کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
محدوده ضخامت در Asme B31.3 و IX زمانیکه آزمون ضربه نیاز است
برای مشخص کردن محدوده ضخامت تست کوپن نیازمند آزمون ضربه طبق کد ، بالاخره به ASME SECTION IX مراجعه کنیم یا جدول 323.3.1 باکس A-5 استاندارد ASME B31.3 ؟
طبق Asme سکشن 9 یا ix :
حداقل ضخامت مورد نیاز فلز پایه T زمانیکه toughness testing لازم است ضخامت تست کوپن است یا 16 میل هر کدام کمتر باشد . حال اگر T تست کوپن کمتر از 6 میل باشد حداقل ضخامت مورد تائید 1/2T است و همانطور که می بینید در اینجا حداکثر ضخامت قید نشده .
QW-403.6 The minimum base metal thickness quali-
fied is the thickness of the test coupon T or 5/8 in.(16 mm), whichever is less. However, where T is 1/4 in.(6 mm) or less, the minimum thickness qualified is 1/2T.This variable does not apply when a WPS is qualified with a PWHT above the upper transformation temperature or when an austenitic or P-No. 10H material is solution annealed after welding.
در Asme B31.3 جدول 323.3.1 را ملاحظه نمائید
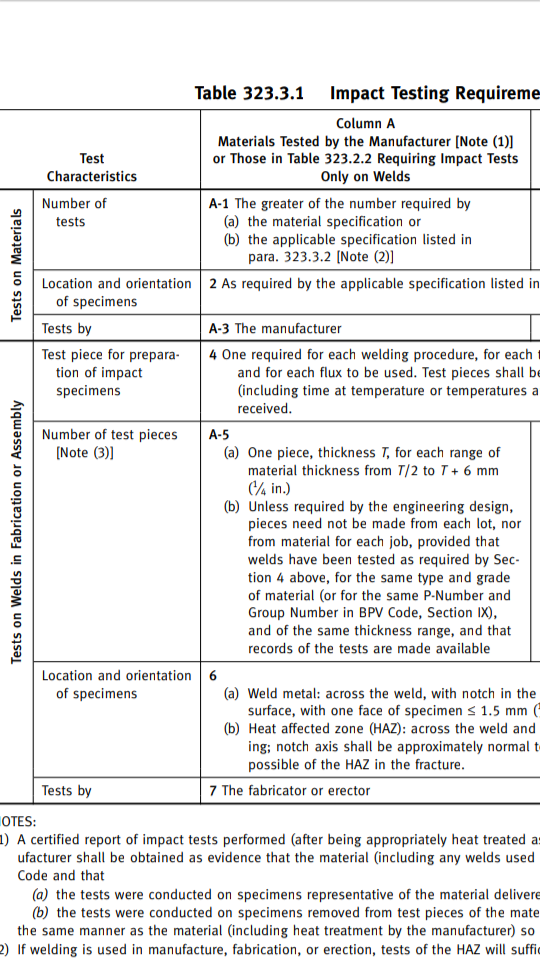
حداقل و حداکثر محدوده ضخامت مورد تائید برای مورد بالا چیست ؟
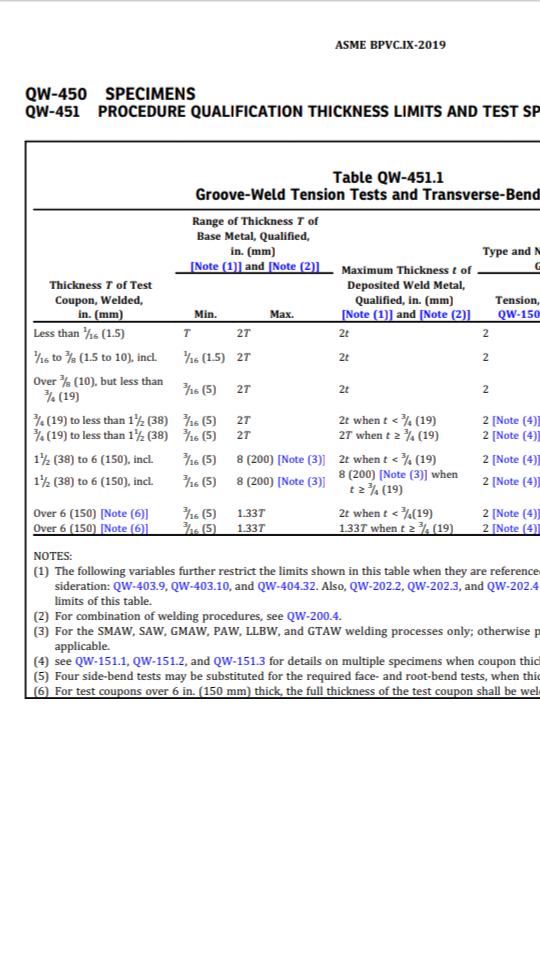
با توجه باینکه طبق کد نیاز به تست ضربه دارد چنانچه به QW-403.6 استاندارد ASME سکشن 9 مراجعه کنید حداقل ضخامت فلز پایه مورد تائید ( چون ضخامت کمتر از 6 میل است ) میشود نصف ضخامت تست کوپن یعنی 1.88mm و حداکثری گفته نشده مراجعه به جدول QW-451.1.1 حداکثر میشود 2T یا 7.52mm
اگر به ASME B31.3 و جدول 323.3.1 مراجعه کنید محدوده ضخامت در صورتیکه نیاز به آزمون ضربه باشد میشود نصف ضخامت تست کوپن تا ضخامت تست کوپن باضافه 6 میل یعنی محدوده بین 1.88mm تا 9.76mm
سوال در interpretation no.15 :
