کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
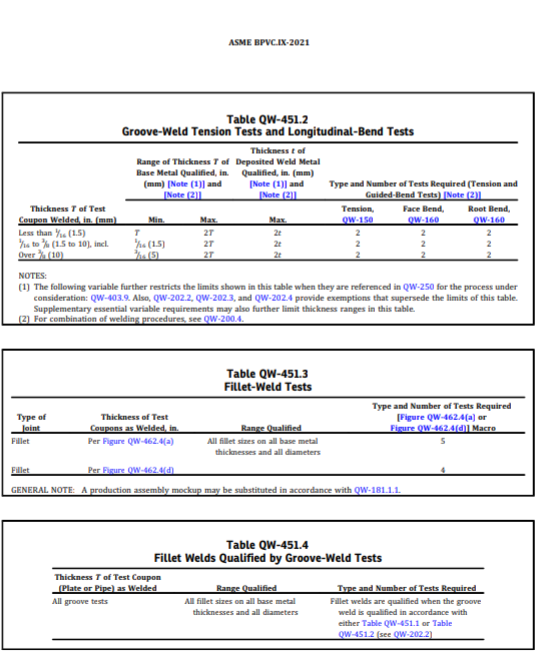
نوع آزمون های مورد نیاز در تست کوپن ( استاندارد ASME SECION 9 2021 )
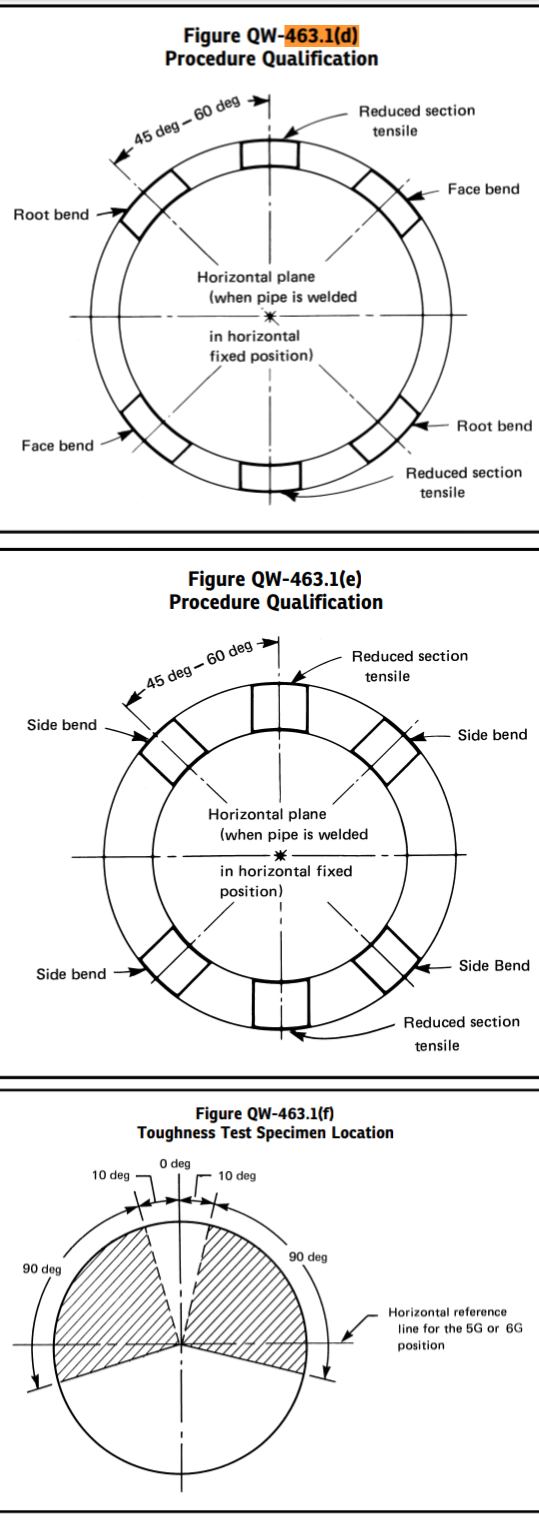
نوع و تعداد نمونه های آزمون برای صلاحیت جوش شیاری در QW-451 داده شده ، و باید به روشی مشابه آنچه در اشکال QW-463.1a تا QW-463.1f نمایش داده شده جدا یا برداشته شود.
برای توضیح شکل زیر باید به شکل QW-451 مراجعه کنید در تبصره ۵ قید گردیده مجاز است برای ضخامت ۱۰ میلیمتر و بالاتر بجای آزمون خمش ریشه و وجه ( صورت ) چهار نمونه خمش جانبی یا side-bend برداشت کرد. بنابراین QW-463.1d برای لوله با ضخامت های زیر ۱۰ میلیمتر و QW-463.1e برای لوله با ضخامت های ۱۰mm و بالاتر است.
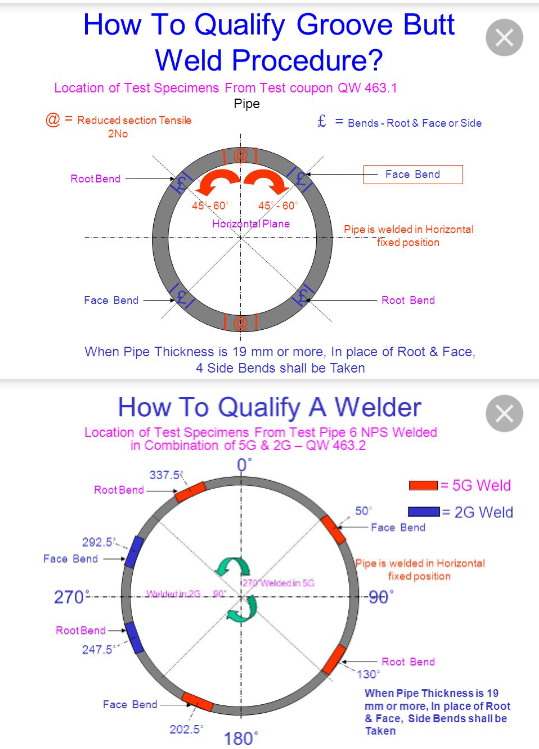
لوکیشن برای آزمون کششی ( کاهش مقطع ) طبق تصویر دو نمونه در ساعت ۶ و ۱۲ است که در PQR قید می گردد.
