3 از API 1104 ( عیوب جوشکاری مثل نفوذ ناقص یا ذوب ناقص یا سوختگی ریشه و ...) را برآورده نکنند باید جوشکار disqualified یا عدم صلاحیت شود . بازرسی پرتونگار نباید برای هدف تعیین نواحی سالم یا نواحی حاوی عیوب و نتیجتاً انجام آزمون های اینچنین مناطقی برای صلاحیت یا عدم صلاحیت یک جوشکار استفاده شود .
اگر هر کدام از متغیرهای ضروری زیر تغییر نمایند ، جوشکار با استفاده از روش جدید باید صلاحیت مجدد گردد.
a- تغییر از یک فرآیند جوشکاری به فرآیند دیگر یا ترکیبی از فرآیندها طبق زیر :
1- تغییر از یک فرآیند جوشکاری به فرآیند جوشکاری متفاوت یا :
2- تغییر در ترکیب فرآیندهای جوشکاری، مگر اینکه جوشکار با استفاده از هر یک از فرآیندهای جوشکاری که برای ترکیب فرآیندهای جوشکاری استفاده می شود، دارای شرایط آزمایش های صلاحیت جداگانه باشد.
b- تغییر در جهت جوشکاری از vertical uphill به vertical downhill یا برعکس.
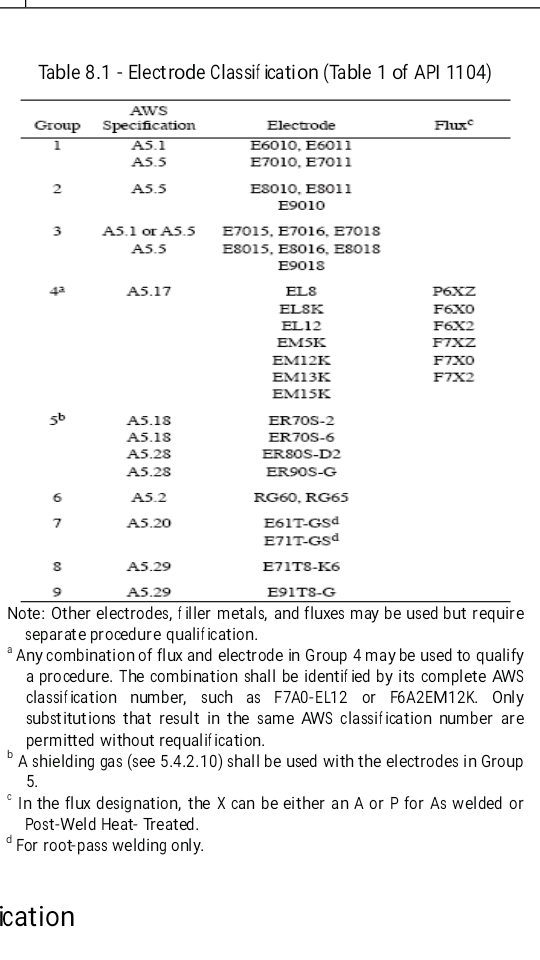
c- تغییر کلاس بندی فیلر متال از گروه یک یا 2 به گروه 3 یا از گروه 3 به گروه یک یا 2.
d- تغییر از یک گروه قطر خارجی به گروه دیگر . این گروه یا دسته بندی ها طبق زیر مشخص شده اند :
1- قطر خارجی کمتر از 2.375 اینچ یا NPS 2
2 - قطر خارجی از NPS 2 تا NPS 12
3- قطر خارجی بزرگتر از NPS 12 یا 12.75 اینچ.
e- تغییر گروه ضخامت بندی :
1- ضخامت دیواره اسمی لوله کمتر از 4.8mm
2- از 4.8mm تا 19.1mm
3- بزرگتر از 19.1mm
f- تغییر در حالت از آن چیزی که برای هر جوشکار قبلاً واجد شرایط شده ( برای مثال تغییر از چرخش به ثابت یا تغییر از vertical به horz یا برعکس ) . جوشکاری که با موفقیت تست صلاحیت جوش butt را در حالت fixed ( ثابت ) با شیب ۴۵ درجه از سطح افقی می گذراند یا پاس میکند بایستی برای انجام جوش های butt و جوش های lap fillet در تمام حالات واحد شرایط شوند.
g- تغییر در طراحی اتصال ( برای مثال حذف [ elimination ] نوار پشت بند [ backing strip ] یا تغییر از پخ V bevel به U bevel )
Multiple Qualification
Multiple Qualifications shall not be permitted
۶ مهر ۱۴۰۳ در پی بمباران ضاحیه لبنان با بمب های ۲ تنی آمریکایی
حزب الله: سید حسن نصرالله به شهدای بزرگ و جاویدالاثر خود پیوست
Entekhab
۲۹ دقیقه پیش
طبق اعلام رسانههای عبری، ارتش اسرائیل پس از دریافت اطلاعاتی موثق، بیش از ۸۰ تن مواد منفجر را بر روی ساختمانی، که سیدحسن نصرالله و برخی رهبران حزبالله در آنجا نشست داشتند، ریخت.
مشخص شد که قبل تر دنبال ترور این شخصیت بوده اند ، امان از نفوذ !!!
۸ مهر ۱۴۰۳
الجزیره ساعاتی پیش از هدف قرار گرفتن یک مقر متعلق به گرداهای سیدالشهدا عراق در نزدیکی نوار مرزی سوریه و عراق در سمت سوریه خبر داده بود.
این حمله پس از حملمه پهپادی به پایگاه نظامیان آمریکایی در میدان نفتی «کونیکو» در استان دیرالزور سوریه انجام شد.
۱۰ مهر ۱۴۰۳ حمله موشکی ایران به اسرائیل حوالی ساعت ۲۰:۳۰ بیش از ۴۰۰ موشک بالستیک که کمتر از ۱۲ دقیقه مسیر را پیمودند
سخنگوی ارتش اسرائیل می گوید: "ما در حالت دفاعی و تهاجمی آماده باش هستیم، از شهروندان اسرائیل محافظت خواهیم کرد. این شلیک [موشکی] عواقبی خواهد داشت. ما برنامه هایی داریم و در زمان و مکانی که انتخاب می کنیم عمل خواهیم کرد. ( بیانی که مسئولین سپاه هم زمان شهادت هنیه بر زبان آوردند. )


























