کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
ترکیبی از چند روش جوشکاری ( QW-200.4b )
بعنوان جایگزین بند a ، جوش تولیدی مجاز است با استفاده از یک WPS که توسط بیش از یک PQR پشتیبانی می شود انجام گردد ، اگر :
۱-وجود یک PQR واجد شرایط از یک فرآیند یا ترکیبی از فرآیندها روی تست کوپن هایی با حداقل ضخامت ۱۳ میلیمتر.
۲-تبصره یک جدول های QW-451.1 و QW-451.2 باید برای WPS بکار گرفته شود . WPS مجاز است برای deposit استفاده شود :
PQR اول برای فلز جوش رسوب شده در لایه های ریشه تا 2t و لایه های بعدی روی base metal تا حداکثرضخامت ، توسط سایر PQR ها
تصور کنید که دو PQR دارید ، یکی از آنها باید حداقل ۱۳ میلیمتر ضخامت داشته باشد ، و دومی با هر ضخامت بیشتر دیگری . سپس PQR اول را می توان برای قرار دادن رسوبات ریشه تا ضخامت رسوب شده 2t ، در یک Base Metal با حداکثر ضخامت مجاز توسط PQR دوم استفاده کرد . این فقط برای فرآیندهای یاد شده مجاز است.
برای مثال WPS فرآیند ترکیبی توسط یک PQR ( واجد شرایط ) برای فرایند اول اتصال فلز مبنا ( Base Metal ) از ضخامت ۵ تا ۲۰۰ میلیمتر و PQR دوم برای فرآیند دوم که روی تست کوپن با ضخامت حداقل ۱۳ میلیمتر واجد شرایط شده برای پشتیبانی یک WPS که اجازه می دهد هر دو فرآیند برای جوش فلز مبنا با ضخامت ۵ تا ۲۰۰ میلیمتر استفاده شوند.
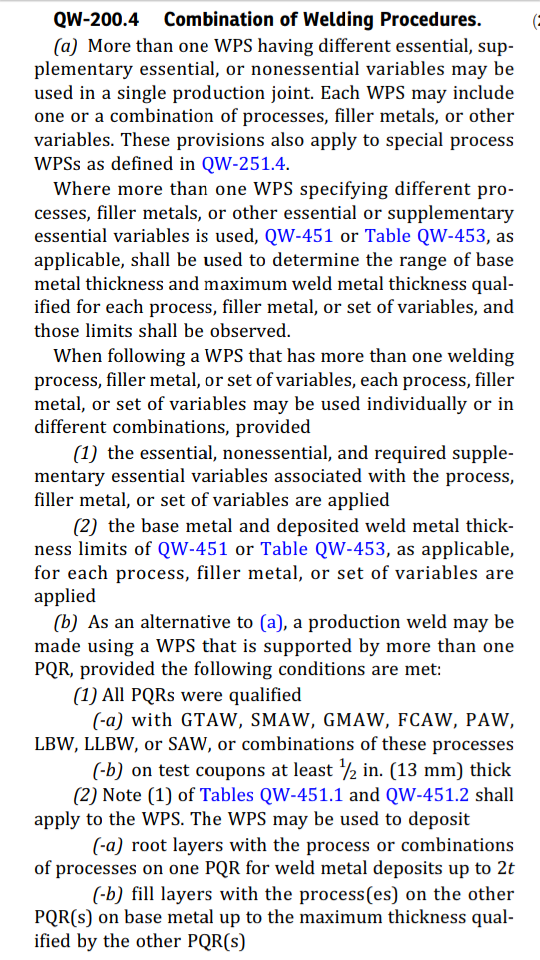
(b) As an alternative to (a), a production weld may be made using a WPS that is supported by more than one PQR, provided the following conditions are met:
(1) All PQRs were qualified
(-a) with GTAW, SMAW, GMAW, FCAW, PAW,LBW, LLBW, or SAW, or combinations of these processes
(-b) on test coupons at least 1/2 in. (13 mm) thick
(2) Note (1) of Tables QW-451.1 and QW-451.2 shall apply to the WPS. The WPS may be used to deposit
(-a) root layers with the process or combinations of processes on one PQR for weld metal deposits up to 2t
(-b) fill layers with the process(es) on the other PQR(s) on base metal up to the maximum thickness qualified by the other PQR(s).
QW-451.1
NOTES:
(1) The following variable further restricts the limits shown in this table when they are referenced in QW-250 for the process under consideration: QW-403.9. Also, QW-202.2, QW-202.3, and QW-202.4 provide exemptions that supersede the limits of this table. Supplementary essential variable requirements may also further limit thickness ranges in this table.
