کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
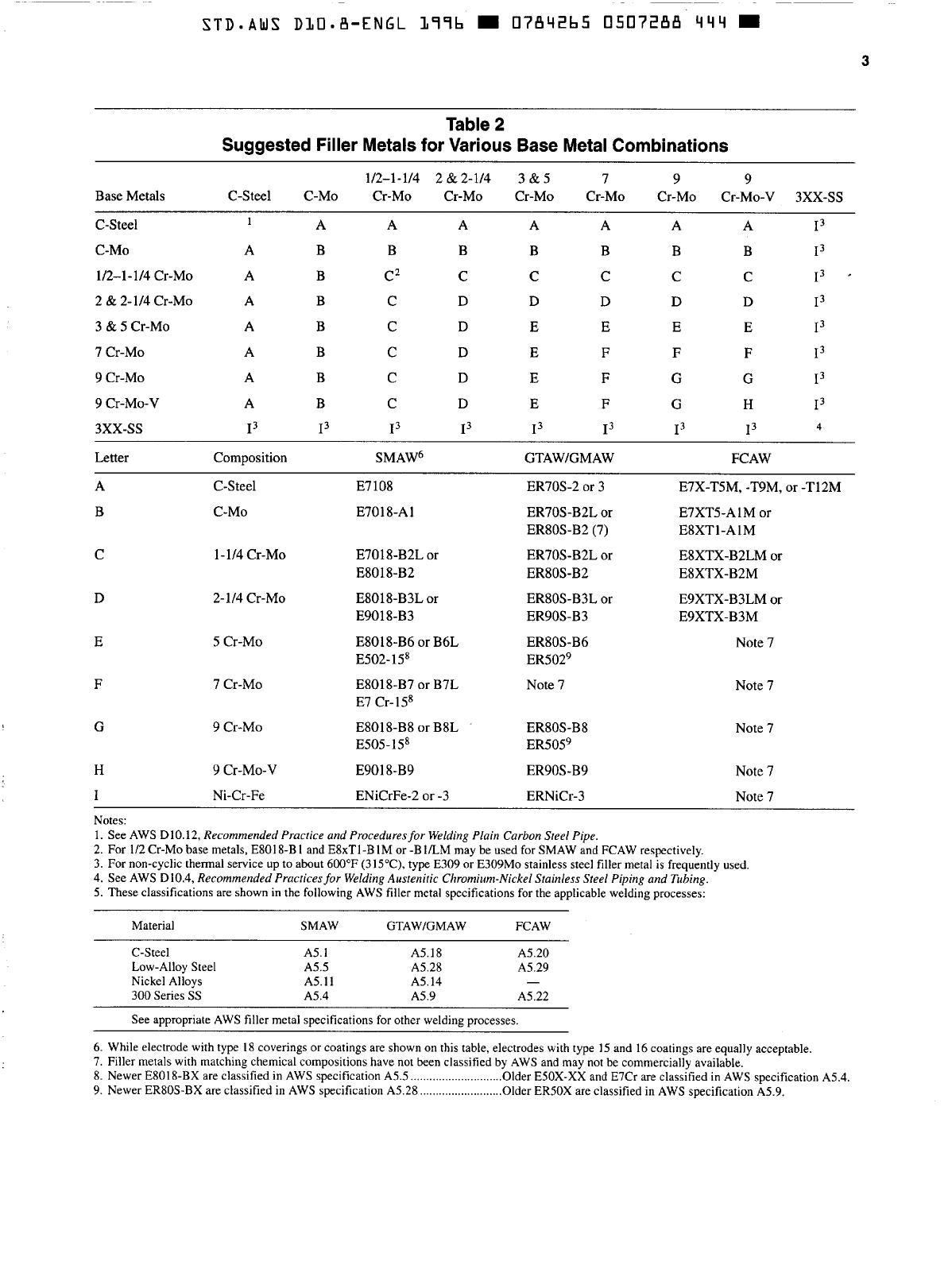
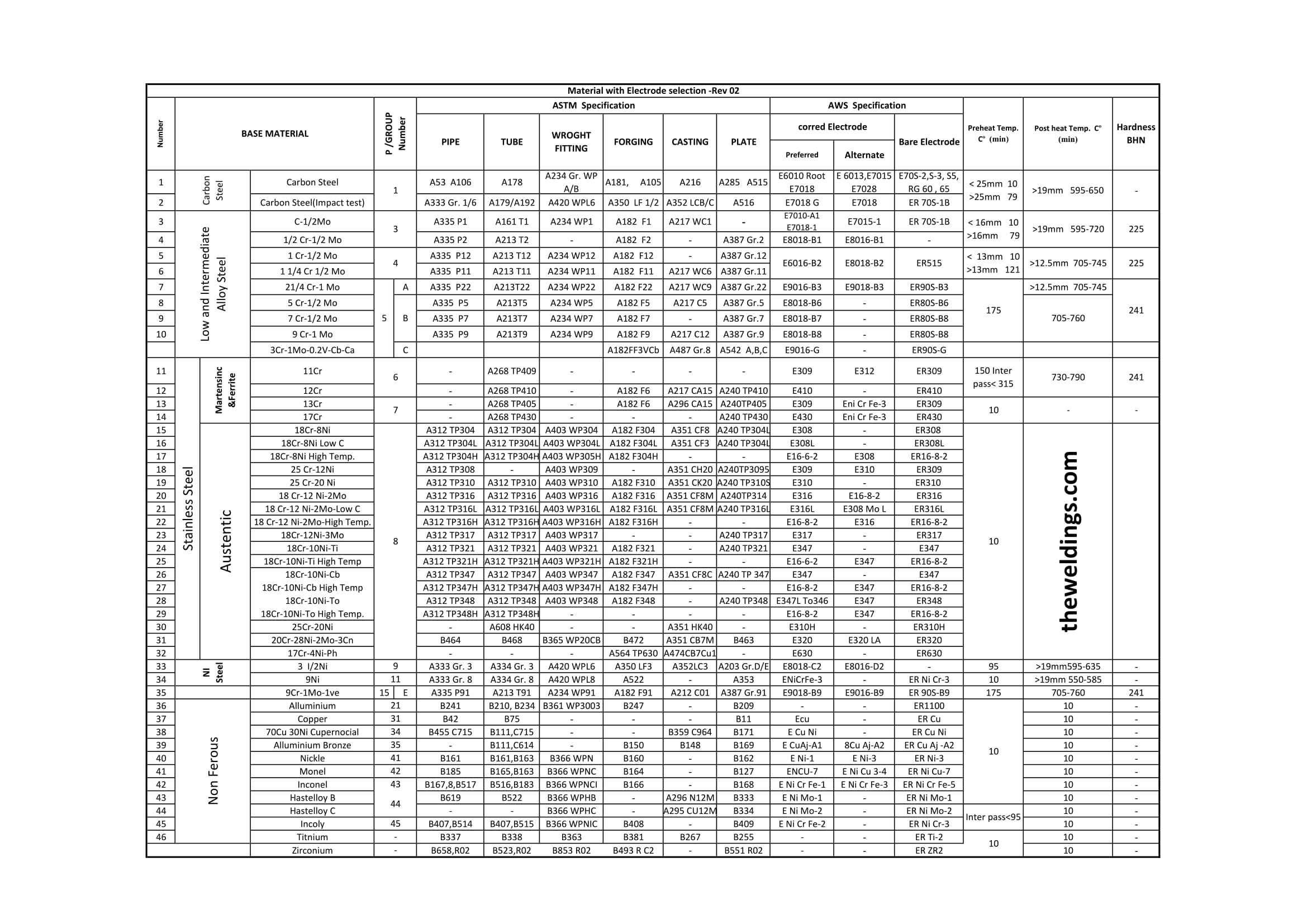
AWS D10.8 الکترود برای جوش ترکیبی متریال A335-P11 به A106 و الکترودهای P11 و P22
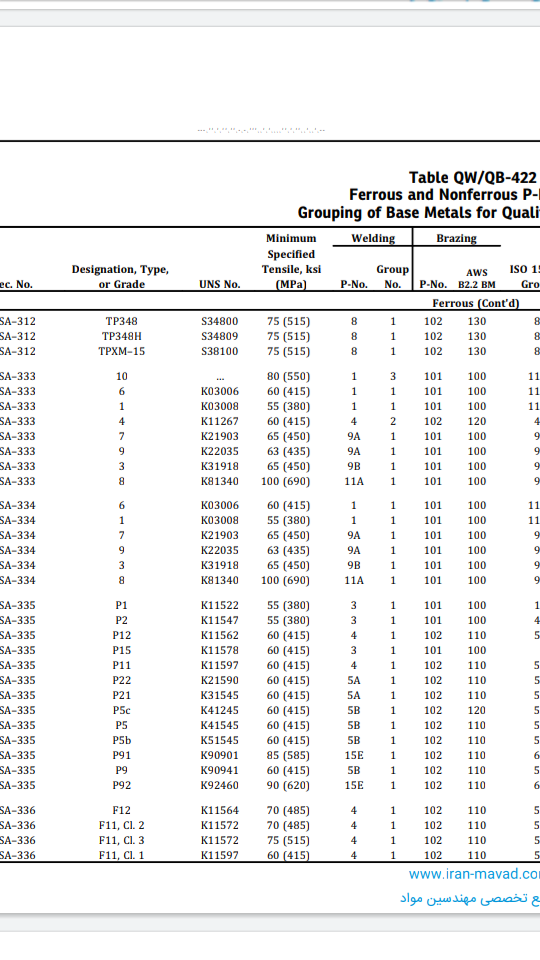
