کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
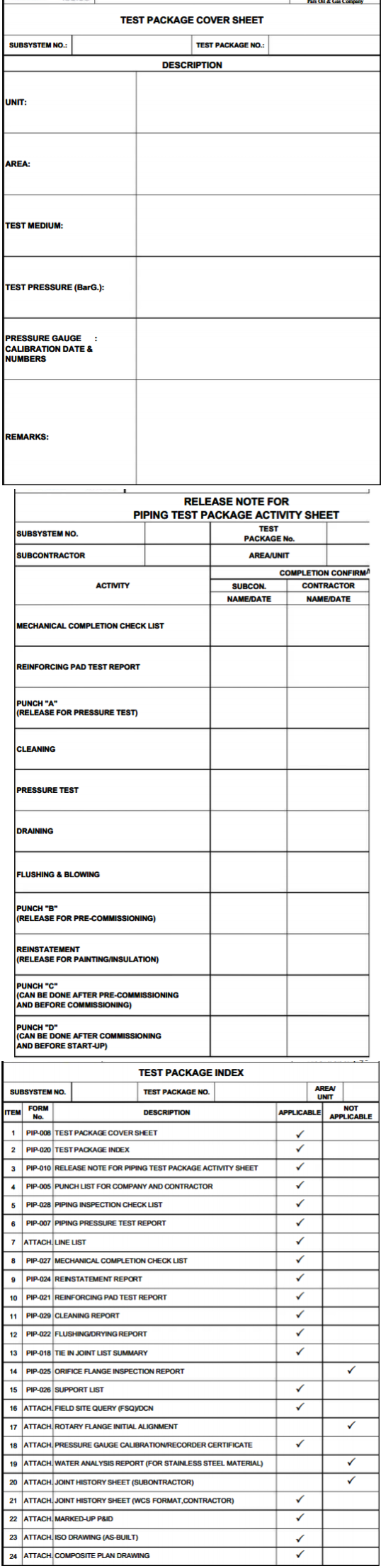
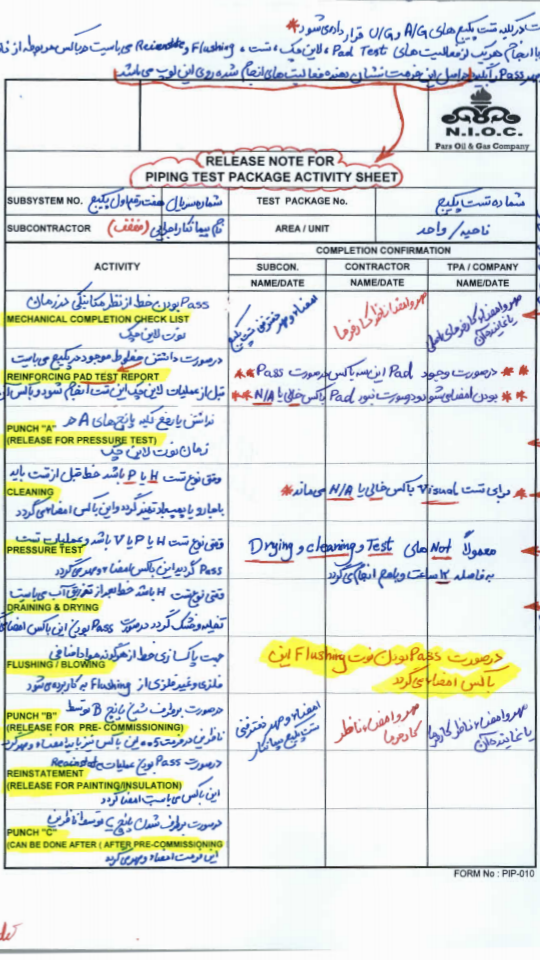
برگه Release Note در تست پکیج پایپینگ
در Cover Sheet ، ساب سیستم (مربوط به ICAPS ) ، شماره تست پکیج و در توضیحات : یونیت ، نوع تست ( آب ، هوا ، ویژوال [ مربوط به خروجی به اتمسفر یا درین ها ] )، فشار تست و ... ذکر می شود
TEST PACKAGE COVER SHEET
SUBSYSTEM NO.:
TEST PACKAGE NO.:
DESCRIPTION
UNIT:
AREA:
TEST MEDIUM:
TEST PRESSURE (BarG.):
PRESSURE GAUGE:CALIBRATION DATE &NUMBERS
REMARKS:
نکته : حداقل فشار هایدروتست ۷ بار است .
در پایپینگ مدت تست حدود یکساعت یا تا زمانیست که بازرسی کامل جهت بررسی نشتی انجام شود پس ممکن است کمتر از یکساعت یا بیشتر طول بکشد بستگی به حجم خط دارد.
فشار تست هایدروتست در Piping یک و نیم برابر فشار طراحی و برای تست نیوماتیک ۱۱۰ درصد یا ۱.۱ برابر فشار طراحی است.
برای خروجی ها به اتمسفر ( Vent ) یا درین ها ( Drain ) ، تست هایدروتست یا نیوماتیک ضرورتی ندارد و تنها بازرسی چشمی میشود و نوع تست میشود Visual
برگه Release Note به ترتیب شامل :
- چک لیست اتمام کار مکانیکی
- گزارش تست پد تقویتی در صورتیکه لوپ دارای تقویت کننده باشد
- پانچ A ( هر گونه کار گرم و تعمیرات یا تنش زدایی یا NDT قبل از هایدروتست یا نیوماتیک تست روی لوپ باید تمام شده باشد ) - زمان تست باید پانچ A برطرف شده باشد . در صورت Retake شدن سرجوشی در رادیوگرافی با موافقت کارفرمای اصلی جهت تسریع در کار می توان تست را انجام داد.
- عملیات خروج آب و خشک کردن خط Draining & Drying ( باید خط کاملاً خشک شود )
- Face cleaning فلنج ها
- Flushing یا Air Blowing جهت پاکسازی خطوط ( برای خطوط بخار از بخار با فشار و دمای بالا استفاده میکنند بعضی از خطوط Oil flushing می شود. )
- رفع پانچ B برای آزادسازی جهت پیش راه اندازی
- Reinstatement ( نصب گسکت و بولت اورجینال ، نصب Mesh فیلترها ، نصب فلاپر چک ولو ، نصب ولوها ) در این مرحله برای رنگ و عایق پکیج آزاد میشود.
- پانچ C ( قبل از راه اندازی باید برطرف گردد )
برای فلاشینگ حدود ۱.۵ تا ۲ برابر NPS لوله ( برای سایزهای بالای ۱۲ تا ۴۰ اینچ ) ، تعداد ، پلاستیک انتهای خط کار میگذارند ( بستن رینگی به فلنج و پلاستیک بین آنها ) و تحت فشار هوای حدود ۵ یا ۶ بار قرار داده تا پاره شود تا جاییکه از مواد و ضایعات فلزی و غیر فلزی پاکسازی گردد. در کد Asme آدرسی برای تعداد پلاستیک مورد نیاز داده نشده ولی با توجه به اینکه فشار تست هایدروتست ۱.۵ برابر فشار طراحیست لذا تعداد پلاستیک از ۱.۵ برابر سایز اسمی لوله کمتر نخواهد بود .