کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
حداقل و حداکثر T ضخامت مورد تائید در Asme ix
T Limit Toughness
پاراگراف QW-403.6 : این پاراگراف جزء متغیرات تکمیلی اساسی است و زمانی کاربرد دارد که تست PQR نیاز به تست ضربه داشته باشد.
محدوده ی ضخامت :
-بیشتر از 16mm ، حداقل ضخامت این محدوده 16mm است .
-کمتر از 16mm تا (6mm) حداقل ضخامت این محدوده T test coupon است.
-کمتر از 6mm حداقل ضخامت این محدوده ۱/۲ ضخامت تست کوپن است.
ASME B31.3 EDITION 2020 TABLE 323.3.1 (impact testing requirements for metals) :
The supplementary essential variables of ASME BPVC, Section IX, shall apply to the welding procedure qualification.
حداکثر ضخامت این سه سطح باید مطابق جدول QW-451.1 باشد.
مثال ها : ( زمانیکه به تست ضربه نیاز دارد )
-اگر PQR دارای ضخامت ۳۲mm باشد حداقل ضخامتی که برای این PQR تأیید می شود ۱۶mm است .
-اگر PQR دارای ضخامت ۱۲mm باشد حداقل ضخامتی که برای این PQR تأیید می شود ۱۲mm است .
-اگر PQR دارای ضخامت 5mm باشد حداقل ضخامتی که برای این PQR تأیید می شود ۲.۵mm است
هنگامی که PQR نیاز به تست ضربه دارد رعایت حداقل ضخامت بسیار مهم و قابل توجه می باشد. بنابراین با انتخاب محدوده های ضخامتی مناسب می توان تعداد PQR ها را کاهش داد.
پاراگراف QW-403.8 : تغییر ضخامت تأیید شده جزء متغیرات اساسی ( Essential Variable ) است. تغییر در ضخامت فلز مبنا بیشتر ازمحدوده ی تأیید شده در جدول QW-451 به استثناء مواردی که بوسیله پاراگراف QW-202b مجاز دانسته شده است.
در جدول QW-451.1 از استاندارد Asme ix برای اینکه تعداد PQR ها کاهش یابد برای ضخامت قطعه ی PQR شش محدوده تعریف شده است و به ازای هر محدوده ضخامت قطعه ی PQR یک محدوده ضخامت قطعه ی کار در WPS تحت عنوان حداقل و حداکثر ضخامت مورد تأیید، مشخص شده است. در همین راستا برای هر محدوده ضخامت متریال یک محدوده ی ضخامت حداکثری برای فلز جوش تحت عنوان Max t deposited weld metal نیزمشخص شده است . در این جدول حرف T برای ضخامت متریال و t برای ضخامت فلز جوش بکار برده شده است.
در جدول QW-451.1 محدوده ی حداقل ضخامت تائید شده :
-ضخامت تست کوپن کمتر از ۱.۵mm ، حداقل محدوده ضخامت T فلز پایه مورد تائید ، ضخامت تست کوپن است ( T ).
-ضخامت تست کوپن بین ۱.۵mm تا ۱۰mm ، این حداقل ۱.۵mm است.
-ضخامت تست کوپن بالاتر از ۱۰mm ، این حداقل ۵mm است.
در جدول ۴۵۱.۱ محدوده ی حداکثر ضخامت تأیید شده برای PQR :
-برای ضخامت زیر ۳۸ میلیمتر حداکثرضخامت تائید شده ، 2T ضخامت PQR است.
-برای ضخامت های بیشتر از ۳۸ تا ۱۵۰ میلیمتر حداکثر ضخامت تائید شد ۲۰۰mm است.
-برای ضخامت های بالای ۱۵۰mm ، حداکثر ضخامت تائید شده ۱.۳۳ برابر ضخامت PQR است.