آکس محل نمونه گیری برای آزمون خمش ریشه ( root-bend ) در زاویه ۴۵ تا ۶۰ درجه از ساعت ۱۲ و آکس نمونه گیری برای آزمون خمش وجه یا صورت ( face-bend ) در زاویه ۴۵ تا ۶۰ درجه از ساعت ۶ است.( برای بخاطر سپردن یک ضربدر بکشید خط سمت چپ معرف root و سمت راست face است و بینشان tension البته ضخامت زیر ۱۹ میلیمتر و برای ۱۹ میل و بالاتر root و face جایشان را به خمش جانبی یا side-bend می دهند )
یعنی اگر هر یکساعت را ۳۰ درجه و هر نیم ساعت را ۱۵ درجه بدانیم ، آکس ۴۵ درجه برای موقعیت برداشت دو نمونه آزمون face-bend از لوله طبق QW-451 ( ضخامت کمتر از ۱۰ میلیمتر تبصره ۵ مطالعه شود ) ، ساعات ۱:۳۰ و ۷:۳۰ می شود که در PQR با ذکر ساعت در ستون identification می آید.
Hours 1 : 30 Or 1:30 O ' Clock
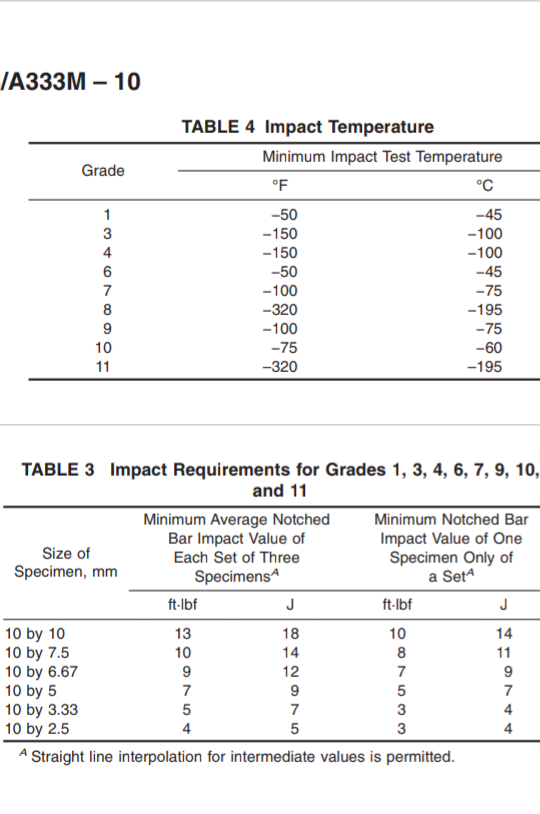
محل برداشت نمونه تست آزمون تافنس نیز زمانیکه طبق کد یا دستورالعمل پروژه ضروری باشد مثل متریال A333 ، در یک محدوده ۹۰ درجه از Offset ده درجه ای ساعت ۱۲ است.( فقط قسمت هاشور خورده )
یعنی اگر طبق روش لوکیشن یابی آزمون های خمش عمل کنیم ، ( یک سوم ساعت یعنی هر ۲۰ دقیقه ۱۰ درجه خواهد شد یا هر ساعت شامل ۳ تا ده درجه است ) محدوده ساعت هاشور سمت چپ بین ۸:۴۰ تا ۱۱:۴۰ و هاشور سمت راست ۱۲:۲۰ تا ۳:۲۰ خواهد بود که معمولاً ساعت ۳ و ۹ را برای آزمون تست ضربه قید می کنند ولی می تواند در هر جای هاشور این آزمون انجام گیرد
در پاراگراف ۳۲۳.۳.۲ ( procedure ) کد B31.3 قید گردیده در صورت وجود تعارض بین الزامات خاص این آئین نامه و الزامات مشخصات ( specification ) ، الزامات این آئین نامه اولویت دارند.
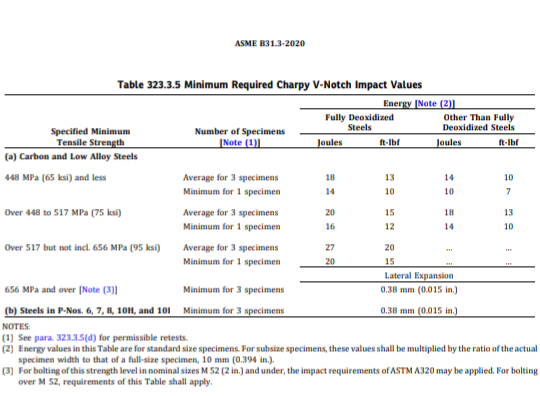
طبق پاراگراف ۳۲۳.۳.۳ استاندارد B31.3 هر سِت نمونه های آزمون ضربه باید شامل سه نمونه میله ای شکل باشد. با مقطع مربعی استاندارد ۱۰ میلیمتری ( سایز ۱۰×۱۰ ) به استثنای مواردی که شکل یا ضخامت متریال اجازه نمی دهد.