QW-451.2
NOTES:
(1) The following variable further restricts the limits shown in this table when they are referenced in QW-250 for the process under consideration: QW-403.9. Also, QW-202.2, QW-202.3, and QW-202.4 provide exemptions that supersede the limits of this table. Supplementary essential variable requirements may also further limit thickness ranges in this table.
Interpretation: IX-04-18
Subject: QW-200.4(b), Combining Procedure Qualification Records
Date Issued: March 8, 2005
File: BC05-025
نشان می دهد نیازی به 13mm ضخامت برای GTAW نیست اما یک تست کوپن که حداقل 13mm ضخامت داشته باشد ضروری است.
QW-200.4
SC IX; QW-200.4(b), QW-403.6 - Combination of PQRs with Impact Testing
BPV IX-17-77
Background: A combination GTAW and FCAW WPS is supported by two PQRs performed using the same base metals and the same PWHT below the lower transformation temperature. Impact testing was performed.
PQR A is welded with GTAW to join 13 mm thick plates with 13 mm of GTAW deposit. PQR B is welded with FCAW to join 40 mm thick plates with 40 mm of FCAW deposit.
Question: Do PQRs A and B qualify the combination WPS for a base metal thickness range of 16 mm to 200 mm when impact testing is required?
Reply: Yes.
طبق پاراگراف QW-200.4b با استفاده از این دو PQR ( تصویر اول از شکل زیر ) نمی توان 3-WPS را ساپورت و تأیید کرد زیـرا ضـخامت PQR اولی از 13 میلیمتر کمتر است. بنابر این شامل قانون پاراگراف QW-200.4b نمی شود و با توجه به ضخامت 5 میلی متر آن فقط می تواند PQR با ضخامت دو برابر ضخامت خودش یعنی 10 میلیمتر را تأیید کند.
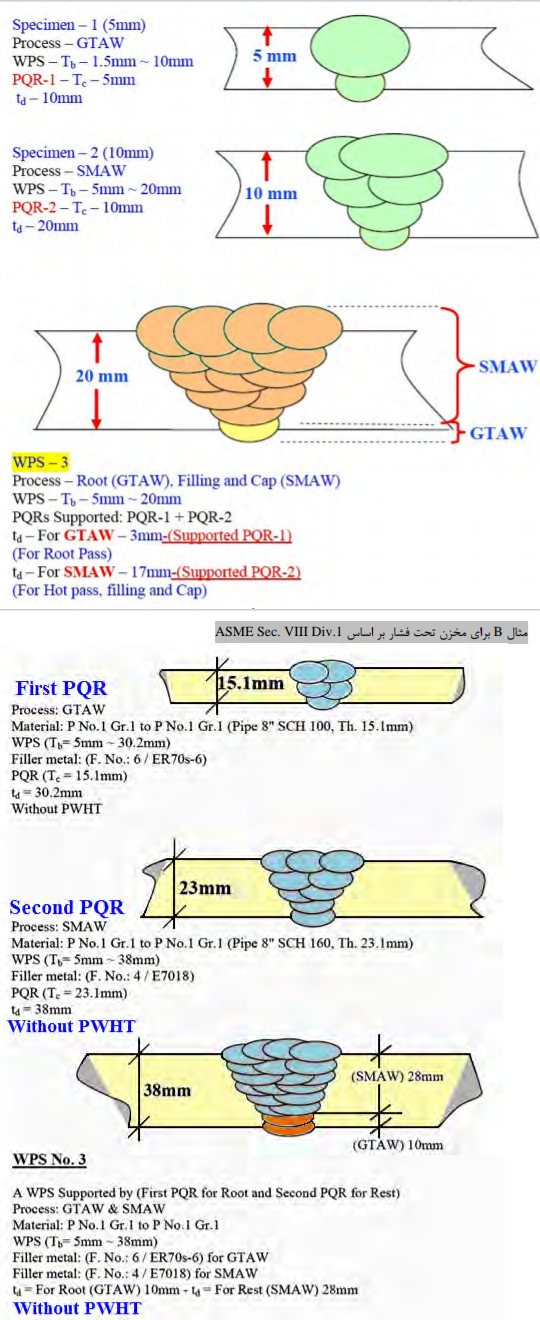
WPS#3 برای یک مخزن تحت فشار بر اساس استاندارد ASME سکشن ۸ بخش ۱ می باشد در این استاندارد برای متریال های کربن استیل ضخامت بیشتر از 38mm می بایست تنش زدایی شوند. به همین خاطر این WPS نیازی به PWHT ندارد.