بنابراین اگر در هر کدام از این محدوده ها، ضخامتی مورد تأیید قرار گیرد و در WPS ضخامتی بیشتر از این محدوده ها قید شود این WPS نیاز به PQR جدید دارد . در پاراگراف Qualified T ø 8.403-QW یک استثناء قائل شده است که آن پاراگراف b-4.202-QW . می باشد.
پاراگراف QW-403.9 ، ضخامت پاس ( t ) بزرگتر از ۱۳ میلیمتر :
ضخامت هر پاس جوش بیشتر از ۱۳mm ، جزء متغیرات اساسی ( Essential Variable ) است.
-برای جوشکاری های تک پاس یا چند پاس که هر پاس بیشتر از ۱۳mm ضخامت دارد ، افزایش ضخامت فلز مبنا بیشتر از 1.1 برابر ضخامت تست کوپن PQR .
توضیح : هر PQR می تواند حداکثر ضخامت مورد تأیید را مطابق جدول QW-451.1 پوشش دهد و این حداکثر بنا به ضخامت PQR می تواند متغیر باشد پس بطور کلی سه محدوده ضخامت برای همه ی PQR ها تعریف شده است. (قبلاً بطور کامل توضیح داده شده است :)
الف - 2T ( دو برابر ضخامت نمونه PQR)
ب - ۲۰۰mm
پ - ۱.۳۳T
اما مطابق با پاراگراف QW-403.9 چنانچه در یک PQR که از یک پاس جوش یا از چند پاس جوش تشکیل شده باشد و ضخامت هر پاس جوش بیشتر از 13mm باشد حداکثر ضخامتی که این PQR تأیید می کند 1.1 ضخامت نمونه ی PQR است.
مثال یک PQR دارای ضخامت ۲۶mm است ، اگر ضخامت پاس دوم بیشتر از ۱۳mm باشد حداکثر ضخامت فلز مبنا طبق QW-403.9 :
۱.۱ برابر ضخامت تست کوپن ( T ) است. یعنی ۲۸.۶mm
Range qualiified thickness in WPS : 5 TO 28.6MM
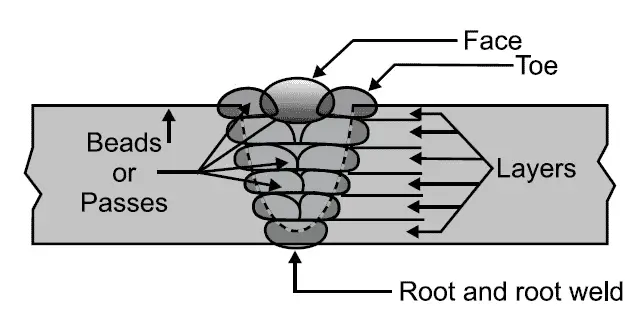
بنابراین اگر ضخامت پاس جوش در PQR بیشتر از 13mm باشد تا 1.1 ضخامت تست کوپن PQR مورد تأیید است. layer و pass باهم فرق می کند و اینجا منظور پاس جوش است. هر لایه می تواند شامل چند پاس جوش باشد
لازم به ذکر است عواملی هستند که این محدوده ضخامت مشخص شده در جدول QW-451.1 را تحت تأثیر قرار می دهند و یک محدوده جدیدی را معین می کنند مثل پارامتر تنش زدایی، پارامتر تست ضربه، پارامتر افزایش ضخامت هرپاس جوش بیشتر از mm 13 و غیره ...
مثالی برای انجام عملیات تنش زدایی PWHT :
در استاندارد ASME B31.3 متریال های دارای P-NO.4 با ضخامت بیشتر از 16mm نیاز به عملیات حرارتی (PWHT) دارند :
اگر PQR متریال P-No.4 دارای ضخامت 20mm باشد، بنابراین این PQR چون نیاز به عملیات حرارتی دارد بنابراین نمی تواند محدوده ی ۵mm~۱۶mm را که نیازی به عملیات حرارتی (PWHT) ندارد تأیید کند زیرا انجام دادن یا انجام ندادن عملیات PWHT جزء متغیرات اساسی است.