طبق پاراگراف ۳۲۳.۳.۴ ( دمای تست ) بند b برای متریال ها با ضخامت کمتر از ۱۰mm وقتی بزرگترین نمونه قابل دستیابی دارای عرض در امتداد شکاف حداقل ۸۰ درصد ضخامت متریال باشد نباید آزمون در دمای بالاتر از دمای حداقل طراحی انجام گیرد و اگر کمتر از ۸۰ درصد ضخامت بدست آمد آزمون باید در دمای پائین تری ( اختلاف بین کاهش دمای مرتبط با ضخامت واقعی متریال و کاهش دمای مرتبط با عرض نمونه شارپی مورد آزمون : قابل دستیابی ) انجام شود.( جدول ۳۲۳.۳.۴ ملاحظه شود )
طبق بند b از QW-202.2 ( صلاحیت جوش های شیاری با نفوذ جزئی : کمتر از ضخامت فلز ) باید مطابق با الزامات QW-451 برای هر دو ضخامت فلز جوش رسوب داده شده و فلز مبنا دارای صلاحیت شود ، جز آنجایی که حد بالایی برای ضخامت فلز مبنا لازم نیست به شرط آنکه تائید صلاحیت روی فلز مبنا با داشتن ضخامت ۳۸ میلیمتر و بیشتر انجام گرفته باشد. زمانیکه تست کوپن های با ضخامت غیر یکسان جوش شده اند بند a از تست کوپن ها با ضخامت غیر یکسان باید رعایت شود.( QW-202.4)
در بخش آخر بند a از QW-202.2 اشاره نموده ، زمانیکه تست کوپن هایی با ضخامت غیر یکسان جوش شده اند ، محدوده ضخامت فلز مبنا ( T ) در QW-451 بصورت جدا ( Individual ) برای هر فلز مبنا در تست کوپن باید مورد صلاحیت قرار بگیرند. زمانیکه تست کوپن ضخیم تر تا رساندن به جوش ( پنجه جوش ) ، مخروطی ( slope طبق WPS ) می شود محدوده مورد صلاحیت باید بر اساس ضخامت فلز مبنا در مجاورت پنجه جوش در نازکترین انتهای تبدیل باشد.
در QW-403.9 ، برای جوشکاری تک پاسه یا چند پاسه در جاییکه هر پاسی بیشتر از ۱۳ میلیمتر ضخامت دارد ، افزایشی در ضخامت فلز مبنا فراتر از ۱.۱ برابر آنچه تست کوپن مورد صلاحیت قرار گرفته.
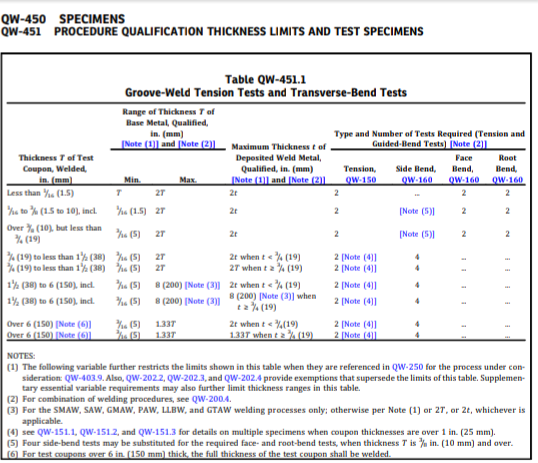
در جدول QW-451 حداقل ضخامت فلز مبنای مورد تائید توسط تست کوپن سه مورد داده شده :
۱-حداقل ضخامت T ( تست کوپن ) ، برای تست کوپن کمتر از ۱.۵mm
۲-حداقل ضخامت ۱.۵ میلیمتر ، برای تست کوپن با ضخامت بین ۱.۵ تا ۱۰ میلیمتر
۳-حداقل ضخامت ۵ میلیمتر ، برای تست کوپن با ضخامت بالای ۱۰ میلیمتر
البته اگرتست ضربه برای تست کوپن الزام باشد این محدوده حداقل ضخامت Base Metal واجد صلاحیت با توجه به ضخامت تست کوپن تغییر می کند که اشاره کرده حداقل ضخامت فلز مبنای مورد تائید ، ضخامت تست کوپن (T) یا ۱۶ میلیمتر است هر کدام کمتر است .( پاراگراف QW-403.6 : غیر از سه بند a تا c که این مورد اعمال نمی شود بطور مثال P نامبر ۸ یا ۴۱ تا ۴۹ )
اگر این پاراگراف ضروری شود ( تافنس جرء متغیرات اساسی تکمیلی است ) سه مورد ذکر کرده :
۱-حداقل ضخامت T/2 ، تست کوپن با ضخامت ۶ و کمتر از ۶ میلیمتر
۲-حداقل ضخامت T ( تست کوپن ) ، تست کوپن با ضخامت بین ۶ تا ۱۶ میلیمتر
۳-حداقل ضخامت۱۶ میلیمتر ، تست کوپن با ضخامت بالای ۱۶ میلیمتر
در جدول QW-451 تبصره هایی داده شده که حتماً باید به یاد داشته باشید
۱-وقتی برای فرآیندهای مورد نظر به متغیرهای زیر در 250-QW مراجعه می شود محدوده های نشان داده شده در این جدول را محدودتر می کند ، QW-403.9 همچنین QW-202.2 QW-202.3 و QW-202.4 استثناء هایی را فراهم می کند که جایگزین حدود ذکر شده در این جدول می شوند. الزامات متغیراساسی تکمیلی نیز ممکن است محدوده ضخامت را در این جدول محدودتر کند.