PNO و GRNO متریال A335-P11 طبق جدول QW-422 سکشن 2 به ترتیب 4 و 1 است
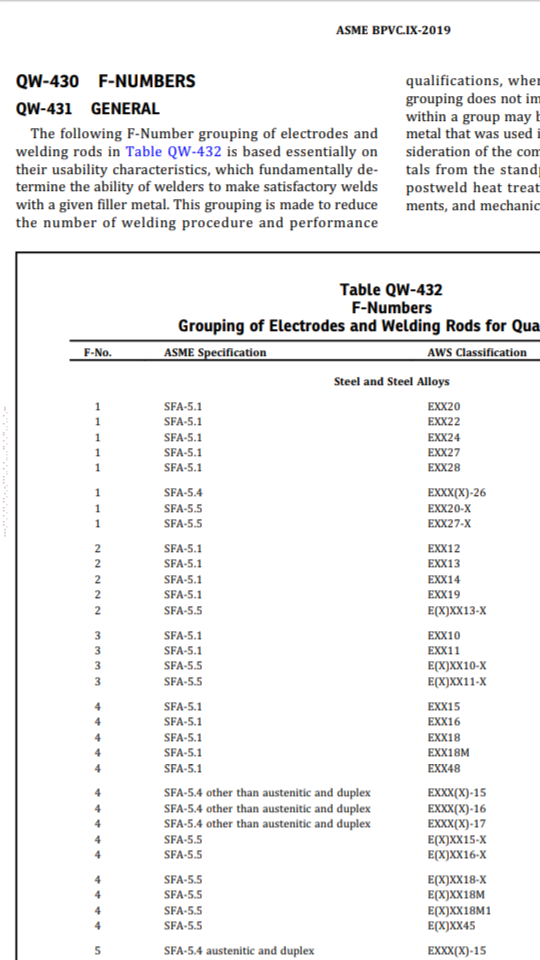
در جدول QW-432 فیلر نامبرها قید شده و برای متریال Alloy استیل FNO.4 است
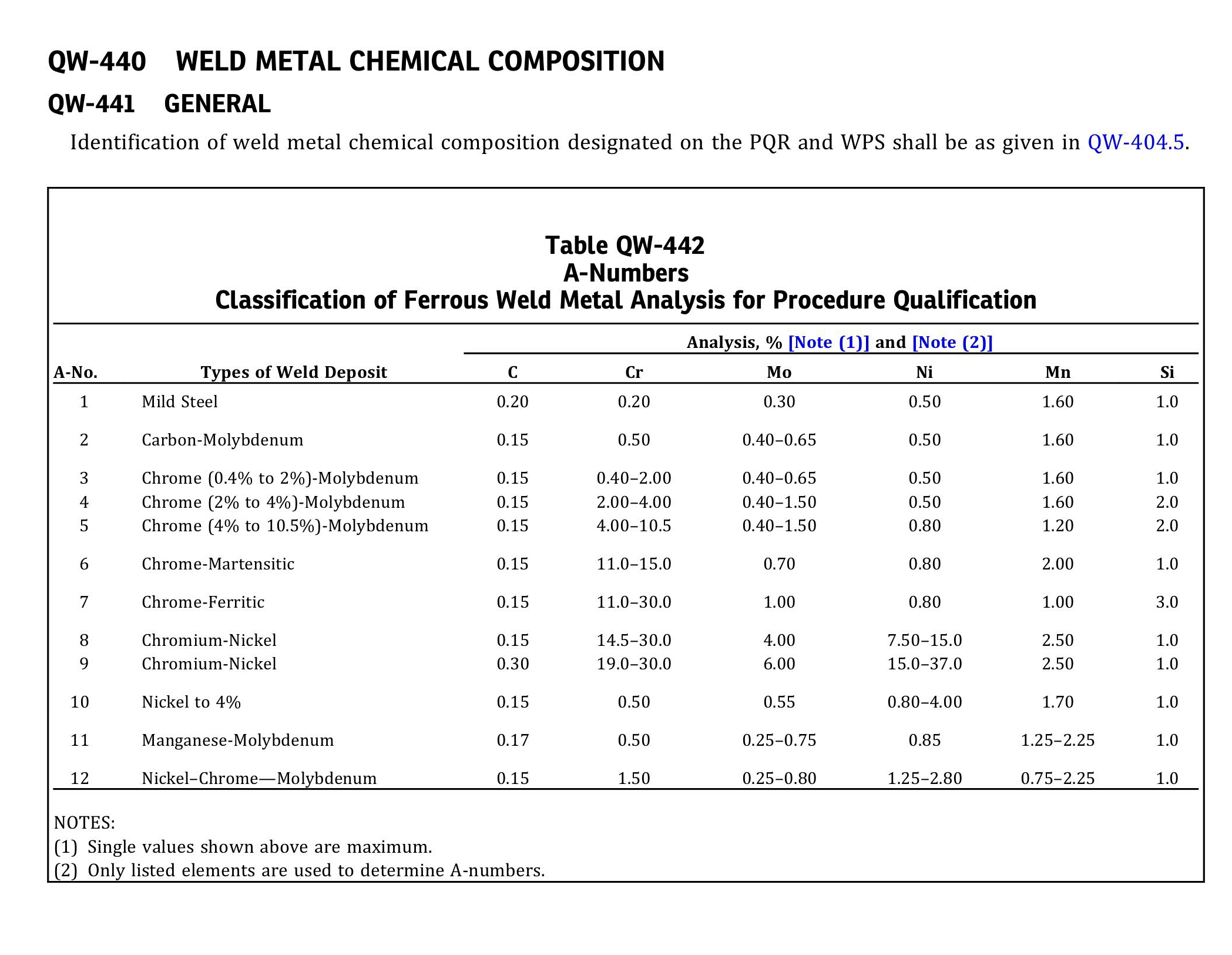
در QW-440 کد ASME سکشن 2 ، ترکیب شیمیایی فلز