Question: In accordance with ASME B31.3-1996 Edition, when qualifying welding procedures which require impact testing, is the thickness range qualified to T/2 to T + 1/4. in. rather than the range given in ASME Section IX, QW-403.1O?
براساس Asme B31.3 ویرایش 1996 ، هنگام تائید روش جوشکاری ( PQR ) که آزمون ضربه نیاز دارد آیا محدوده ضخامت مورد تائید بین T/2 تا T + 6 mm است بجای محدوده داده شده در QW-403.10؟
Reply: Yes, provided the criteria and thickness limits specified in ASME Section IX, para. QW-403.10 are not exceeded. See ASME B31.3, Table 323.3.1, box A-5.
بله ، به شرط اینکه از معیارها و محدودیت ضخامت در پاراگراف QW-403.10 تجاوز ننماید . جدول 323.3.1 باکس A5 را ملاحظه نمائید.
QW-403.10: برای حالت جوشکاری انتقال کوتاه گاز در روش جوشکاری GMAW زمانی که ضخامت نمونه تست کمتر از 13mm است .بالاترین ضخامتی که جوشکار می تواند کار کند برابر با 1.1 برابر ضخامت نمونه تست است. برای ضخامتهای بیشتر از 13mm طبق QW-451.1 و QW-451.2 انجام شود.
در نتیجه چون فرآیند جوشکاری GMAW نیست محدوده ضخامت برای PQR مورد نیاز آزمون ضربه با ضخامت 3.76 میل طبق ASME B31.3 جدول 323.3.1 باکس A5 بین 1.88mm تا 9.76mm است.
مثال دیگر :
Design code – ASME B31.3, Welding Code- ASME BPV SEC IX
Material used during PQR - ASTM A 333Gr6 (P No.1 Gr. 1) To ASTM A 350-LF2 (P No.1 Gr. 2)
Thickness of test coupon – 23.8mm
Process – GTAW+SMAW
PWHT – Yes (600⁰C± 10⁰C)
Weld coupon Impact Tested – Yes
در بالا ضخامت تست کوپن 23.8 داده شده و نیاز به آزمون ضربه دارد در نتیجه با مراجعه به QW-403.6 محدوده ضخامت بین 16mm تا 47.6 mm است ولی طبق جدول 323.3.1 باکس A-5 محدوده ضخامت 11.9mm تا 29.8mm است.
You can use this PQR for base metal thickness 16 to 47.6mm, however for the range falling outside B31.3 limits (i.e. 11.9 – 29.8mm), additional PTC shall be tested for CVN impact.