WPS#3 بوسیله دو PQR ساپورت یا تأیید شده است. PQR اولی با فرآیند GTAW و PQR دومی با فرآیند SMAW . د PQR اولی به این دلیل می تواند WPS#3 را که بیشتر از دو برابر ضخامتش می باشد تأیید کند چونکه ضخامتش بیشتر از 13mm است و این مجوز در پاراگراف QW-200.4b داده شده
ASME VIII DIV.1
عملیات تنش زدایی تحت شرایط زیر ضروری است
-برای ضخامت بالاتر از ۳۸ میلیمتر الزامی است و در استاندارد B31.8 بالاتر از ۳۲ میلیمتر
-بین ضخامت بالای ۳۲ میلیمتر تا ۳۸ میلیمتر هم شرایطی ذکر کرده
-For welded joints over 11/4 in. (32 mm) nominal thickness through 11/2 in. (38 mm) nominal thickness unless preheat is applied at a minimum temperature of 200°F (95°C) during welding. This preheat need not be applied to SA 841 Grades A and B, provided that the carbon content and carbon equivalent (CE) for the plate material, by heat analysis, do not exceed 0.14% and 0.40% respectively, where

مثال ها :
-اگر یک PQR از فرآیند GTAW با ضخامت ۱۳ میلیمتر داشته باشیم ، محدوده Base metal بدون تست ضربه طبق جدول QW-451 بین ۵ تا ۲۶ میلیمتر خواهد بود ...اگر یک PQR از فرآیند SMAW با ضخامت ۴۰ میلیمتر داشته باشیم ، محدوده Base metal بدون تست ضربه بین ۵ تا ۲۰۰ میلیمتر خواهد بود. طبق پاراگراف QW-200.4b می توان یک WPS با تلفیقی از این دو فرآیند ( GTAW + SMAW ) برای محدوده ضخامت Base metal از ۵ تا ۲۰۰ میلیمتر تهیه کرد .
-اگر PQR A ازفرآیند GTAW روی ضخامت ۱۳ میلیمتر و PQR B از فرآیند FCAW روی ضخامت ۴۰ میلیمتر تهیه شده باشد آیا تلفیقی از این دو PQR می تواند یک WPS برای محدوده ضخامت ۱۶ تا ۲۰۰ میلیمتر وقتی تست ضربه لازم است را پشتیبانی کند ؟ جواب : بله
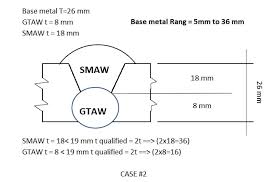
- یک WPS تلفیقی از GTAW و SMAW توسط دو PQR پشتیبانی می شود . PQR اول با فرآیند SMAW روی ورق ها با ضخامت ۳۸ میلیمتر و PQR دوم با دو فرآیند GTAW + SMAW برای اتصال ورق ها با ضخامت ۱۳ میلیمتر ( ۳ میلیمتر رسوب GTAW و ۱۰ میلیمتر رسوب SMAW ) ... این دو PQR می تواند WPS تلفیقی ( GTAW+SMAW ) برای ضخامت های base metal بین ۵ تا ۲۰۰ میلیمتر را پشتیبانی کند و همینطور ، یک WPS تلفیقی با حداکثر ضخامت رسوب داده شده ۶ میلیمتر برای GTAW و ۲۰۰ میلیمتر برای SMAW زمانیکه به تست ضربه نیاز نباشد را ساپورت می کند
-یک WPS برای جوشکاری شیاری لوله با تلفیقی از فرآیندهای GTAW برای لایه های ریشه و SMAW برای لایه های پرکنی نوشته شده . دو PQR یکی روی ضخامت ورق ۶.۳۵ میلیمتر با استفاده از فرآیند GTAW و دیگری روی ضخامت ورق ۹.۵۲۵ میلیمتر با استفاده از فرآیند SMAW واجد شرایط شده وجود دارد ، حداکثر محدوده ضخامت WPS ترکیبی چقدر است ؟
PQR#1 (GTAW) T=6.35mm
PQR#2 (SMAW) T=9.525mm
طبق QW-451 محدوده ضخامت فلز جوش رسوب داده شده برای فرآیند GTAW بین ۱.۵ تا ۱۲.۷ میلیمتر است و برای SMAW بین ۵ تا ۱۹ میلیمتر است در نتیجه محدوده ضخامت base metal برای WPS تلفیقی بین ۱.۵ تا ۱۲.۷ میلیمتر است
مثالی از جدول QW-451.1 :
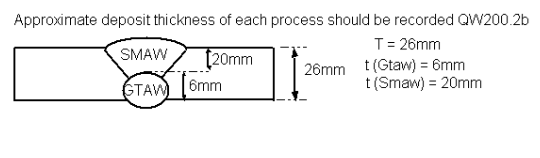
تصویر بالا را ملاحظه کنید محدوده تائید base metal برای اتصال جوشی بالا طبق QW451.1 بین 4.76 تا دو برابر ضخامت تست کوپن ( T=26 ) یعنی 52 میلیمتر است.