جوش داده شده بعنوان A NO که برای متریال A335-P11
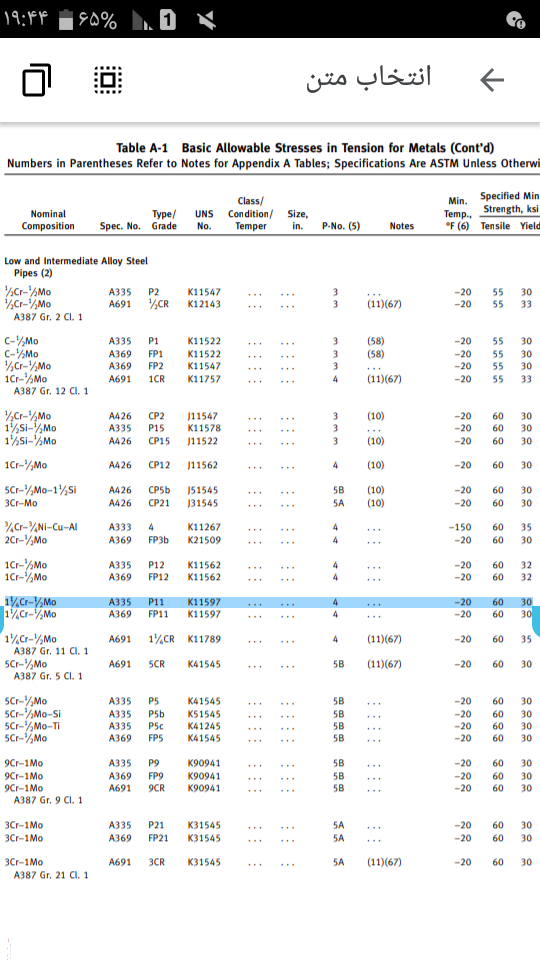
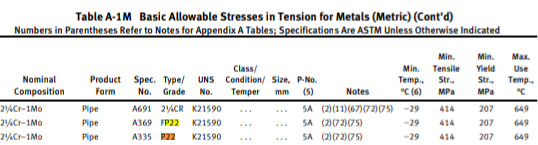
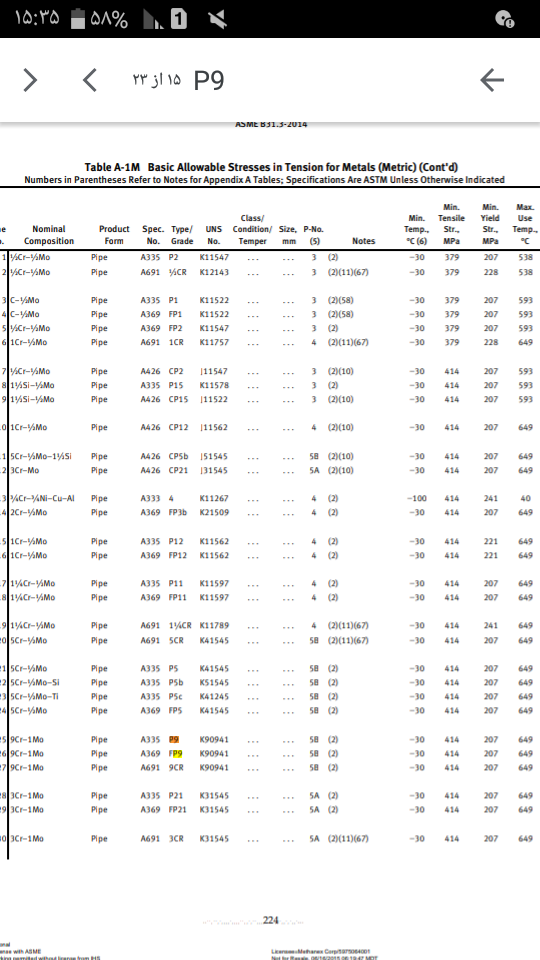
در کد B31.3 جدول A1 یکسری ستون ها از جمله nominal composition و Pno برای متریال ها داده شده و در ستون های آخر تنش مجاز در دمای 100 تا .... داده شده.
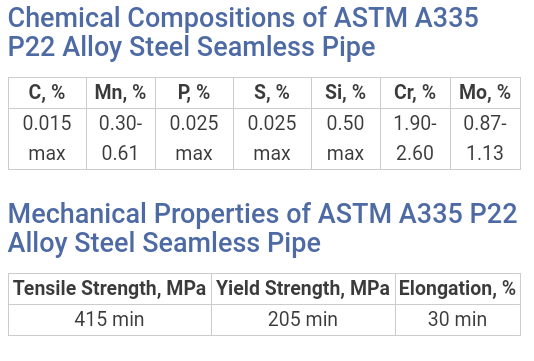
2. Mechanical Properties of ASTM A335 P11
The tensile strength shall be no less than 60 ksi (415MPa) while its yield strength shall be no less than 30 ksi (205MPa).