PTC: PRODUCTION TEST COUPON
QW-403.9 : thk any weld pass >=13

QW-403.12 A change from a base metal listed under one P‐Number of Table QW/QB-422 to a base metal listed under another PNumber. When joints are made between two base metals that have different P‐Numbers, requalification is required even though the two base metals have been independently qualified using the same procedure. When the melt‐in technique is used for joining P‐No. 1,P‐No. 3, P‐No. 4, and P‐No. 5A, a procedure qualification test with one P‐Number metal shall also qualify for that P‐Number metal welded to each of the lower P‐Number metals, but not vice versa
QW-403.12: زمانی که دو فلز با P NO متفاوت به هم جوش می شوند. حتی اگر تست تایید کیفیت برای هرکدام از دو فلز به تنهایی انجام شده باشد . تایید تست برای جوشکاری دو فلز به هم نیاز به انجام تستهای کیفیت دارد .
البته فلزلتی با P NO 1 , 3 ,4 ,5A از این قانون مستثنی هستند.( به عنوان مثال تستهای تایید کیفیت که برای جوشکاری P NO 5A به P NO 5A تهیه می شوند . جوشکاری P NO 1 به P NO 5A را نیز پوشش می دهد . ولی برعکس آن درست نمی باشد.)
Interpretation: IX-07-09
Subject: QW-401.3 and QW-403.6, Thickness Range Qualified for Impact Testing (2007 Edition)
Date Issued: May 1, 2008
File No: 08-576
یک PQR یا روش جوشکاری از تست کوپن با ضخامت 25 میل تهیه شده به همراه تست خمش و تنش . PQR دیگری روی ورق 6 میل انجام شده با آزمون ضربه فقط . تمام متغیرهای اساسی و تکمیلی اساسی به جز ضخامت تست کوپن ثابت باقی ماندند.
سوال : PQRs بالا می تواند برای ساپورت WPS برای متریال نیازمند toughbess با محدوده ضخامت مورد تائید 5 تا 50 میل استفاده شود؟
جواب : بلی
Interpretation: IX-89-100
Subject:
Date Issued: January 2, 1991
Section IX, QW-202'2 and QW-451
File: BC90-663
جواب بلی
طبق ASME سکشن 9 :
همانطور که در بالا اشاره شده دو PQR داریم یکی با ضخامت تست کوپن 1.5 اینچ بدون notch toughness که طبق جدول QW-451.1 محدوده ضخامت مورد تائید برای تست کوپن می شود 5 تا 200 میلیمتر ... و دومین PQR که با toughness تائید شده و در ضخامت 4.7 یا تقریبا 5 میل و طبق QW-403.6 ضخامت مورد تائید زمانیکه آزمون ضربه نیاز باشد اگر T تست کوپن کمتر از 6 میل باشد میشود T/2 و حداکثر ضخامت در اینجا گفته نشده.
ضخامت مورد تائید برای Base Metal و Deposited weld در جدول QW-451.1 اشاره شده.
جواب : بلی
T/2 to T+1/4=1/2÷2 to 1/2+1/4=1/4" to 3/4"
A420-WPL6 is a normalized grade of carbon steel that has been Charpy Impact tested at -50 degree F for use in low temperature service.(-45.6C)
Impact test :
Subject: ASME B31.3-2008, Para. 323.2.2, Reference to Table A-1
Date Issued: April 23, 2010
File: 10-702
Question (1): When a welding procedure specification (WPS) has been qualified, including impact testing, for an austenitic stainless steel plate that has a design minimum temperature below the minimum temperature given in Table A-1, does the Code require production welds to be impact tested?
زمانیکه PQR شامل آزمون ضربه ، برای یک ورق فولادی ضدزنگ آستنیتی دارای حداقل دمای طراحی زیر حداقل دمای جدول A1 استاندارد B31.3 مورد صلاحیت قرار گرفته شود، آیا کد الزامی می بیند که برای جوش تولیدی آزمون ضربه انجام شود؟
Reply (1): No.
جواب : خیر
Question (2): When a welding procedure specification (WPS) has been qualified, including impact testing, for an austenitic stainless steel plate that has a design minimum temperature below the minimum temperature given in Table A-1, does the Code require the plate material to be impact tested?
سوال بالا برای متریال آزمون ضربه نیاز است ؟
Reply (2): Yes.
جواب : بلی