۲-برای فرآیندهای جوشکاری ترکیبی ( چند فرآیندی ) QW-200.4 را نگاه کنید.
۳-برای فقط فرآیندهای جوشکاری SMAW SAW GMAW PAW LLBW و GTAW ؛ در غیر اینصورت طبق تبصره ۱ یا ۲T ، یا ۲t هر کدام اجرایی است.
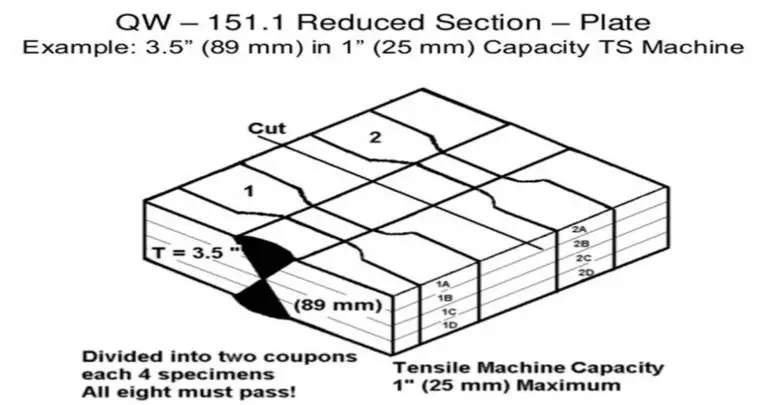
۴-برای جزئیات در نمونه های چندتایی وقتی کوپن ضخامت بالای ۱ اینج دارد QW-151.1 QW-151.2 و QW-151.3 را نگاه کنید
۵- وقتی ضخامت تست کوپن ( T ) ده میلیمتر و بیشتر است چهار آزمون side-bend مجاز است بجای 4 آزمون خمش face و root گرفته شود.
۶-برای تست کوپن های بالای ۶ اینچ یا ۱۵۰ میلیمتر ضخامت تمام ضخامت تست کوپن باید جوش شوند ( یعنی partial مجاز نیست )
NOTES:
(1) The following variable further restricts the limits shown in this table when they are referenced in QW-250 for the process under consideration: QW-403.9. Also, QW-202.2, QW-202.3, and QW-202.4 provide exemptions that supersede the limits of this table. Supplementary essential variable requirements may also further limit thickness ranges in this table.
(2) For combination of welding procedures, see QW-200.4.
(3) For the SMAW, SAW, GMAW, PAW, LLBW, and GTAW welding processes only; otherwise per Note (1) or 2T, or 2t, whichever is applicable.
(4) see QW-151.1, QW-151.2, and QW-151.3 for details on multiple specimens when coupon thicknesses are over 1 in. (25 mm).
(5) Four side‐bend tests may be substituted for the required face‐ and root‐bend tests, when thickness T is 3/8 in. (10 mm) and over.
(6) For test coupons over 6 in. (150 mm) thick, the full thickness of the test coupon shall be welded.
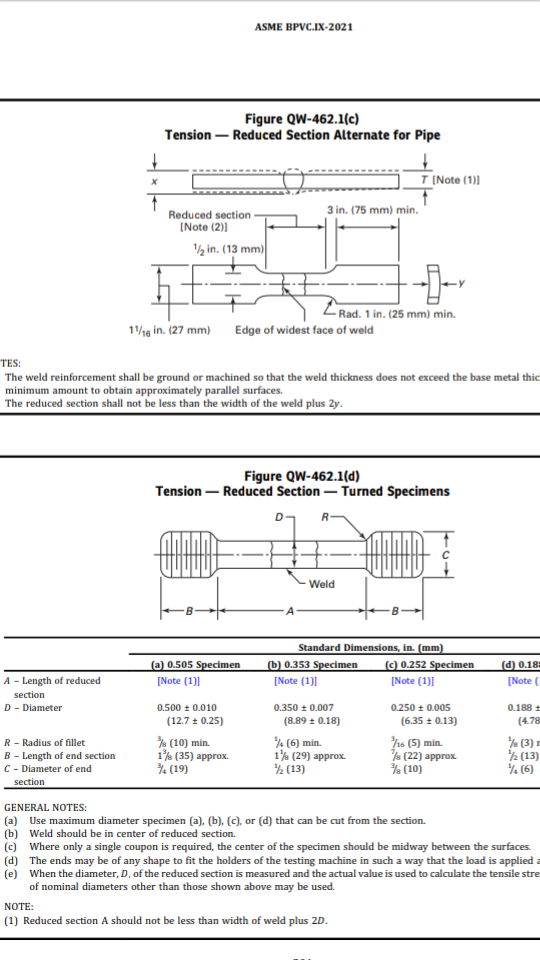
در QW-151 نمونه ها ؛ گفته شده نمونه های تست کششی ( Tension test ) باید مطابق با یکی از انواع به تصویر کشیده در اشکال QW-462.1a تا QW-462.1e باشد و الزامات QW-153 ( معیار پذیرش آزمون های کششی ) را رعایت کند.
در QW-151.1 ( کاهش مقطع Plate یا ورق ) مجاز است الزامات QW-462.1a برای تست کششی روی تمام ضخامت ها انجام شود ،برای ضخامت ها تا خود ا اینچ کل ضخامت نمونه برای هر آزمون کششی مورد نیاز باید استفاده شود ، برای ضخامت ورق بالاتر از ا اینچ تمام ضخامت نمونه یا نمونه های چندتایی به شرط فراهم نمودن با بندهای c و d باید استفاده شود : در بند c زمانیکه نمونه های چند تایی بجای کل ضخامت استفاده میشود ، هر ست نماینده یا نشان دهنده یک نمونه کششی تکی از کل ضخامت است ( پس هر ست می شود یک نمونه ) ، در مجموع تمام نمونه های مورد نیاز برای نشان دادن ضخامت کامل جوش در یک مکان ( location ) باید یک ست را تشکیل دهند، در تبصره d زمانیکه نمونه های چند تایی ضروری می شوند کل ضخامت بعد از ماشین کاری به چند اندازه مساوی که قابلیت تست در آن تجهیز را دارد برش می خورد و هر نمونه از این ست ( که یک نمونه تکی می شود ) باید مورد آزمون قرار گیرد و الزامات QW-153 ( معیار پذیرش آزمون های کششی ) را برآورده نماید.