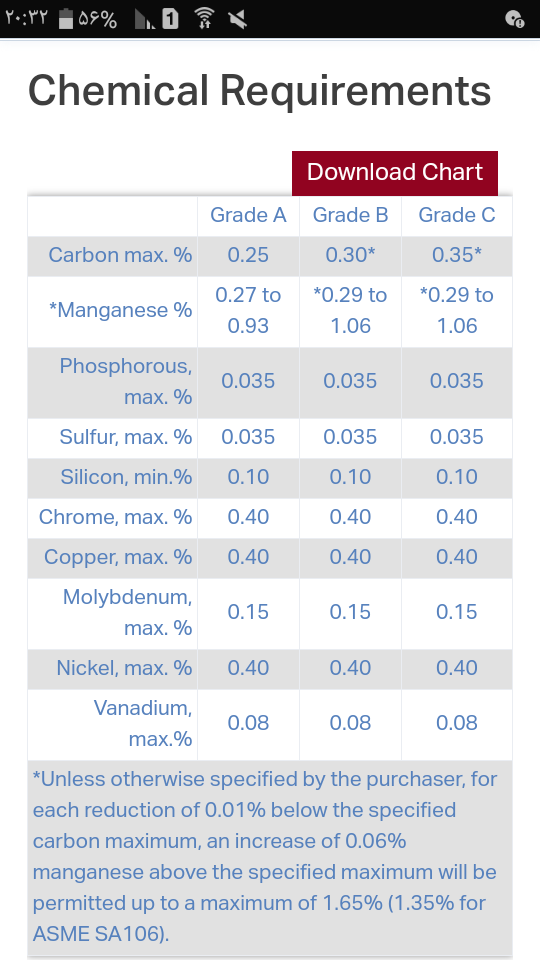
| ASTM A335 P11 Chemical Composition % | ||||||
|---|---|---|---|---|---|---|
| C | Mn | P | S | Si | Cr | Mo |
| 0.05-0.15 | 0.30-0.60 | ≤0.025 | ≤0.025 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 |
E7018 Tensile : 70ksi Yield : 58
E7018-1 impact at -45 C AvgminValue:27J,Sigle:20
E7018 impact at -30C AvgminValue:27J,Sigle:20
E7018 Chemical Composition
C:0.15 , Mn:1.60 , Cr:0.2 , Mo:0.3
E7018-B2L Chemical Composition
C:0.05 , Mn : 0.90 , Si : 0.8 , Cr : 1-1.5 , Mo : 0.4-0.65
Tensile : 75ksi , Yield : 57ksi
Preheat & interpas : 160~190
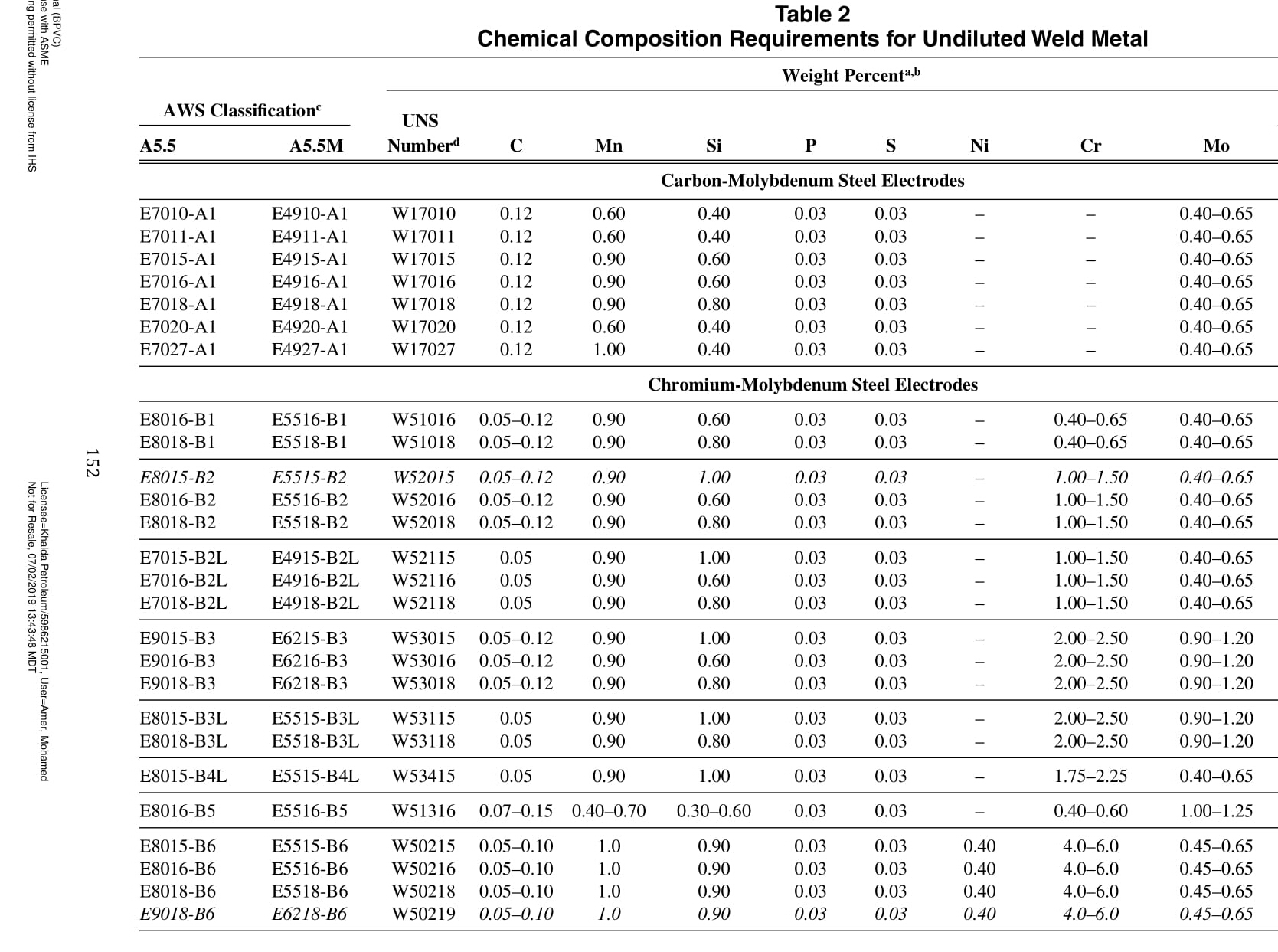
E8018-B2 Chemical Composition
C:0.05-0.12 , Mn : 0.90 , Si : 0.8 , Cr : 1-1.5 , Mo : 0.4-0.65
Tensile : 80ksi , Yield : 67ksi
