کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
QW-406 پیش گرم Preheat
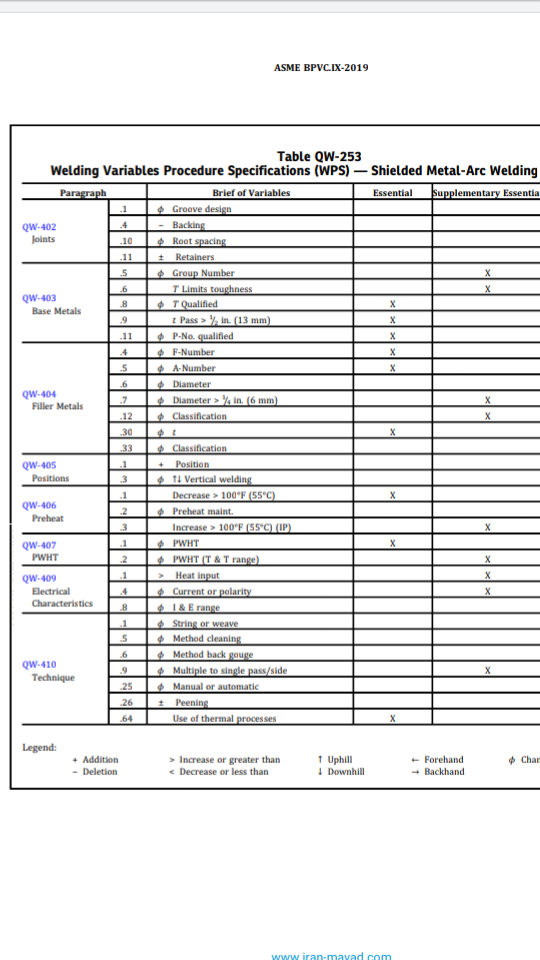
QW-406 : پیش گرم:
QW-406.1
کاهش بیش از 56 درجه سلسیوی در دمای پیش گرم به تایید نیاز دارد . کمترین دمای پیش گرم برای جوش باید در WPS ذکر شود.
همانطور که در تصویر مشاهده می کنید برای فرآیند SMAW کاهش پیش گرم بیشتر از 55 درجه سانتیگراد جزء متغیرهای اساسی است و افزایش دمای IP یا inter pass بیش از 55 درجه سانتیگراد ( متغیر اساسی تکمیلی ) زمانیکه تست ضربه نیاز باشد جزء متغیر اساسی محسوب می شود.
در مثال بالا که دمای پیش گرم 80 درجه در PQR ثبت شده و گفته اند که باید 100 درجه می بوده طبق QW-406.1 این اختلاف 20 درجه احتیاج به تائید دوباره ندارد.
Non Mandatory Appendix R Asme Section 8
R-1 P-NO. 1 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has both a specified maximum carbon content in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm);
(b) 50°F (10°C) for all other materials in this P‐Number.
R-2 P-NO. 3 GROUP NOS. 1, 2, AND 3
(a) 175°F (79°C) for material which has either a specified minimum tensile strength in excess of 70,000 psi (480MPa) or a thickness at the joint in excess of 5/8 in.
(16 mm);
(b) 50°F (10°C) for all other materials in this P‐Number.
R-4 P-NOS. 5A AND 5B GROUP NO. 1
(a) 400°F (204°C) for material which has either a spescified minimum tensile strength in excess of 60,000 psi (410 MPa), or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm);
(b) 300°F (149°C) for all other materials in these P-Numbers
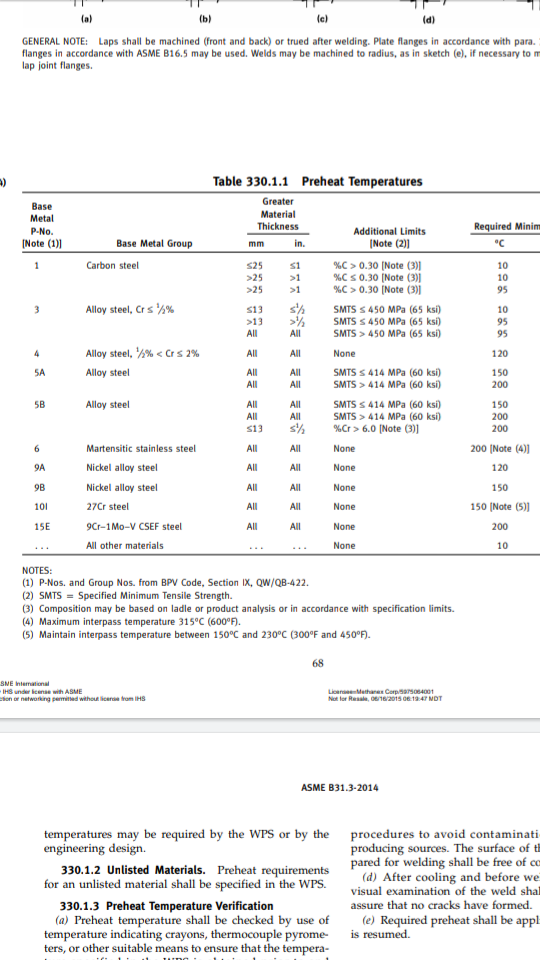
B31.3 Preheat :
the minimum preheat temperatures for materials of various P-Numbers are given in Table 330.1.1. The thickness intended in Table 330.1.1 is that of the nominal thickness of the thicker component
در B31.3 جدول 330.1.1 حداقل دمای پیش گرم طبق PNOs و ضخامت هم طبق ضخامت جزء ضخیم تر ذکرشده
330.1.4 Preheat Zone.
The preheat zone shall be at or above the specified minimum temperature in all directions from the point of welding for a distance of the larger of 75 mm (3 in.) or 1.5 times the greater nominal thickness. The base metal temperature for tack welds shall be at or above the specified minimum temperature for a distance not less than 25 mm (1 in.) in all directions from the point of welding.
منطقه پیش گرم حدود 3 اینچ یا 1.5 برابر ضخامت از هر دو طرف اتصالات برای تک ولد کمتر از 1 اینچ در هر طرف نباشد.قطعا اگر پیش گرم طبق wps برای متریال خاص مخصوصا کم آلیاژ رعایت نشود بازرس دستور برش را خواهد داد.


