در شکل زیر ماکزیمم ظرفیت ماشین برای تست کششی را ۲۵ میل عنوان کرده ؛ با توجه به بند a که آزمون باید برای کل ضخامت انجام شود و مد نظر گرفتن بند c و d ، نتیجتاً طبق بند d که اینجا ضروری شده ( نمونه های چند تایی ) ، نمونه های تقریبی ضخامت همسان بعد ازماشین کاری برش می خورد و هر چند نمونه در این مجموعه یک نمونه تکی خواهد شد و تماماً باید معیار پذیرش در QW-153 را پاس کنند .... به دو کوپن ۴ تایی تقسیم شده که هر ۸ تا باید تائیدیه را کسب کنند
در QW-151.2 ( لوله ) تست کششی برای تمام ضخامت های لوله بالاتر از ۳ اینچ مجاز است استفاده شود و اگر نمونه های چند تایی از ضخامت کل قطعه قرار است استفاده شود یا ضروری می شود ( منظور از ضروری شدن یعنی تجهیزی که تست می کند چه ضخامتی را می تواند تست کند اگر ضخامت قطعه بیشتر از ظرفیت تجهیز باشد اینجا بایستی به چند نوار تبدیل شود ) بند های c و d حتماً باید رعایت شود مثل بند های بالاست ... برای لوله ۳ اینچ و کمتر از آن شکل QW-462.1c برای تست کششی کاهش مقطع مجاز است که استفاده شود.
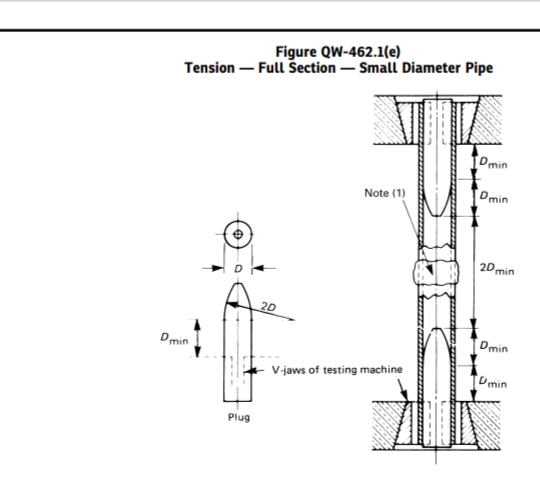
در QW-151.4 ( نمونه های کامل مقطع برای لوله ) بیان کرده مطابق با شکل QW-462.1e برای لوله با قطر ۳ اینچ و کمتر تست کششی مجاز به استفاده است.
QW-150 TENSION TESTS
QW-151 SPECIMENS
Tension test specimens shall conform to one of the types illustrated in Figures QW 462.1(a) through QW-462.1(e) and shall meet the requirements of QW-153.
QW-151.1 Reduced Section — Plate. Reduced‐section specimens conforming to the requirements given in Figure QW-462.1(a) may be used for tension tests on all thicknesses of plate.
(a) For thicknesses up to and including 1 in. (25 mm), a full thickness specimen shall be used for each required tension test.
(b) For plate thickness greater than 1 in. (25 mm), full thickness specimens or multiple specimens may be used, provided (c) and (d) are complied with.
(c) When multiple specimens are used, in lieu of full thickness specimens, each set shall represent a single tension test of the full plate thickness. Collectively, all of the specimens required to represent the full thickness of the weld at one location shall comprise a set.
(d) When multiple specimens are necessary, the entire thickness shall be mechanically cut into a minimum number of approximately equal strips of a size that can be tested in the available equipment. Each specimen of the set shall be tested and meet the requirements of QW-153.
QW-151.2 Reduced Section — Pipe.
Reduced section specimens conforming to the requirements given in Figure QW-462.1(b) may be used for tension tests on all thicknesses of pipe having an outside diameter greater than 3 in. (75 mm).
(a) For thicknesses up to and including 1 in. (25 mm), a full thickness specimen shall be used for each required tension test.
(b) For pipe thicknesses greater than 1 in. (25 mm), full thickness specimens or multiple specimens may be used, provided (c) and (d) are complied with.
(c) When multiple specimens are used, in lieu of full thickness specimens, each set shall represent a single tension test of the full pipe thickness. Collectively, all of the specimens required to represent the full thickness of the weld at one location shall comprise a set.
(d) When multiple specimens are necessary, the entire thickness shall be mechanically cut into a minimum number of approximately equal strips of a size that can be tested in the available equipment. Each specimen of the set shall be tested and meet the requirements of QW-153. For pipe having an outside diameter of 3 in. (75 mm) or less, reduced‐section specimens conforming to the requirements given in Figure QW-462.1(c) may be used for tension tests.
QW-151.4 Full-Section Specimens for Pipe. Tension specimens conforming to the dimensions given in Figure QW-462.1(e) may be used for testing pipe with an outside diameter of 3 in. (75 mm) or less.
QW-153 ACCEPTANCE CRITERIA — TENSION
TESTS
QW-153.1 Tensile Strength.