Preheat & interpas : 160~190
Pwht temp : 690
برای اتصال دو متریال A335-P11 فیلر ER80S-G یا ER80S-B2 و الکترود E8010-B2 استفاده میشود برای کربن به این متریال الکترود E7018 مناسب است.
برای مخازن و ساپورت ها : فقط استفاده شود
E8018-C3 Chemical Composition
C:0.12 , Mn : 0.4-1.25, Ni : 0.8-1.10 , Cr : 0.15 , Mo : 0.35
Tensile : 80ksi , Yield : 68 to 80ksi
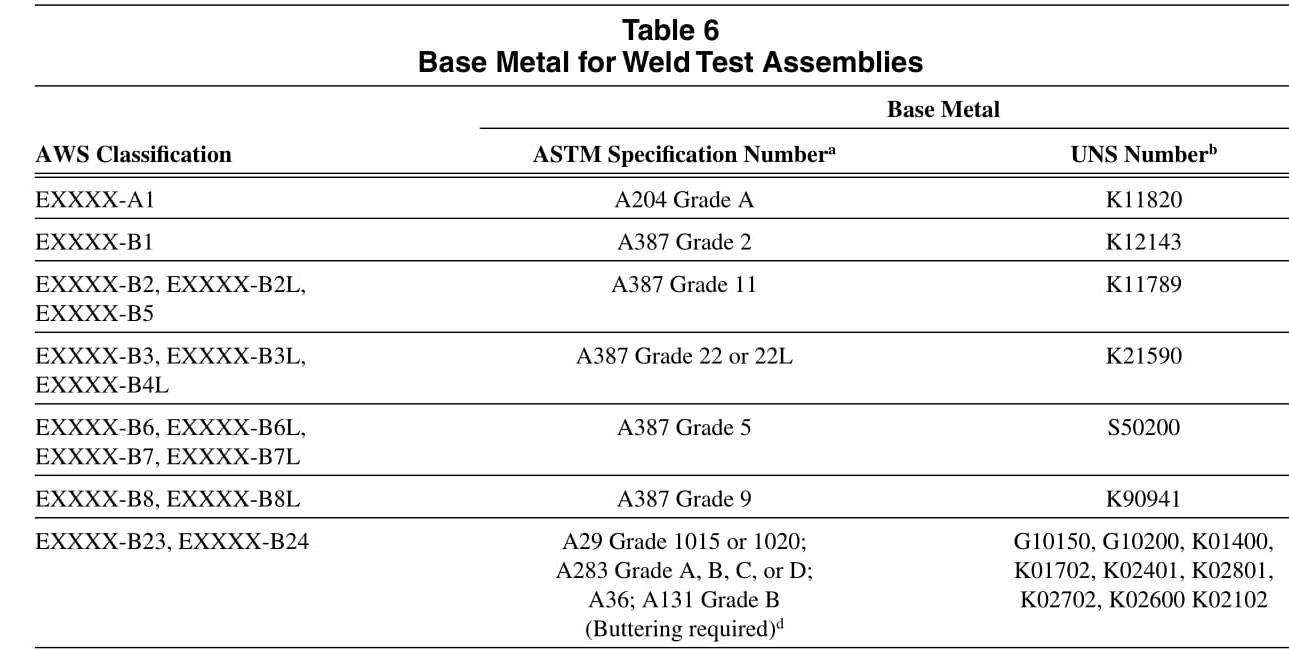
A516 Grade 60, 65, or 70;A537 Class 1 or 2
UNS (K02100, K02403)
E8018-C3,E8018-C3L
E9018-B3 Chemical Composition
C : 0.05-0.12 , Mn : 0.9 , Si : 0.8 , P & S : 0.03 , Cr : 2-2.5 , Mo : 0.9-1.20
Preheat & IP :160~190
Pwht : 690+&-15 C
ECRMO2
It depends on the service. Use "B3L" fillers in hydrogen service environments. Use "B3" for high temperature (> 900F) steam service environments.