پس محدوده ایی که این PQR ساپورت می کند، محدوده ی بین ۵ تا ۴۰ است به همراه عملیات تنش زدایی.
مثالی برای انجام برای تست ضربه :
اگر یک PQR با ضخامت ۱۸mm داشته باشیم و این PQR دارای تست ضربه می باشد و به فرض اینکه نیازی به عملیات تنش زدایی نداشته باشد. در اینصورت محدوده ایی که این PQR ساپورت می کند، محدوده ی بالاتر از ۱۶mm تا حداکثر ۲ برابر ضخامت T تست کوپن ( ۳۶m m ) است به همراه تست ضربه.
صلاحیت در مورد Base Metal های مختلف
Interpretation: IX-89-23
Subject: Section IX, QW-403.5
Date Issued: June 7, 1989
File: BC-89-096
Question (1): A welding procedure qualification is made using the following combination of base metals P- No.1 Gr-No.1 to P-No.1 Gr-No.2. The client specification requires impact testing only for P-No.1 Gr-No.1 materials (in the weld metal and heat affected zone). For procedure qualification purposes, is the impact testing only required in the weld metal and in the heat affected zone on the P-No.1 Gr-No.1 base metal side?
Reply (1): Impact tests are conducted when required by other ASME Sections.
Question (2): Does the procedure qualification test coupon qualify the welding of P-No.1 Gr-No.1 base metal to any other P-No.1 base metal not to be impact tested using the variables qualified?
Reply (2): Yes.
Interpretation: IX-89-75
Subject: Section IX; QW-403.5, QW-403.11, and QW-424
Date Issued: September 20, 1990
File: BC90-443
Question (1): A procedure qualification using the SMAW process in a V-groove joint has been qualified with acceptable bends, tensiles and charpy V-notch impact specimens, using P-No. 1 Gr. No. 2 material welded to a P-No. 3 Gr. No. 3 material. Does the procedure qualification support the welding of P-No. 1 Gr. No. 2 material together when notch toughness tests are required?
Reply (1): No.
طبق پرسش بالا اگر PQR ، برای جوش دو فلز پایه با P نامبر متفاوت باشند این PQR جوشکاری متریال ها با P نامبر مشابه را ساپورت نمی کند.
Question (2): Does the procedure qualification support the welding of P-No. 1 Gr. No. 2 material to P-No. 3 Gr. No. 3 material?
Reply (2): Yes.
Question (3): Does the procedure qualification support the welding of P-No. 3 Gr. No. 3
material together?
PQR مورد نظر جوشکاری P نامبر۳ G نامبر ۳ به خودش را ساپورت نمی کند.
Reply (3): No.
Interpretation: IX-15-15
Subject: QW-403.5, Procedure Qualification With Dissimilar Base Materials
Date Issued: December 1, 2014
File: 14-1656
Background: A test coupon has been welded using SA-333 Gr. 6 (P-No.1, Group 1) to SA-350 Gr. LF2 (P-No. 1, Group 2) resulting in an impact tested (weld and both heat-affected zones) Procedure Qualification Record.
Question: May a WPS be written, supported by this PQR using the variables qualified, for welding all P-No. 1, Group 2 materials to themselves, e.g., API 5L X65?
Reply: Yes.
Section IX, QW-404.12 ; Change in filler metal
Record Number:BC91-397
Date Issued: 10/07/1991
Interpretation Number : IX-92-21
Question: May existing WPS's using the SMAW process with E7018 electrodes which were qualified at -50°F utilizing the essential and supplementary essential variables of QW-253 be revised to specify E7018-1 classification without requalification?
Reply: Yes.
Example- If PQR is qualified by using material P No.1 Group 1 to P No.1 Group.1 then it will only be qualified to weld P No.1 Group 1 to P No.1 Group 1 material when notch-toughness is the requirement.
When impact is not required for job then will allow to weld any group no. within same P No.


