Minimum values for procedure qualification are provided under the column heading “Minimum Specified Tensile, ksi” o f Table QW/QB-422. In order to pass the tension test, the specimen shall have a tensile strength that is not less than
(a) the minimum specified tensile strength of the base metal; or
(b) the minimum specified tensile strength of the weaker of the two, if base metals of different minimum tensile strengths are used; or
(c) the minimum specified tensile strength of the weld metal when the applicable Section provides for the use of weld metal having lower room temperature strength than the base metal;
(d) if the specimen breaks in the base metal outside of the weld or weld interface, the test shall be accepted as meeting the requirements, provided the strength is not more than 5% below the minimum specified tensile strength of the base metal.
(e) the specified minimum tensile strength is for full thickness specimens including cladding for Aluminum Alclad materials (P- No. 21 through P‐No. 23) less than 1 /2 in. (13 mm). For Aluminum Alclad materials 1/2 in. (13 mm) and greater, the specified minimum tensile strength is for both full thickness specimens that include cladding and specimens taken from the core.
QW-182 FRACTURE TESTS
The stem of the 4 in. (100 mm) performance specimen center section in Figure QW -462.4(b) or the stem of the quarter section in Figure QW-462.4(c), as applicable, shall be loaded laterally in such a way that the root of the weld is in tension. The load shall be steadily increased until the specimen fractures or bends flat upon itself.
If the specimen fractures, the fractured surface shall show no evidence of cracks or incomplete root fusion, and the sum of the lengths of inclusions and porosity visible on the fractured surface shall not exceed 3/8 in.(10 mm) in Figure QW-462.4(b) or 10% of the quarter section in Figure QW-462.4(c).
QW-183 MACRO-EXAMINATION — PROCEDURE SPECIMENS
One face of each cross section of the five test specimens in Figure QW-462.4(a) or four test specimens in Figure QW-462.4(d), as applicable shall be smoothed and etched with a suitable etchant (see QW-470) to give a clear definition to the weld metal and heat affected zone. The examination of the cross sections shall include only one side of the test specimen at the area where the plate or pipe is divided into sections i.e., adjacent faces at the cut shall not be used. In order to pass the test
(a) visual examination of the cross sections of the weld metal and heat‐affected zone shall show complete fusion and freedom from cracks
(b) there shall be not more than 1/8 in. (3 mm) difference in the length of the legs of the fillet
QW-202 TYPE OF TESTS REQUIRED
QW-202.1 Mechanical Tests.
The type and number of test specimens that shall be tested to qualify a groove weld procedure are given in QW-451, and shall be removed in a manner similar to that shown in Figures QW-463.1(a) through QW-463.1(f). If any test specimen required by QW-451 fails to meet the applicable acceptance criteria, the test coupon shall be considered as failed.
When it can be determined that the cause of failure is not related to welding parameters, another test coupon may be welded using identical welding parameters.Alternatively, if adequate material of the original test coupon exists, additional test specimens may be removed as close as practicable to the original specimen location to replace the failed test specimens. When it has been determined that the test failure was caused by an essential or supplementary essential variable, a new test coupon may be welded with appropriate changes to the variable(s) that was determined to cause the test failure. If the new test passes, the essential and supplementary essential variables shall be documented on the PQR.
QW-202.2 Groove and Fillet Welds
a)
When dissimilar thickness test coupons are welded, the “Range of Thickness T of Base Metal, Qualified” in QW-451 shall be determined individually for each base metal in the test coupon. When the thicker test coupon is tapered to provide a thickness transition at the weld , the qualified range shall be based on the base metal thickness adjacent to the toe of the weld at the thinnest end of the transition. The test specimens for tensile and bend tests may be machined to the thickness required for the thinner base metal prior to testing.
The Partial Joint Penetration (PJP) groove weld is a groove weld that does not extend completely through the thickness of components joined.
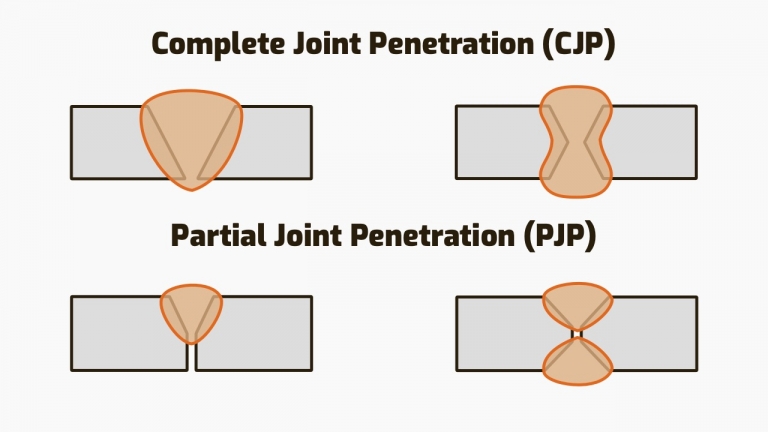
(b) Qualification for Partial Penetration Groove Welds.
Partial penetration groove welds shall be qualified in accordance with the requirements of QW-451 for both base metal and deposited weld metal thickness, except there need be no upper limit on the base metal thickness provided qualification was made on base metal having a thickness of 11/2 in. (38 mm) or more. When dissimilar thickness test coupons are welded, the provisions of (a) for dissimilar thickness test coupons shall be met.
QW-202.4 Dissimilar Base Metal Thicknesses.