(900−32)×(5÷9)=482C
A335-P22 : ER90S-B3 / E9018-B3
A335-P9
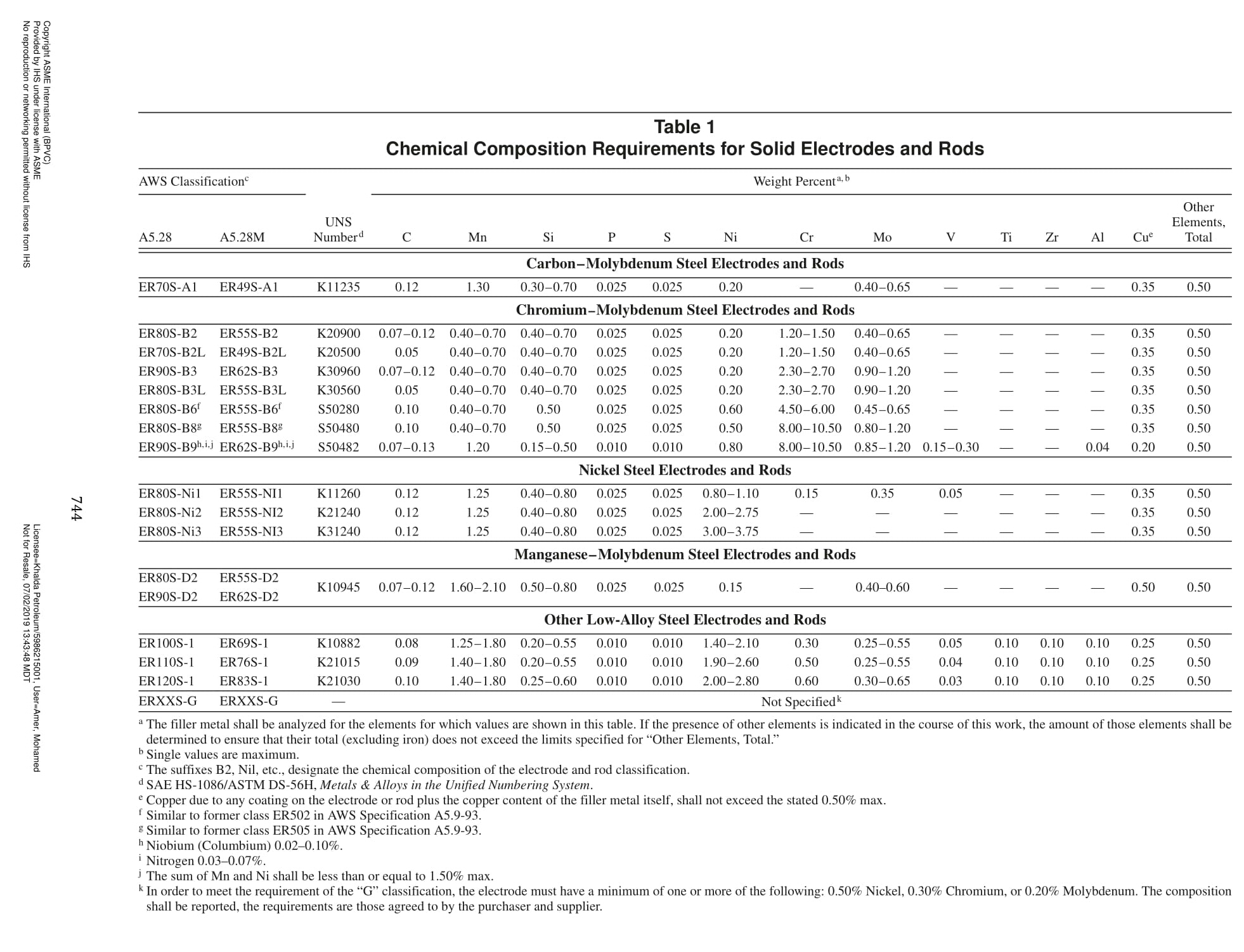
ER80S-B8 Tensile : 97000psi , Yield : 78000psi
This 9% Chromium - 1% Molybdenum TIG rod is used to weld 9% Chromium - 1% Molybdenum