اگر این اتصال حاصل بیش از یک فرآیند جوشکاری باشد ، حداکثر ضخامت رسوب داده شده برای هر فرآیند ( ستون سوم جدول ) در مثال بالا 2t است یعنی برای GTAW 12mm و SMAW 52mm ( این 52 میلیمتر بخاطر این است که t=T برای این فرآیند همانطور در جدول QW-451.1 این t>19.1 میلیمتر است )
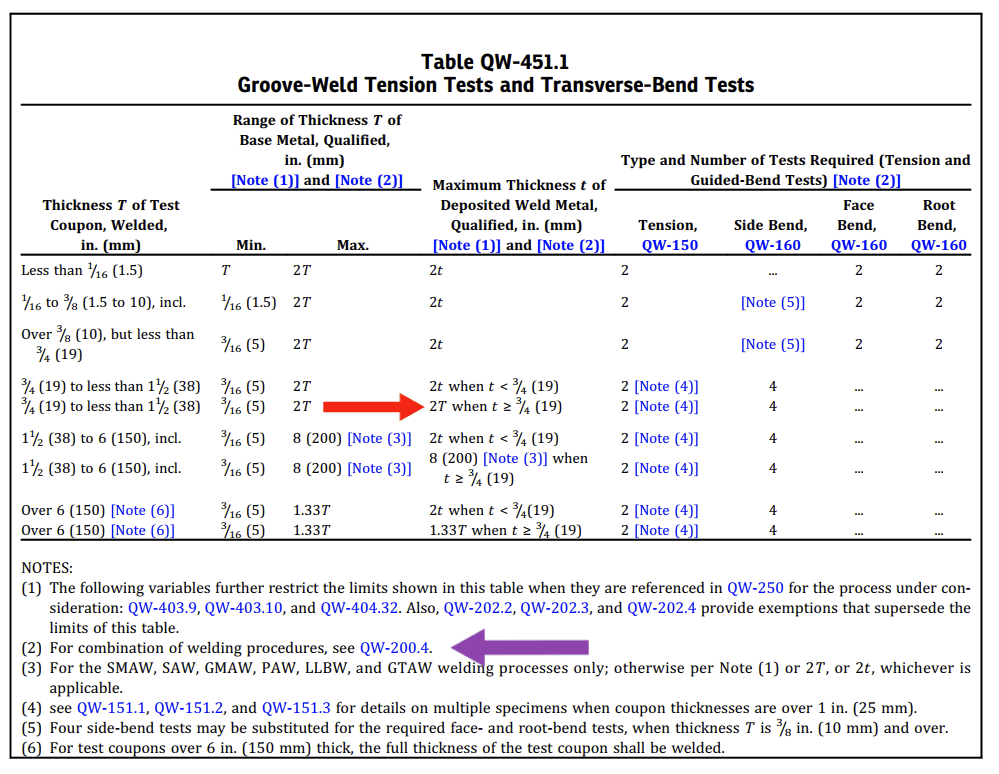
پاراگراف QW-200.4b به تست کوپن های 13 میلیمتر و فرآیندهای جوشکاری GTAW SMAW SAW GMAW و ... اعمال می شود . یک WPS شامل چندین فرآیند می تواند از PQR های متفاوت ساخته شود ؛ اما حداکثر ضخامت base metal پوشش داده شده توسط این WPS نباید از 2 برابر ضخامت تست کوپن نازکتر بکار رفته برای هر PQR و هر فرآیند تجاوز نماید و هر فرآیند نمی تواند از 2 برابر ضخامت رسوب داده شده بیشتر شود . این امر حتی اگر تمام فرآیندهای استفاده شده برای آن کوپن در این WPS مورد نیاز نباشد، اعمال می شود . با این حال ، اگر WPS یک طرفه QW-200.4b باشد ، ضخامت فلز پایه PQR مورد استفاده برای ریشه نباید در نظر گرفته شود.
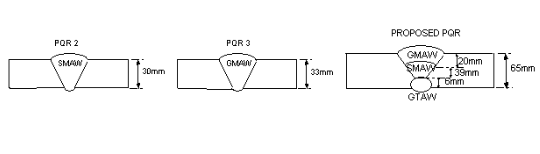
GTAW 12mm > 6mm
SMAW 60mm <65mm Fail