WPS qualified on groove welds shall be applicable for production welds between dissimilar base metal thicknesses provided:
(a) the thickness of the thinner member shall be within the range permitted by QW-451
(b) the thickness of the thicker member shall be as follows:
(1) For P‐No. 8, P‐No. 41, P‐No. 42, P‐No. 43, P- No.44, P‐No. 45, P‐No. 46, P‐No. 49, P‐No. 51, P‐No. 52, P‐No. 53, P‐No. 61, and P‐No. 62 metal, there shall be no limitation on the maximum thickness of the thicker production member in joints of similar P‐Number materials provided qualification was made on base metal having a thickness of 1/4 in. (6 mm) or greater.
(2) For all other metal, the thickness of the thicker member shall be within the range permitted by QW-451, except there need be no limitation on the maximum thickness of the thicker production member provided qualification was made on base metal having a thickness of 11 /2 in. (38 mm) or more.
More than one procedure qualification may be required to qualify for some dissimilar thickness combinations.
a) ضخامت عضو نازکتر باید داخل محدوده مجاز جدول QW-451 باشد.
b) ضخامت عضو ضخیم تر :
۱-در P نامبرهای یاد شده مثل P نامبر ۸ در صورتیکه PQR با ضخامت فلز مبنا حداقل ۶ میلیمتر و بیشتر در اتصالات هم نام انجام شده باشد هیچ محدودیتی در حداکثر ضخامت عضو ضخیم تر نیست.
۲-برای سایر فلزات ضخامت عضو ضخیم تر باید در محدوده مجاز جدول QW-451 باشد. در صورتیکه PQR روی فلز مبنا ۳۸ میلیمتر و بالاتر انجام شده باشد هیچ محدودیتی برای ضخامت عضو ضخیمتر نیست.
در تصویر اول از شکل زیر برای WPS با دو ضخامت متفاوت در اتصال P نامبر ۸ ، PQR با ضخامت ۱۰ میلیمتر وجود دارد .. برای عضو ضخیم تر چون PQR با ضخامت ۶ و بیشتر ( اینجا ۱۰ میلیمتر ) انجام شده پس هیچ محدودیتی برای عضو ضخیم تر وجود ندارد و عضو نازکتر هم در محدوده مجاز جدول QW-451 است.
تصویر دوم WPS با ضخامت عضو نازکتر ۲۰۰ میلیمتر است ( متریال کربن ) ... PQR با ضخامت ۴۰ میلیمتر برای ساپورت کردن این WPS داده شده ، طبق بند a عضو نازکتر باید در محدوده مجاز QW-451 باشد ، در این جدول ماکزیمم ضخامت فلز مبنا برای تست کوپن با ضخامت ۳۸ تا ۱۵۰ میلیمتر ، ۲۰۰ میلیمتر است پس تا اینجا این WPS توسط PQR مورد نظر مورد تائید است برای عضو ضخیمتر طبق بند b گفته شده برای سایر فلزات غیر از فلزات یاد شده بند a ، اگر PQR با ضخامت ۳۸ میلیمتر و بیشتر داشته باشیم هیچ محدودیتی برای ضخامت عضو ضخیم تر نیست پس PQR داده شده WPS نوشته شده را ساپورت می کند ( البته متغیرات اساسی و تکمیلی یکسانی باید داشته باشند و این مورد باید مد نظر قرار گیرد )
در تصویر سوم ، WPS با ضخامت عضو نازکتر ۱۴ و عضو ضخیم تر ۳۵ میلیمتر تهیه و دو PQR با ضخامت های ۷ و ۱۸ میلیمتر در نظر گرفته شده در ضمن در WPS تست تافنس قید شده ... برای عضو نازکتر طبق بند a باید ضخامت ، در محدوده مجاز جدول QW-451 باشد . PQR اول تا دو برابر ضخامت را کاور می کند ؛ برای عضو ضخیم تر در WPS با توجه به متریال کربن یا باید ضخامت در محدوده مجاز QW-451 باشد یا اینکه برای استفاده از عدم محدودیت برای حداکثر ضخامت ، PQR با ضخامت ۳۸ میلیمتر و بالاتر داشت.در PQR دوم با توجه به تست تافنس ضخامت فلز مبنا در WPS از ۱۶ تا ۳۶ میلیمتر را ساپورت می کند لذا ضخامت عضو ضخیم تر نیز در محدوده مجاز است.
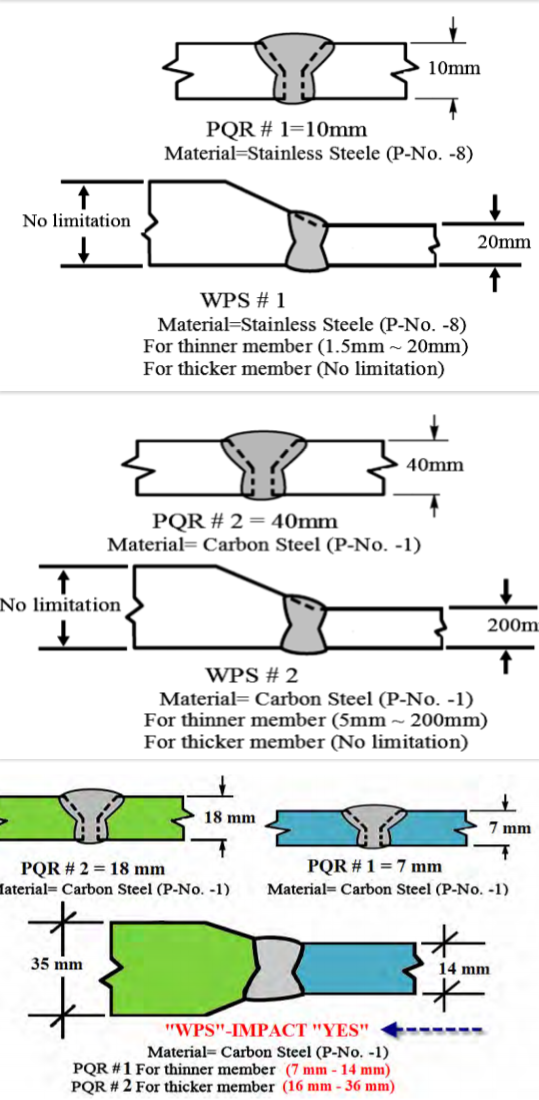
یک PQR با ضخامت 20mm از جنس کربن استیل نمی تواند WPS مربوط به یک اتصال نابرابر با ضخامتهای 35mm و 45mm را تأیید کند ... بدلیل اینکه طبق بند b و با توجه به تبصره ۲ یا باید در محدوده مجاز QW-451 باشد یا اینکه تست کوپن با ضخامت ۳۸ میلیمتر و بالاتر ( برای عدم محدودیت ضخامت ) تهیه شده باشد ... این PQR فقط تا حداکثر ضخامت 2T را ساپورت می کند در حالیکه عدد آن از ضخامت عضو ضخیم تر یعنی 45mm کوچکتر است.