steels (ASTM Section IX, P No 5B, Group 1) such as ASTM A335 Grade P9 or ASTM A213 Grade T9
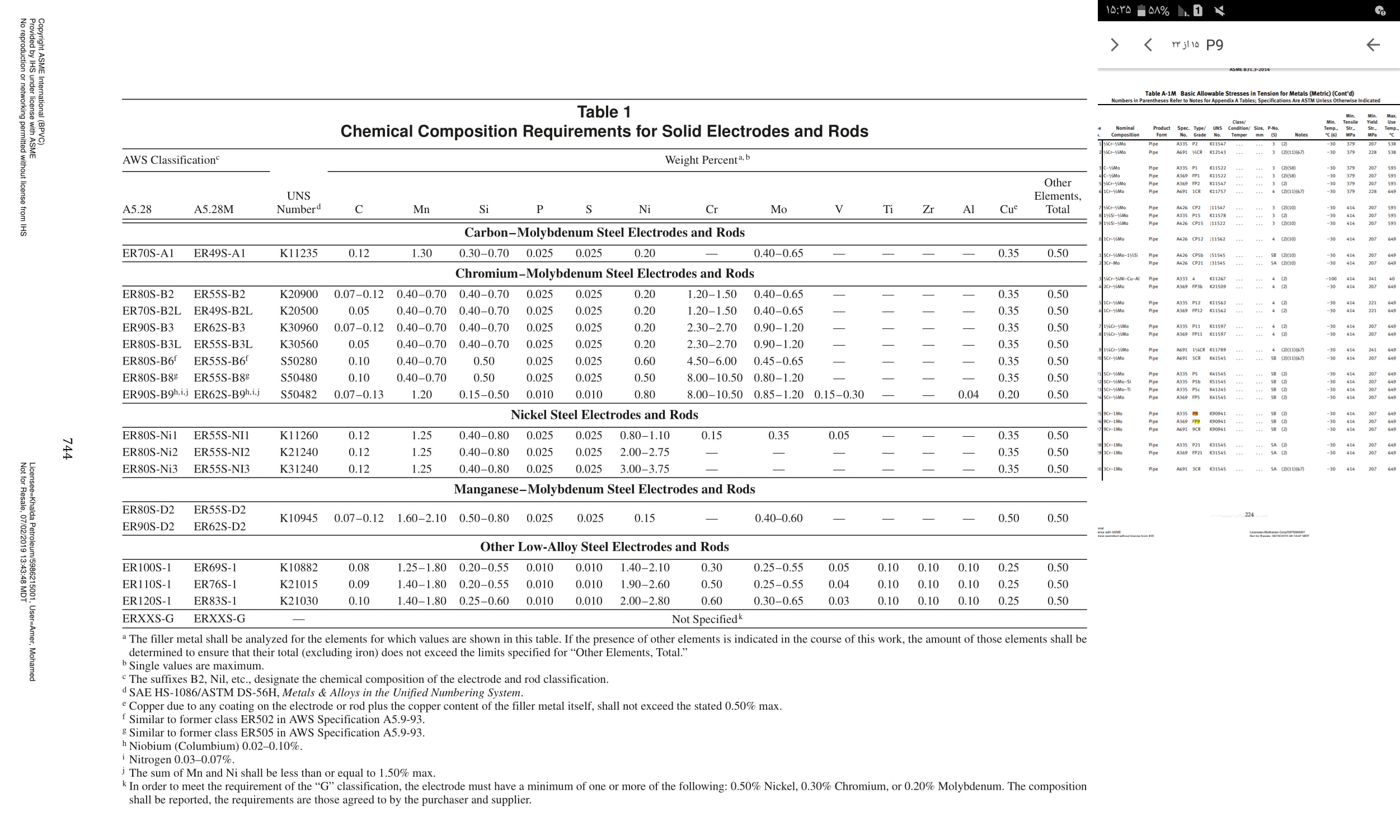
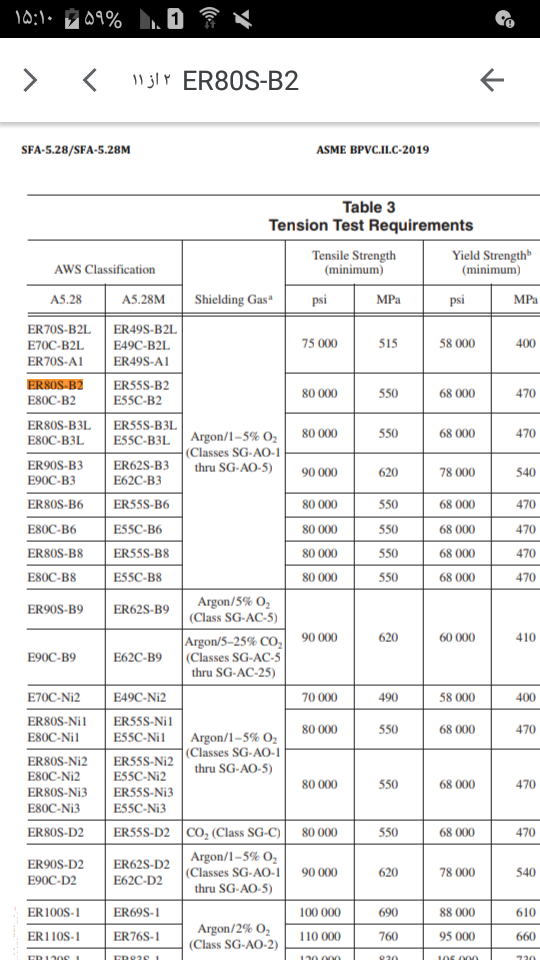
ER80S-B2
Typical Weld Metal Analysis %


