QW-250 WELDING VARIABLES
QW-251 GENERAL
QW-251.1 Types of Variables for Welding Procedure Specifications (WPS). These variables (listed for each welding process in Tables QW-252 through QW-267) are subdivided into essential variables, supplementary essential variables, and nonessential variables (QW-401). The “Brief of Variables” listed in the tables are for reference only. See the complete variable in Welding Data of Article IV.
QW-251.2 Essential Variables.
Essential variables are those in which a change, as described in the specific variables, is considered to affect the mechanical properties of the weldment and therefore shall require requalification of the WPS.
Supplementary essential variables are required for metals for which the referencing code, standard, or specification requires toughness tests and are in addition to the essential variables for each welding process.
When toughness requirements are invoke by a referencing code, standard, or specification, the supplementary essential variables are applicable to both groove and fillet welds.
QW-251.3 Nonessential Variables. Nonessential variables are those in which a change, as described in the specific variables, may be made in the WPS without requalification.
QW-403.6 The minimum base metal thickness qualified is the thickness of the test coupon T or 5/8 in. (16 mm), whichever is less. However, where T is 1/4 in. (6 mm) or less, the minimum thickness qualified is 1/2T. This variable does not apply for any of the following conditions:
(a) WPS is qualified with a heat treatment above the upper transformation temperature.
(b) WPS is for welding austenitic or P-10H material and is qualified with a solution heat treatment.
(c) Base metals are assigned to P-No. 8, P-Nos. 21 through 26, and P-Nos. 41 through 49.
QW-403.9 For single‐pass or multipass welding in which any pass is greater than 1/2 in. (13 mm) thick, an increase in base metal thickness beyond 1.1 times that of the qualification test coupon.
impact test
d)Retests
(1) For Absorbed Energy Criteria.
When
-the average value of the three specimens equals or exceeds the minimum value permitted for a single specimen
-the value for more than one specimen is below the required average value
-the value for one specimen is below the minimum value permitted for a single specimen
اگر شرایط مندرج بالا فراهم شد آزمونِ مجدد از ۳ نمونه اضافی باید انجام گیرد.مقدار هر کدام از این نمونه های retest باید مساوی و فراتر از مقدار میانگین مورد نیاز باشد.
a retest of three additional specimens shall be made. The value for each of these retest specimens shall equal or exceed the required average value.
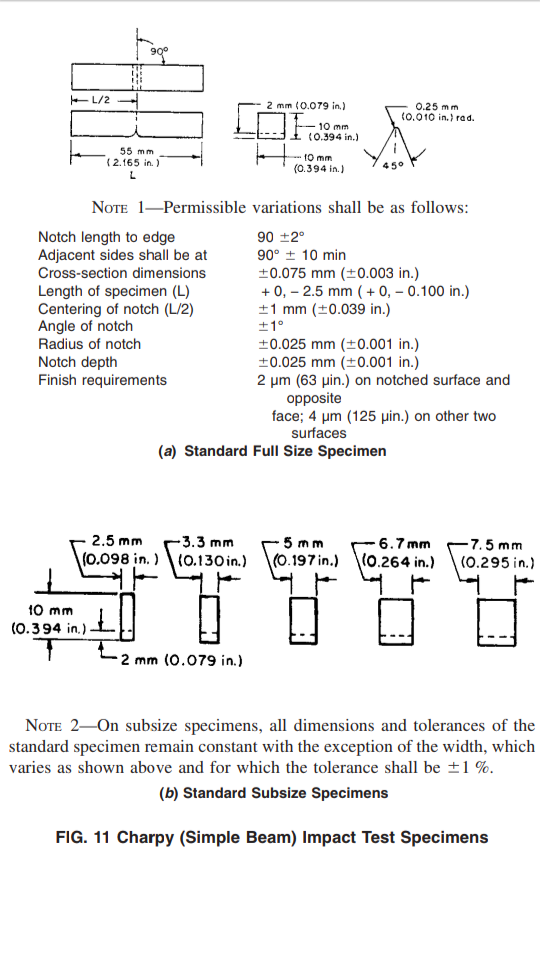
تبصره ۲ ( جدول ۳۲۳.۳.۵ حداقل مقدار انرژی جذب شده ) : مقادیر در این جدول برای نمونه های اندازه استاندارد هستند . برای نمونه های زیر اندازه ( subsize ) استاندارد این مقادیر ( داخل جدول ) باید در نسبت عرض نمونه واقعی به نمونه سایز استاندارد ( ۱۰mm ) ضرب شوند.
استاندارد A320
استاندارد A333